64000DWT散货船管系生产设计解析
2016-09-27杨元兵
杨元兵
(中船黄埔文冲船舶有限公司,广东 广州 , 510715)
64000DWT散货船管系生产设计解析
杨元兵
(中船黄埔文冲船舶有限公司,广东广州 , 510715)
本文对64000DWT散货船的管系生产设计方法及成果进行解析,在此过程中分析总结项目的可取之处,作为同型项目借鉴之用。
管系设计 ;降本增效;成果解析
1 引言
世界经济危机在继续,航运市场持续低迷,船价随之跌入谷底,各造船厂为在这订单稀缺的金融危机背景下生存下来,提高其核心竞争力,不得不争先恐后地降本增效,开源节流,船价的下滑直接逼迫各船厂降低造船成本,因此生产设计的优劣就直接影响着船舶的建造成本。正所谓图纸乃源头,设计部门乃“零号工厂”。

图1
本文将对64000DWT散货船的管系生产设计进行解析,在此过程中分析总结项目的可取之处,作为后续的建造项目借鉴之用。取长补短,优化生产设计,降低现场出错率和施工返工造成的成本浪费。真正地提升企业的核心竞争力。
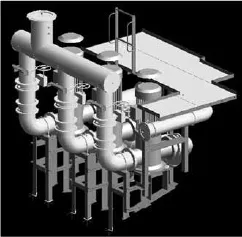
图2

图3
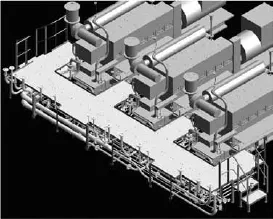
图5
2 船舶主要性能和特点
2.1主尺度及性能指标
总长 abt.199.90 m
垂线间长 194.50 m
型宽 32.26 m
型深 18.50 m
设计吃水 11.30 m
设计吃水载重量 abt.51500 t
结构吃水 13.30 m
结构吃水载重量 abt.63760 t
服务航速 abt. 14.40 Kn
续航力 abt. 18000 n.mile
船员定额 26 Persons
总吨位 abt. 35900
净吨位 abt. 21700
2.2船级规范、规则及公约
LR
+100A1 Bulk Carrier, CSR,BC-A, Holds No.2&4 may be empty, GRAB[25], ESP, LI,*IWS,ShipRight(CM,ACS(B))
+LMC, UMS, ECO(BWT,EEDI,IHM), with the descriptive notes “Pt, Higher tensile steel,ShipRight(BWMP(S+F),SERS,SCM)”

图6
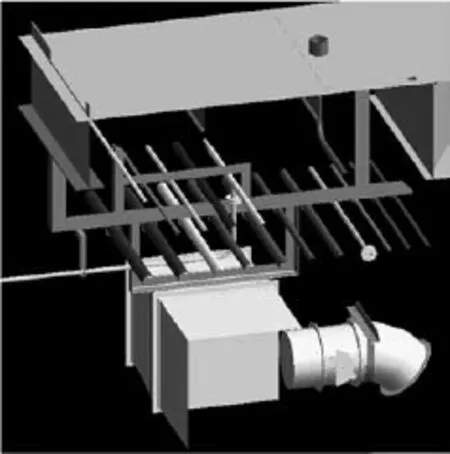
图7

图8

图9
2.3船型特点
本船安装有压载水处理装置,在公司绿色造船方面更进了一步;初次使用ME机型的主机,大大降低了油耗,与传统的57000相比更节能;本船在设计初期严格按照EEDI能效设计指数要求进行设计和建造,将在试航阶段进行验证。EEDI的实践将是我司绿色节能船舶实质性的开始,将引领我司掀起绿色节能船舶的建造高潮。
3 设计经验总结和成果解析
生产设计做得越细越好,尽量为生产考虑,提高现场的施工效率,为公司降本增效作出一点力所能及的贡献,现将本项目生产设计亮点总结如下:
(1)舾装件分阶段安装,因此需要对托盘表进行细化,按照内场组立、分段、总组、船台、下水等五个阶段进行细分,以减少整个分段领料后出现混乱,丢失等现象。在此基础上充分利用内场组立阶段,将分段阶段已成型的舱室内附件在分段片体制作时就预埋进分段,避免了后期无法施工和后续施工难的问题,如分油机油渣舱加热盘管预埋,见图1。
在如今发展飞速的社会,建筑越来越高,占地面积越来越大,同时也要求建筑一定要安全,这也就要求建筑的结构与所用的材料必须严格把控,使建筑的承受能力达到极致。建筑师研究具有稳定性的建筑结构,建材师挑选高密度高精度的材料,这样的建筑产物,才真正达到了安全与技术相结合的完美高度。这也要求建筑行业的人才必须不断提高自身的知识运用程度,掌握专业知识的同时拓展自己的知识面,从而不断提升自己的能力,运用建筑工程学为人们带来更多更好的建筑[1]。
(2)大力采用模块化设计,机舱区域模块数量达到30个,模块数量的增多可以有效地提高外场的预舾装效率,各专业(包括电气专业的电缆扁钢支架等)仅出制作图,安装图由机装专业统一完成。如果可能,可以着手甲板下单元模块的开发,因为甲板下安装有许多铁舾装、管系、通风的支架,如果按各专业进行作业,将会出现许多支架,采用模块化可减少安装工时,安装难度,以及节省材料。图2-图5为典型的模块模型。

