基于FLEXSIM的发动机缸盖生产线的仿真与优化研究*
2016-10-29倪玉晋夏阳雨徐玉高
倪玉晋,程 寓,夏阳雨,徐玉高
(南京理工大学 机械工程学院,南京 210094)
基于FLEXSIM的发动机缸盖生产线的仿真与优化研究*
倪玉晋,程寓,夏阳雨,徐玉高
(南京理工大学 机械工程学院,南京210094)
三维仿真技术在生产线平衡方面的应用越来越广泛。文章运用FLEXSIM三维仿真软件,以某公司的发动机缸盖生产线为例,对其进行了仿真分析,确定了瓶颈工位,找出了影响生产线效率的关键工序,并提出了改进方案,最后与原方案进行了对比,在30天的工作日内,产量从5089件提高到了15798件,生产效率翻了2倍,年产量从6万台提高到了18万台。
缸盖生产线;Flexsim;仿真优化;年产量
0 引言
随着经济全球化和我国经济的快速增长,国内制造企业的竞争模型发生了改变,从以前的注重生产规模、产品质量逐渐地向注重生产效率、速度竞争[1]。这种模式的转变使得一个问题越来越突出,就是生产线的平衡问题。这一问题直接影响企业产品的生产效率以及在市场上的核心竞争力。
生产线平衡问题最早由美国人提出,随后,越来越多的学者专家开始研究这一问题。平衡方法有:数学最优化方法、启发式算法、工业工程的工作研究方法、三维软件仿真等[2]。近年来三维仿真技术飞速发展,可以更加直观方便地对生产系统进行建模分析,对未来的规划作科学的预测,对投入使用的生产系统进行优化改善。三维仿真软件集计算机三维图像处理技术,仿真技术,人工智能技术,现代物流技术和高度数据库处理技术为一体。
目前,常用的物流三维仿真软件有Automod、Flexsim、RaLC、Witness[3]。运用Flexsim可以在计算机内建立研究对象的系统三维模型,通过逼真图形动画显示、完整的运作绩效报告、各种方案的大量反馈信息,分析者可以对模型进行各种系统分析、优劣比较和工程验证,最终获得优化设计或改进方案[4]。国内石宇强[5]、王薇[6]、马云[7]、张帆[8]等均采用了Flexsim软件来对生产系统进行仿真分析并解决了各自的问题。在本文中,我们同样采用Flexsim软件来对生产线进行仿真分析。
1 项目改造背景
随着公司发展速度的加快,同时也会面临着老旧生产线的替换与改进。该线的投产日期比较早,年产量为6万台,面对越来越大的市场需求,这一产量已经无法满足需求,于是对生产线的改进就显得尤为重要了。本文就是针对该公司的一条发动机缸盖生产线所存在的问题做出的解决方案。
2 仿真模型建立
经调研得知,生产线每隔一分钟上一次料。整条线总共33道工序,按照工艺集中的原则分成了十三个工位。其中工位九由操作工在钳工台上作业,工位十三同样由工人操作,其余工位则均为自动化作业。各工位的工序如表1所示。

表1 缸盖加工工艺

由于考虑到测量时候的一些人为或者器械的误差,为了弥补这个误差,我们对所测得的时间做一个误差处理,使其服从±5的均匀分布。发生器中设置到达类型为Inter-Arrival Time,时间设置为60s,产品类型为一种。各个处理器的加工时间按照上述服从±5的均匀分布设置,同时按实际情况设置同时加工的数量。仿真模型如图1所示。

图1 仿真模型
在时间控制器中设置仿真时间为30个工作日(假设在30个工作日之内无任何法定节假日),该企业除法定节假日,每天生产时间为8h,每个工作日按8h计算,仿真模型以秒为单位,计算得出,模型运行时间为864000s。点击运行按钮,仿真结果如图2、图3所示。
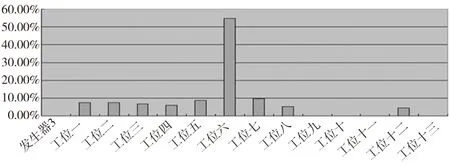
图2 Blocked

