高速切削GCr15切削力的仿真与实验研究*
2016-10-29班新星纪莲清王明义
邱 慧,班新星,纪莲清,王明义
(1. 郑州科技学院 机械工程学院,郑州 450064; 2. 西安交通大学 机械工程学院,西安 710049; 3.郑州轻工业学院 机电工程学院,郑州 450002)
高速切削GCr15切削力的仿真与实验研究*
邱慧1,班新星2,纪莲清3,王明义3
(1. 郑州科技学院 机械工程学院,郑州450064; 2. 西安交通大学 机械工程学院,西安710049; 3.郑州轻工业学院 机电工程学院,郑州450002)
应用Deform-3D软件建立刀具-工件三维有限元模型,研究了PCBN刀具高速切削GCr15淬硬钢的切削机理,得出不同切削参数下切削力的变化规律,通过对模拟结果进行分析获得了最优切削参数。在最优切削参数下进行切削实验,结果发现:在切削深度和进给量不变的情况下,不同切削速度下的切削力模拟值与实验值变化趋势是一致的,并且其误差不超过10%,这表明利用Deform-3D有限元软件建立三维切削模型可以有效模拟PCBN刀具高速切削GCr15轴承钢的切削过程。
有限元模拟; 高速切削; 超硬刀具; 切削力
0 引言
聚晶立方氮化硼(Polycrystalline Cubic Boron Nitride,简称PCBN)作为超硬刀具材料,具有良好的耐磨性和热稳定性[1],普遍应用于淬硬钢、冷硬铸铁及其它高硬黑色金属的高速切削加工[2],并且随着数控机床等自动加工设备的广泛应用,使用PCBN刀具以硬态切削替代磨削工艺已成为加工淬硬轴承钢的新途径[3]。GCr15是一种最常用的高铬轴承钢,经过淬火加回火后具有较高的硬度,其硬度可达HRC60~62,主要应用于制作各种轴承套圈和滚动体,属于难加工材料行列[4]。近年来,国内外很多学者对PCBN刀具高速切削GCr15的过程进行了研究分析[5-8],主要集中在PCBN刀具的磨损机理、刀具几何参数、GCr15表面粗糙度、切屑形成机理、残余应力、表面白层等方面,而针对PCBN刀具高速切削GCr15切削力的研究较少。文中通过使用有限元软件Deform-3D,系统研究了PCBN刀具高速切削GCr15时切削参数对切削力的影响,得到了切削力随切削参数的变化规律,并通过切削实验进行验证。
1 材料与模型
1.1刀具材料
在硬态车削加工中,由于低含量CBN刀具比高含量CBN刀具拥有较高的抗冲击性能和刀具耐用度[9],并且具有更好的加工表面质量,通常采用CBN含量较低的PCBN刀具,其机械性能如下:弹性模量587GPa;密度4280kg/m3;泊松比0.15;比热容750J/kg·℃;热传导系数44W/m·℃;热膨胀系数4.7×10-6/℃。本实验所用的PCBN刀具几何参数为刃倾角λs为0°,前角γ0为0°,后角α0为6°,刃口钝圆半径rε为0.4mm。
1.2工件材料
高铬轴承钢GCr15具有高淬透性,经热处理后可获得硬度为62HRC,属于典型的难加工材料[10],其物理力学性能如下:杨氏模量217GPa;密度7850kg/m3;熔点1487℃;泊松比0.3;热传导系数39W/m·℃;热膨胀系数14.4×10-6/℃。
1.3材料的本构模型
目前,在应用计算机软件进行模拟时,广泛使用的本构模型是Johnson-Cook模型[11],它能够很好的描述大部分金属在大变形、高应变率和高温条件下的材料本构行为,其表达式为:
(1)

1.4材料的失效模型
Johnson-Cook模型以等效塑性应变作为材料的断裂原则,提出以下材料失效模型:
(2)

在Johnson-Cook材料失效模型中,材料断裂的衡量参数定义为:
(3)

2 切削模拟
2.1切削模拟参数选择
