低合金超高强度钢的熔敷焊接工艺研究
2016-09-27于正伟赵明波
柳 燕 姜 华 于正伟 赵明波
(北方华安工业集团有限公司,黑龙江 齐齐哈尔,161046)
低合金超高强度钢的熔敷焊接工艺研究
柳燕姜华于正伟赵明波
(北方华安工业集团有限公司,黑龙江 齐齐哈尔,161046)
本文分析了低合金超高强度钢的焊接性,介绍了熔敷焊接方法,并采用熔敷焊接方式在超高强钢上进行工艺试验研究。运用正交试验,科学、合理地确定了焊接工艺参数。通过其微观组织的观察,进一步验证焊接工艺参数的合理性。
超高强度钢;熔敷焊接;正交试验;微观组织
在兵器行业,弹带是各种弹丸的密封件,在弹丸发射时,密封火药气体,保证弹丸在膛线内的定位,是炮弹弹体结构中的重要组成部分[1]。传统的加工方法是将环形(或条形)的铜合金镶嵌在弹体上机加成弹带,这种连接是一种机械连接,其缺点是弹体必须通过增加壁厚才能满足弹带镶嵌工艺的需要,另外其机械连接方式易使弹带松动,影响射击精度。现代武器装配的发展向着更尖端、更大威力的方向发展,而传统的弹带加工方式制约着炮弹的大威力的发展。为适应这一发展需求,弹带焊接技术应用而生。
经过十几年的努力,国内弹带焊接技术有:熔敷焊接、TIG堆焊焊接、摩擦焊接等。因各自的焊接特点而广泛地应用在相应产品中。熔敷焊接因具有焊接效率高、泛铁量低、质量状态稳定的特点而应用在公司产品中。
1 试验方法
1.1超高强钢的焊接性分析
低合金超高强度钢,具有硬度高、淬透性强、高比强等特点,常用于火箭、导弹部件、重型装备等重要零部件,特别是制造薄壁壳体类零件的理想材料。在超高强钢系列中,应用最为广泛的就是45CrNiMo1VA(简称D6AC)钢。由于D6AC 超高强钢一般在退火状态下进行焊接, 因而考虑母材的化学成分和裂纹敏感性是关键。表1列出了母材的化学成分,在考虑母材焊接性时,常用碳当量来计算。根据碳当量经验公式,计算出该合金钢的碳当量为0.97%—1.22%[2]。根据经验,当碳当量>0.60%时,钢材塑性较低,淬硬倾向很大,焊接性较差,特别是异种材质焊接(铜—钢)难度更大。因此, 该钢种具有相当大的冷热裂纹倾向。

表1 D6AC钢的化学成分(质量分数,%)

图1 焊前结构状态
1.2熔敷焊接工作原理
熔敷焊接方法是指采用某种热源,使预置在弹体相应部位的铜环带或铜条带整体或局部熔化,在固态粉末等方式的保护下,使铜环(带)与弹体发生冶金结合但弹体不发生熔化的一种弹带焊接方式。
熔敷焊不同于熔化焊、钎焊,它既具有熔化焊的结合性质,又具有焊接温度低的特点,实现了具有熔化焊性质的无熔深焊接。
1.3熔敷焊接工艺试验
将焊接零件预焊位置、铜环轻擦干净,表面不应有锈蚀、油污等影响焊接质量的物质。先将铜环定位工装放置在零件预焊位置,随后放上成型模,在成型模内套入铜环。将铜环轻轻转动几下,在成型模与铜环之间空隙处均匀的装填入规定数量的保护剂,保护剂充分落入到空隙中。具体见图1所示。
根据熔敷焊接工作原理可知,铜的熔点在1083℃左右,要想使铜环熔化,设备必须提供很大的能量,即应在较短的时间内输入较大的热量使铜环与零件发生冶金结合。若时间过长,零件过烧;时间过短,铜环与零件连接不上。所以需要确定的工艺参数有:焊接电流、焊接电压、焊接能量、焊接时间、感应器的位置等参数。综合考虑母材焊接性、铜环化学成分等原因,最终确定重要焊接参数:焊接能量(焊接电流×焊接电压)、焊接时间、感应器的位置。
试验采用正交试验法确定焊接能量(焊接电流×焊接电压)、焊接时间、感应器的位置。对焊接能量、焊接时间、感应器位置分别选取三个位级,采用正交表L9(34)试验,确定最佳焊接工艺参数(因素位级表如表2所示,正交表L9(34)如表3所示)。
从试验结果看,第5号试验的合格品率为95%,是9次试验中的最好结果,即A2B2C3;通过极差R,B=91、A=57、C=13为最佳因素排列。最后排列顺序B2A2C3为最佳因素组合,即是最佳焊接工艺参数:焊接能量:

表2 因素位级表
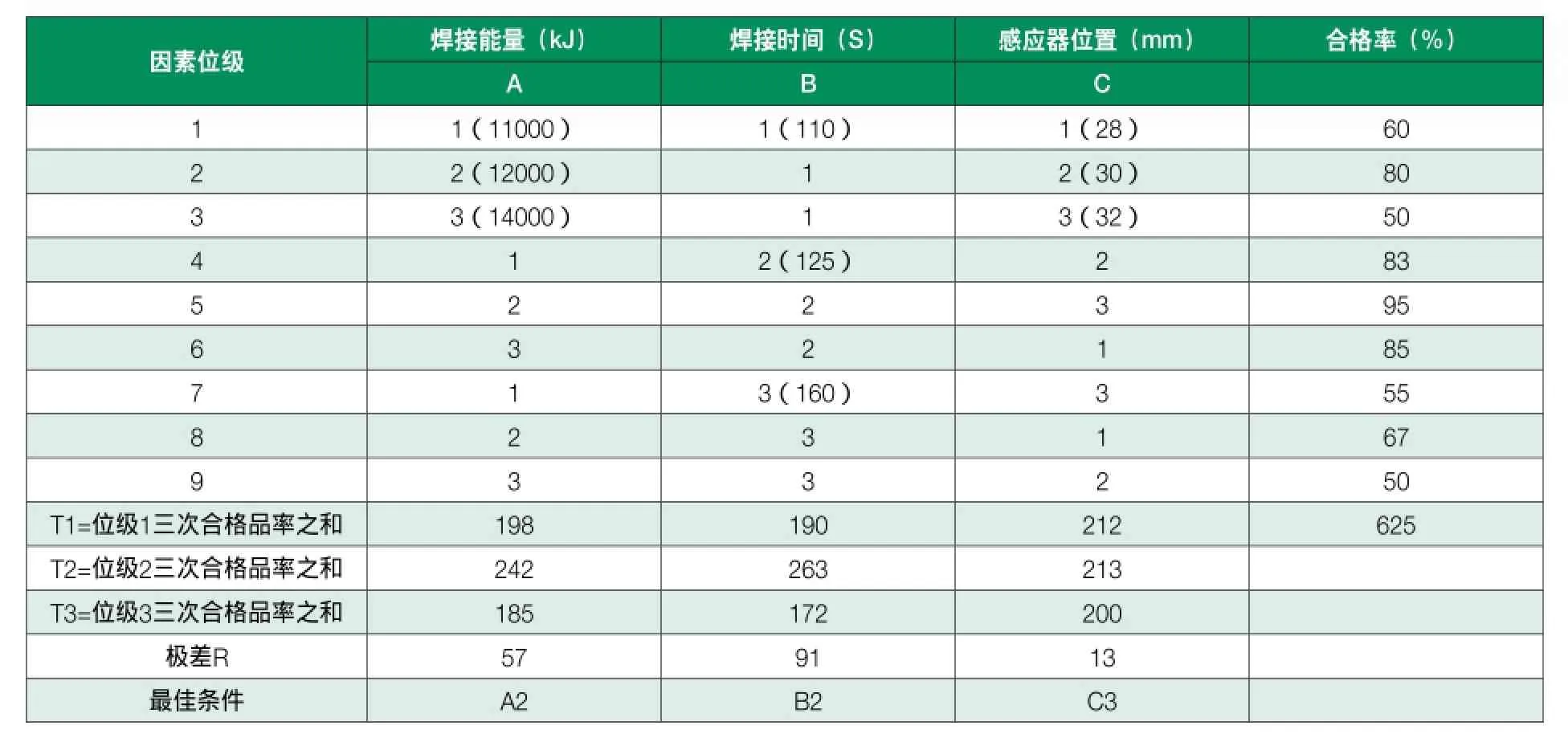
表3 正交表L9(34)

图2 铜钢结合界面微观组织分析图
12000 kJ,焊接时间:125S,感应器位置:32mm 。在此焊接参数下焊接能量热输入相当,铜环熔化量相当,熔化的铜通过熔解进入导钢中,并不断加大熔解量,与钢中的铁发生反应形成反应层,使铜层焊缝成形好,焊缝表面无不连续,界面无未熔合现象。
2 微观组织分析
通过焊后微观组织图片可以看到,母材、铜钢结合界面均组织正常。母材主要由铁素体+珠光体组成,这样组织是焊接后的一种正常组织(图2),结合层界面平整,没有未熔合现象及成块的铁元素存在。焊后母材与焊材组织均符合焊接性能的要求。
3 结论
(1)由于D6AC 超高强钢属于调质合金钢, 经过理论计算, 得出该钢种具有很高的各种裂纹倾向性。
(2)用熔敷焊接技术焊接D6AC 超高强钢, 采用合理的焊接参数, 可以避免未熔合、裂纹等焊接缺陷产生的倾向。
(References)
【1】王志军,尹建平.弹药学[M].北京:北京理工大学出版社,2005:8-9.
【2】周振丰.焊接冶金学[M].北京:机械工业出版社,2002:2-3.
贾娟芳(1980-),女,山西太原人,现就职于中国电子科技集团公司第二研究所,主要从事太阳能自动化设备及其工艺研究。