图3 Processing
3 结果分析
Flexsim软件具有强大的数据分析功能,与EXCEL有良好的数据接口,仿真的数据可以直接在EXCEL中生产表格、图表。我们可以从中清楚的知道每个工位的阻塞、空闲时间、输入输出量等数据。从图2中可以看出,工位六的阻塞率达到了50%,而其余工位基本都在10%左右。六工位发生了严重的堵塞。我们知道,瓶颈工序设备的特点是:处理零件的工时较长,设备长时间的处于运行状态,设备利用率远远高于其它设备[10]。
一般情况下,发生了严重堵塞现象工位的下一个工位就是瓶颈工位。那么工位七可能就是整条线的瓶颈工位。出现堵塞的原因是由于下一道工序的加工时间太长,导致前一道工序不能进一步向下游工序输送零件。再对比各个工位的加工效率,工位七的加工效率达到了100%,也就是说一直处于加工状态,而其余工位均有较多的加工空闲时间。综合这两项数据不难得出一个结论,工位七就是生产线的瓶颈工位,严重影响了整条线的生产效率。加以适当的改进,必定能大大的提高生产线的加工效率。
针对优化目标,为使流水线上工位的空闲时间与阻塞时间最小化,优化方法有以下几种:
(1)对生产工艺路线和布局进行改进。合理的生产工艺路线能使生产线运行流畅,使每个工位操作时间尽量接近于合理的流水线节拍时间,即保证生产线的平衡状态,减少不必要的时间浪费,从而降低空闲时间与阻塞时间,提高生产物流运行效率。
(2)对于生产物流系统中的瓶颈节点增加设备或员工等方法以提高该工位的工作效率,使瓶颈工位的作业在生产节拍内完成,减少阻塞时间。
(3)合理设置流水线节拍,使流水线上工位的闲置时间与阻塞时间和最小化,从而使工位利用率达到最大化。
对于以上三种方法,都可以利用Flexsim仿真的方法得到理想的方案。考虑到实际生产线的状况:该线早已投入生产,工艺路线和布局是已经规划好的。如果想要在这方面进行改变,那么整条线都要面临大的改动,随之而来的是更大的资金投入,显然违背了公司的本意。同理,如果想要重新设置流水线的生产节拍,那么在工艺方面必然也会引起较大的改动,同样与原则想悖,所以生产节拍也不能轻易改变。综合考虑,我们选择第二种方法,从具体的一个小问题入手,提出合理的改进方案。
4 改进方案
工位七是钻喷油器孔,共有两道工序。第一道工序为钻深度为57mm的喷油器孔,第二道工序为钻通下半部分的孔,长度为20mm,总加工时间为92.8s。从之前的分析结果来看,工位七的加工时间过长,导致了上游工序的严重堵塞,从而引起了生产线一系列工序或多或少的堵塞现象。我们选择从工艺参数方面做一些调整。原工艺如表2。

表2 原工艺
在允许范围内,我们适当地提高了主轴转速以及走刀量,改进后的工艺如表3。

表3 新工艺
改进之后,两道工序的主轴转速分别从380、450转/分提高到了450、500转/分,走刀量分别从0.12、0.15mm/转提高到了0.15、0.2mm/转。切削速度与吃刀深度都保持不变。工位七的加工时间由75s+17.8s变成了50.67s+12s。改善之后的加工时间大大缩减。
5 仿真验证
为了验证我们改进方案的预期效果,对改进之后的的生产线重新进行仿真,结果如图4所示。