参考相关文献[12-15]并结合实际切削情况,选取刀具的几何参数为:刃倾角λs为0°,前角γ0为0°,后角α0为6°,刃口钝圆半径rε为0.4mm;切削参数:切削速度v为100、120、150、180、200、220m/min,进给量f为0.05、0.10、0.15、0.20、0.25mm/r,切削深度ap为0.1、0.15、0.2、0.25、0.3mm。
2.2切削力模拟结果及分析
切削力是切削过程中重要的物理参数之一,它的大小不仅影响加工工艺系统,还影响着工件的加工质量和加工精度[16]。因此,研究加工过程中切削参数对切削力的影响规律,可以为高速切削加工中切削参数的选择提供科学的理论依据。
在模拟过程中,切削力并非是稳定不变的,而是在某一平衡值附近上下振荡,这与实际切削过程中切削力的变化是一致的。造成这种现象的原因是,在实际切削中,随着刀具刚接触工件,材料会先产生弹性变形,接着工件材料内部的晶格进行滑移并发生塑性变形,此时切削力增大;随着刀具的继续前进,在切削刃附近会出现应力集中,当材料的金属剪应力超过强度极限时,切屑就被剥离,此时切削力会相应随之降低。此过程周而复始,因次切削力曲线为一定范围内的振动波,如图1所示。将切削力以文本格式进行输出,然后求其均值即可得出模拟切削力大小。

图1 车削GCr15模拟示意图
2.2.1切削速度对切削力的影响
进给量f和切削深度ap分别为0.05mm/r、0.1mm,切削速度与切削力之间的关系如图2所示。切削速度从100m/min增加到220m/min,进给分力Fx和径向抗力Fz变化非常小,上下浮动大约在1N左右,而主切削力Fy的变化相对较大,最大浮动达到11N。当切削速度从100m/min增加到180m/min时,进给分力Fx和径向抗力Fz随着切削速度的增加而略有增加,但变化并不是很明显,上下浮动不超过0.1N;主切削力Fy随着切削速度的增加而增大,增大幅度达到7.2N,这主要是因为主切削力Fy垂直于基面,与切削速度的方向一致。当切削速度从180m/min增加到220m/min,进给分力Fx和径向抗力Fz随着切削速度的增加而略有减小,主切削力Fy随着切削速度的增加而降低。
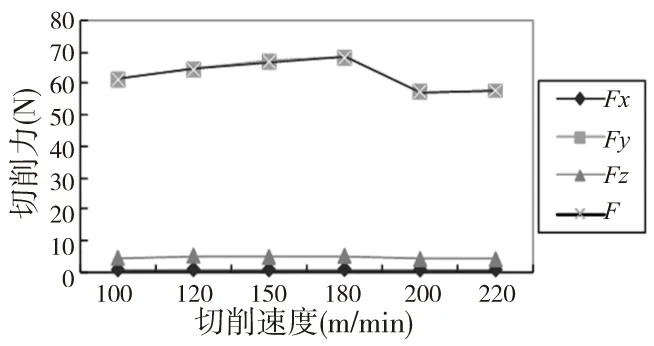
图2 不同切削速度下的切削力模拟结果
2.2.2进给量对切削力的影响
切削速度v和切削深度ap分别为150m/min、0.1mm,进给量与切削力之间的关系如图3所示。进给分力Fx、径向抗力Fz和主切削力Fy都随着进给量的增加而增加,切削合力也随着进给量的增加而增加。在刀具切削时,三个切削分力中主切削力Fy是最大切削分力,对切削合力起主导作用,进给量f的改变引起最大变化的切削分力是主切削力Fy,所以进给量f的改变也使得切削合力发生巨大变化。当进给量从0.05mm/r增至0.25mm/r时,切削合力从66.8N增大到191.1N。
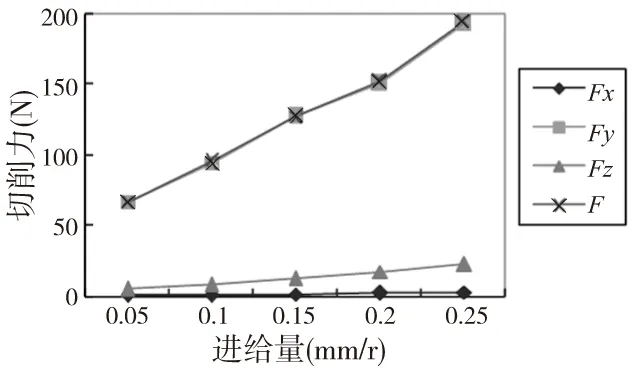
图3 不同进给量下的切削力模拟结果
2.2.3切削深度对切削力的影响
切削速度v和进给量f分别为150m/min、0.1mm/r,切削深度与切削力之间的关系如图4所示。切削深度ap对切削力的影响最大,ap每增加一倍,切削力也增大一倍。这是因为切削深度ap增大,切削面积Ac成正比增加,弹塑形变形总量及摩擦力增加,而单位切削力不变,因而切削力成正比增加。当切削深度从0.1mm增加到0.3mm时,切削合力从94.7N增加到283.5N,可见,在切削用量中,切削深度对切削力的影响最大。
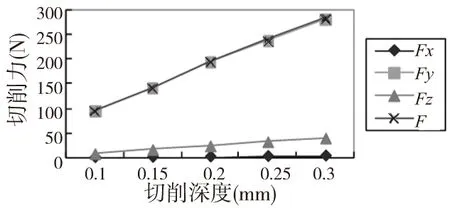
图4 不同切削深度下的切削力模拟结果
