超声辅助电铸钨丝-镍复合层的微观结构和抗拉强度
2016-09-23钱王欢秦丰缪小梅
钱王欢*,秦丰,缪小梅
(无锡职业技术学院机械技术学院,江苏 无锡 214121)
【研究报告】
超声辅助电铸钨丝-镍复合层的微观结构和抗拉强度
钱王欢*,秦丰,缪小梅
(无锡职业技术学院机械技术学院,江苏 无锡 214121)
在钨丝-镍的复合电铸过程中施加超声辅助,以改善复合电铸层的组织结构,提高其抗拉强度。电铸液组成和工艺条件为:氨基磺酸镍400 g/L,氯化镍15 g/L,硼酸30 g/L,pH = 4.5,温度43 °C,电流密度4 A/dm2,超声波频率100 kHz,超声波功率120 W。研究了超声波辅助对钨丝-镍复合电铸层表面形貌、断口形貌、结晶取向、晶粒尺寸等微观结构及其抗拉强度的影响。结果表明:超声空化伴随的微射流和冲击波能够有效避免复合电铸层表面孔隙的形成,显著细化晶粒,减少内部空洞。超声波的应用改变了镍晶体的生长方式,显著提高了(200)面的择优程度。超声条件下获得的钨丝-镍复合电铸层具有更高的抗拉强度。当钨丝体积分数为50%时,超声辅助下所得复合电铸层的抗拉强度为1 502 MPa,比无超声条件下的复合电铸层高13.8%。
镍;钨丝;复合镀层;电铸;超声波;微观结构;抗拉强度
First-author's address: School of Mechanical Technology, Wuxi Institute of Technology, Wuxi 214121, China
电铸作为一种精密特种加工方法,是利用金属离子在阴极表面电沉积的原理来制造零件[1-2]。抗拉强度是电铸层的重要性能指标,提高电铸层的抗拉强度是目前电铸技术的研究热点之一。近年来,越来越多的研究者采用连续纤维增强的方式来进一步提升电铸层的抗拉强度。欧洲宇航防务集团(EADS)的 Suchentrunk[3]成功地将高强度、高模量的硼纤维与碳化硅纤维加入电铸层,获得了抗拉强度分别达到1 040 MPa与970 MPa的硼-铜、碳化硅-铝复合电铸层。但同时也发现,当纤维含量过高时,复合电铸层内部会出现严重的空洞,导致纤维与电铸金属的结合性能变差,严重降低了复合电铸层的抗拉强度。这些现象同样也被日本的Kuboyama等[4]以及国内的罗学涛等[5]报道,成为制约连续纤维增强复合电铸层强度提升的瓶颈。
前期研究[6-7]发现,采用脉冲电流可以降低复合电铸层内部的空洞,对电铸层进行适当的热处理可以改善纤维与基体的结合性能,均有利于提高复合电铸层的强度[7]。鉴于超声波产生的空化效应和微射流作用可以加快电极过程,促进反应气体的逸出[8],本文将超声波引入连续纤维增强电铸中,研究了超声波辅助对复合电铸层表面形貌、断口形貌、晶面取向等微观结构以及抗拉强度的影响。
1 实验
1. 1 装置和原理
设计了如图 1所示的包括纤维缠绕装置、电铸液循环温控系统、旋转电机、直流电源、超声槽等在内的专用试验装置。
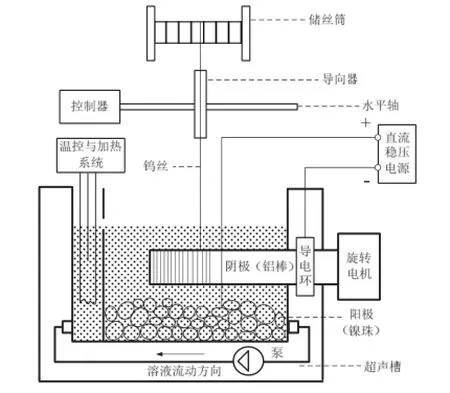
图1 试验装置示意图Figure 1 Schematic diagram of experimental apparatus
阳极采用INCO公司生产的8 mm球形高纯度镍珠,并用涤纶布包裹以防阳极泥渗出。阴极芯模为直径25 mm的铝棒,沉积面积为0.5 dm2。阴极芯模在电动机的带动下旋转,使钨丝不断缠绕在其表面,同时控制器带动钨丝在水平方向移动。在钨丝缠绕阴极芯模的同时,镍离子在超声辅助下逐渐沉积在阴极和钨丝表面,并慢慢将钨丝包裹在其中,最终得到图2所示的圆筒形钨丝-镍复合电铸层。通过调节电动机的旋转速率和水平轴的移动速率,可以控制钨丝缠绕的疏密程度,从而控制复合电铸层中钨丝的体积分数。如电动机旋转速率为80 r/min,水平轴移动速率为40 μm/s时,所得钨丝-镍复合铸层中钨丝的体积分数为45%。