图10

图11

图12

图13
(3)支架图纸出图采用一个支架一张图纸的模式,与以往采用EXCEL作图方式相比大大提高了制作效率。
(4)尽量减少调整管的数量,提高现场的作业效率,减少后行作业时间。但前提是严格控制造船精度,合拢管数量按以下方案设计:
a.套管连接:不采用合拢管;
b.法兰连接:DN100及以下的不采用合拢管;
c.设备接口:不论通径,全部采用合拢管。
(5)生产设计细化到控制管路安装图。传统意义上的不放样管以及工区现场取样的管系在64K上是不存在的,蒸汽伴行管及蝶阀遥控的毛细管、以及快关阀控制空气管也都进行了建模,设计时也出了布置图,给工区创造了良好的安装条件。而且将这部分小管的螺纹焊接座都放到了分段的安装图纸中,让车间在先行进行舾装,提高了安装效率从而缩短了船台周期。如伴行管放洋,见图6。
(6)大范围的采用了组合管支架的设计方法,这样管路布置美观,安装效率大大提高,管支架材料也可以大大的节省,现场焊接量减少。要求在布置管路时就要考虑管支架的设置,为以后的安装创造方便的条件。组合支架大范围的采用带来的经济效益非常可观。风管、管路组合支架见图7,电装扁钢托架、管支架、铁舾单元组合预装见图8。
(7)将所有的管路开孔和管孔加强都反应在船体的图纸中,开孔在数控切割阶段全部开出,既保证了管路的安装精度也提高了开孔的质量。最大化的进行了分段预舾装的设计,使预舾装工作在效率最高的工艺阶段内完成,在设计阶段全面的确保分段预舾装完整,避免分段翻身后破坏分段油漆。

图14

图15
(8)充分利用D阶段(船台阶段)前的每个预舾装阶段进行最大最多化的预舾装,即前一道工序能完成的工作绝不转到下到工序进行安装,哪怕是一个螺栓。不断提高工作效率,改善工人施工环境。在生产设计时已经充分考虑了分段预舾装的至关重要性,树立舾装的重点是先行而不是后行的总装造船理念。
(9) 干涉检查方面,目前的AM软件在这方面还不太完善,目前只能靠人工检查,尤其是管路绝缘的厚度,为防止干涉,在64K项目上也进行了建模,下图中管路外围透明部分即为绝缘厚度,以防止其他舾装件占用了包绝缘的空间。见图9
4 现场问题图片展示
本项目在现场建造过程中也显现出一些问题,可以作为后续船设计过程中的宝贵经验教训,现分享现场照片如下:
4.1手轮朝向各异,影响美观,如图10所示。
4.2透气管位置太低,影响舱容,如图11所示。
4.3典型干涉,如图12所示。
4.4克令吊桶体振动将引起电缆管拉伸或压缩,建议使用膨胀节,如图13所示。
4.5甲板漏水口太居中,如图14所示。
4.6设备运行空间欠考虑(行车),如图15所示。
4 结束语
通过上述对64000DWT散货船的管系生产设计的解析,在此过程中分析总结项目的可取之处,生产设计做得越精,越细,现场施工就会越顺畅,施工效率就会越高,建造周期相应缩短,就可以大大降低船厂的建造成本。从而才能让船厂在目前的恶劣行情中乘风破浪,立于不败之地。
Analysis of Piping Production Design on Vessel of 64K BC
Yang Yuanbing
The article analyzes the piping production design on the vessel of 64000DWT bulk carrier and get the strongpoint, and all of these strongpoint will used for the sister project.
Piping design, Cost reduction,harvestexhibition
杨元兵 (1982.01- ), 男 ,从事船舶轮机设计及项目管理工作。