综上所述,从模拟结果中可以看出,切削深度ap对切削力的影响最大,进给量f次之,切削速度v最小。切削力随着切削深度ap的成倍增加而成正比增加,这是因为切削深度ap增大,切削面积Ac成正比增加,摩擦力及弹塑形变形总量也相继成正比增加;进给量f对切削力的影响次之,切削面积Ac随着进给量f增大也相应增加,但是其变形程度减小,致使单位切削力下降,因而切削力并不随着f成倍增加而增加;切削速度v对切削力的影响最小,并且在速度增加到一定程度时,切削力反而会相应减小,并趋于某一稳定值。
为保证刀具的耐用度及切削效率,加工GCr15的工艺参数应选择较高的切削速度、较小的切削深度和进给量,推荐选取:切削速度为150m/min,切削深度为0.1mm,进给量为0.1mm/r。
3 切削实验
3.1实验参数及设备
实验刀具:采用郑州博特硬质材料有限公司生产的PCBN刀具,刀杆使用45°偏头外圆车刀刀杆CSSNR2525-150,刃倾角λs为0°,前角γ0为0°,后角α0为6°,刃口钝圆半径rε为0.4mm。
加工工件:GCr15轴承钢。
切削参数:切削速度v分别为100、150、200m/min,进给量f为0.1mm/r,切削深度ap为0.1mm。
实验设备:车床采用CA6240;测力系统采用瑞士Kistler9257B三向测力仪。
3.2实验结果及分析
切削过程中使用测力装置获得电信号,经过电荷放大器放大,并对信号进行数据收集,最后通过利用Dyno Software软件对信号进行分析处理,从而得出切削力数值显示在计算机上,如图5所示,将切削力数值以文本格式输出,取稳态部分求均值即可得到切削过程中切削力的大小。
图6显示了模拟过程同实验过程中切削力的对比情况,从对比曲线中可以看出,切削力模拟值与实验值的变化趋势是一致的,切削速度从100m/min增加到150m/min,切削力也相应的增加,当切削速度为200m/min时,切削力有所下降,这符合高速切削的变化规律。比较切削力模拟值和实验值可知,实验值比模拟值要大,不过,模拟值与实验值的误差不超过10%,究其原因是由于刀具磨损增大导致刀具角度改变造成的。在实际切削过程中,由于GCr15中存在大量的硬质颗粒,刀具磨损较大,使得刀具-切屑接触面积减少,加剧刀具的磨损,使刀具角度在较短切削时间内发生了很大改变,刀具变钝,刀具前角增大,造成切削过程中切削力的增大。
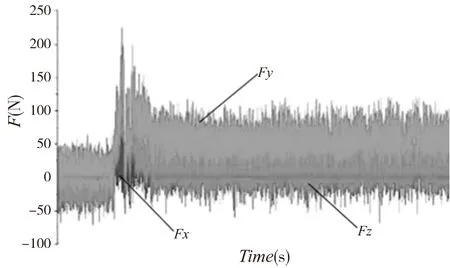
图5 150m/min时的切削力实验数据

图6 切削力模拟与实验数据对比
4 结论
通过对PCBN高速车削GCr15过程进行模拟,得到了切削参数对切削力的影响规律和最佳切削参数,同时在最佳切削参数下进行切削实验,得到以下结论:
(1)应用Deform软件建立三维有限元模型并对切削过程进行仿真,得出切削参数对切削力的影响规律,发现切削力随着切削速度、切削深度和进给量的增加总体上呈上升趋势。
(2)通过对模拟结果分析获得了PCBN刀具高速切削GCr15最佳切削参数:切削速度为150m/min,切削深度为0.1mm,进给量为0.1mm/r。
(3)切削实验表明,在切削深度和进给量不变的情况下,不同切削速度下的切削力模拟值与实验值变化趋势是一致的,并且其误差不超过10%,进一步验证了使用Deform软件建立有限元模型并对切削过程进行仿真可以准确模拟GCr15轴承钢的切削加工过程。
[1] Ji W, Liu X L, Li Y F, et al. The mechanisms of PCBN tools in urning GH4169[J]. Advanced Material Research, 2012, 500:73-81.