图4 Blocked

图5 Processing
可以看出,经过改进之后,每个工位的堵塞都大大的降低了,最高的只有1.6%左右。存在细微的堵塞是可以接受的情况,这些堵塞产生的原因是部分工位的空闲率比较低,加工时间略高于生产节拍。如果一条生产线上所有工位没有一丝的堵塞,那就证明有过多的加工空闲,设备没有得到充分的利用。同时我们可以看出各工位的加工效率基本都保持在95%以上,几乎没有空闲产生。我们可以对比一下瓶颈工位改进前与改进后的输入与输出量,如图6所示。

图6 输入与输出
从图中我们可以看出,在30个工作日内,原工位六的输入量为11254件,输出为5089件,产出率仅达到50%。而经过改进之后,输入量达到15990件,输入量的提高说明上游工序的加工效率也受到了正影响,输出量更是高达15798件,几乎与输入量持平,输出产品的数量比之前翻了2倍。由于瓶颈工位的生产效率制约着整条线,工位六的产出量就代表了整条线的产出量。可以预计,改进之后的生产线年产量将会从6万件提高到18万件。
6 结论
本文运用Flexsim对生产线进行了仿真,清晰的展示了运作过程、瓶颈问题,并以此提出了改进方案,使生产效率提高了2倍,将年产量从6万件提高到了18万件,成功地在低成本、高效率的前提下达到了预期的目的。实践表明,Flexsim软件对生产系统的设计以及辅助分析都有非常大的作用,两者的结合必能获得深远的发展。在将来,计算机仿真技术必然会越来越多的替代以往传统方法,成为一个主流趋势。
[1] 高彩芝.基于Flexsim生产物流系统仿真优化设计[D].天津:天津大学,2010.
[2] 潘晓勇,巫江.H型生产线平衡研究[J].制造业自动化,2014,36(4):78-81.
[3] 曹玉华,彭鸿广,马航育.基于Flexsim在生产线上应用研究[J].浙江科技学院学报,2009,21(1):10-14.
[4] 李倩.基于Flexsim的自动分拣系统仿真优化与研究[J].物流工程与管理,2011,33(6):97-99.
[5] 石宇强.基于达宝易与Flexsim的生产线优化研究[J].机械设计与制造,20011(2):130-132.
[6] 王薇,吴桐,陈敬民.基于Flexsim自动分拣包装及码垛系统仿真与优化研究[J].物流技术,2013(5):67-71.
[7] 马云,李跃宇.混流生产线Flexsim仿真应用研究[J].微计算机信息,2009,25(11):232-234.
[8] 张帆,淳田,肖锋.基于Flexsim快件分拣中心优化与仿真研究[J].网络与信息,2012,31(9):419-421.
[9] 王雪兰.基于Flexsim凸轮轴生产物流系统仿真[D].武汉:武汉科技大学,2008.
[10] 何智春.基于Flexsim机加工车间设施布置建模与仿真[D].武汉:武汉理工大学,2009.
(编辑赵蓉)
The Simulation and Optimization of Cylinder Head Line Based on Flexsim
NI Yu-jin,CHENG Yu,XIA Yang-yu,XU Yu-gao
(School of Mechanical Engineering,Nanjing University of Science & Technology,Nanjing 210094,China)
The technology of 3D simulation is now widely used in the line balancing.we complete the simulation and analysis of a cylinder head line of X company with Flexsim simulation software,define the bottleneck process,and find out the key processe which affect the efficiency of the line,and put forward a improving program,at last make a contrast with the orignal program.The output increases from 5089 to 15798 in 30 weekdays,and the production efficiency doubles,and the annual output increases from sixty thousand to eighty thousand.
cylinder head line;Flexsim;simulatin and optimization;annual output
1001-2265(2016)04-0158-03DOI:10.13462/j.cnki.mmtamt.2016.04.042
2015-06-11
国家科技重大专项:“轿车发动机缸体、缸盖柔性精密制造单元”(2013ZX04002-011)
倪玉晋(1990—),男,江苏扬州人,南京理工大学硕士研究生,研究方向为轿车发动机缸体、缸盖柔性精密制造单元总体设计,(E-mail)nyj_daoji@163.com。
TH165;TG659
A