[2] 朱茹敏,纪莲清,刘书锋. 基于Deform-3D切削镍基合金的有限元仿真研究[J]. 铸造技术, 2012,33(11):1353-1355.
[3] Poulachon G, Albert A, Schluraff M, et al. An experimental investigation of work material microstructure effects on white layer formation in PCBN hard turning[J]. International Journal of Machine Tools & Manufacturing, 2005,45:211-218.
[4] 陈涛,刘献礼. PCBN刀具硬态切削淬硬轴承钢GCr15表面粗糙度试验与预测[J]. 中国机械工程,2007,18(24):2973-2976.
[5] Ramesh A, Melkote S N, Allard L F, et al. Analysis of white layers formed in hard turning of AISI 52100 steel[J]. Materials Science and Engineering A, 2005,390:88-97.
[6] 吴申峰,张雪萍. 淬硬轴承钢锯齿状切屑形成机理[J].上海交通大学学报, 2011,45(1):71-77.
[7] Shi J, Wang J Y, LIU C R. Modeling white layer thickness based on the cutting parameters of hard machining [J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2006,220:119-128.
[8] 曹永泉,张弘弢,董海, 等. PCBN刀具切削淬硬钢GCr15的磨损实验研究[J]. 中国机械工程, 2006,17(21):2305-2308.
[9] 合烨,王昌赢,陈小安, 等. 硬态车削轴承钢GCr15切屑形成机理分析[J]. 上海交通大学学报,2013,47(5):800-805.
[10] Poulachon G, Bandyopadhyay B. The Influence of the Microstruct ur e of Hardened Too l Steel Work-piece on the Wear of PCBN Cutting Tools[J]. International Journal of Machine Tools & Manufacture, 2003,43:139-144.
[11] 徐颖强,李娜娜,李万钟, 等. 硬态切削工件表面白层厚度预测方法[J]. 机械工程学报,2015,51(3):182-189.
[12] G Poulachon, A Moisan, I S Jawahir. Tool-wear mechanisms in hard turning with polycrystalline cubic boron nitride tools[J]. Wear, 2001, 250:576-586.
[13] 刘献礼,孟安,陈立国, 等. 硬态干式切削 GCr15时的临界硬度[J]. 机械工程学报, 2000,36(3):13-16.
[14] 于灏. 高速硬切削GCr15考虑刃口参数的切削力试验与仿真[J]. 科技创新与应用, 2012(2):57.
[15] 刘敏,解宇,刘献礼, 等. 淬硬轴承钢高速切削过程的实验与仿真[J]. 制造技术与机床, 2006(11):17-20.
[16] 龙震海,王西彬,王好臣. 难加工材料高速切削过程中切削力的非线性特征规律析因研究[J]. 机械工程学报, 2006,42(1):30-34.
(编辑赵蓉)
Study on Simulation and Experiment of Cutting Force in High Speed Cutting GCr15
QIU Hui1, BAN Xin-xing2, JI Lian-qing3, WANG Ming-yi3
(1.Mechanical Engineering Institute, Zhengzhou University of Science & Technology, Zhengzhou 450064, China; 2.School of Mechanical Engineering, Xi′an Jiaotong University, Xi′an 710049, China)
The cutting mechanism of high-speed cutting of hardened GCr15 steel using PCBN tools was studied through building tool-workpiece three dimension finite element model with Deform-3D software. Variation law of cutting force under different cutting parameters was obtained based on the simulation results, and the optimum cutting parameters were obtained through analysis of the simulation results. Cutting experiments were carried out under the optimum cutting parameters. The experimental results showed that Simulated and experimental data were consistent with the trend under different cutting speed at the condition of the cutting depth and feed rate unchanged, and the error did not exceed 10%. That indicates three dimension finite element model built using Deform-3D software can accurate high-speed cutting process of hardened GCr15 steel using PCBN tools.
finite element simulation; high-speed cutting; super-hard cutting tool; cutting force
1001-2265(2016)04-0154-04DOI:10.13462/j.cnki.mmtamt.2016.04.041
2015-05-26
河南省科技厅科技攻关项目(142102210509);国家自然科学基金青年基金项目(21206152);郑州市科技攻关项目(0910SGYG23259-2)
邱慧(1987—),女,黑龙江齐齐哈尔人,郑州科技学院助教,硕士,研究方向为机械制造及计算机辅助设计,(E-mail)qiuhuihere1987@163.com。
TH162;TG506
A