图2 钨丝-镍复合电铸层的外观Figure 2 Appearance of electroformed W fiber-Ni composite coating
1. 2 钨丝-镍复合电铸工艺
钨丝由南京宁光钨钼材料公司生产,直径20 μm,抗拉强度3 250 MPa,已由厂家电解抛光处理。
电铸前,阴极芯模先用50 ~ 60 °C的皂类溶液除油,再用120 mL/L的硫酸溶液弱浸蚀2 min,用蒸馏水冲洗后立即放入电铸槽。
选择常规的氨基磺酸镍电铸液,用分析纯试剂和去离子水配制,配方和工艺为:氨基磺酸镍[Ni(NH2SO3)2·6H2O]400 g/L,氯化镍(NiCl2·6H2O)15 g/L,硼酸(H3BO3)30 g/L,pH = 4.5,电流密度4 A/dm2,超声波频率100 kHz、功率120 W,时间7 h。超声辅助和无超声辅助所得钨丝-镍复合电铸层厚度均为300 μm。
1. 3 性能检测
1. 3. 1 表面及断口形貌
先用超声波清洗机洗净试件并烘干,再用Hitachi S-3400N型扫描电镜(SEM)观察其表面和断口形貌。
1. 3. 2 结晶取向
采用BRUKER D8 ADVANCE型X射线衍射仪(XRD)分析复合电铸层的结晶取向。按式(1)[9]计算晶面(hkl)的织构系数TC(hkl),以表征其择优取向程度。

式中,I(hkl)和I0(hkl)分别表示复合电铸层中的镍和标准镍粉末的相对衍射强度,n为衍射峰个数。若各衍射面的织构系数相同,则晶面取向是无序的;若某晶面的TC大于1/n,则该晶面呈现择优取向;TC越大,说明择优取向程度越高。
1. 3. 3 拉伸强度
由于缠有钨丝,复合电铸层表面呈波浪状凸起(如图 2所示)。为此,先在车床上对复合电铸层表面进行整平并去除多余的镍,再用电火花慢走丝线切割机将其制作成宽度为0.9 cm的环状试件(见图3a)。用800# ~ 1000#金相砂纸打磨试件边缘,以消除线切割产生的微裂纹对拉伸强度的影响。最后用游标卡尺测量拉伸试件的厚度,计算出实际拉伸的截面尺寸。
在Instron 2369型电子万能材料拉伸试验机上使用对开式拉力盘法(NOL环法)[10]进行抗拉强度测试,所用夹具见图3b。
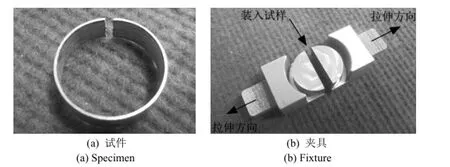
图3 拉伸试件及其夹具Figure 3 Specimen of tensile test and its fixture
2 结果与讨论
2. 1 表面形貌
图4所示为有、无超声辅助的条件下制得的钨丝体积分数为45%的复合电铸层的SEM照片。从图4可知,在无超声辅助的条件下,所得电铸层表面出现许多孔隙(见图4a方框处);施加超声辅助后,铸层表面未见孔隙。众所周知,在镍的电沉积过程中,析氢副反应不可避免。在钨丝增强镍的电铸过程中,氢气的逸出通道被表面密集缠绕的钨丝阻碍,部分氢气残留在复合电铸层中而形成孔隙。施加超声辅助后,一方面,超声空化作用使氢气进入空化泡或作为空化核,有助于氢气逸出;另一方面,超声带来的冲击波和微射流不断“清洗”阴极芯模和钨丝表面,有利于驱除聚集的气泡[11]。

图4 不同条件下所得钨丝-镍复合电铸层表面形貌Figure 4 Surface morphologies of W fiber-Ni composite coating electroformed under different conditions
从图 4中还可以发现,超声波辅助使复合电铸层结晶更细致。这是因为沉积层的晶粒尺寸取决于晶核的生成速率及生长速率。当晶核的生成速率大于生长速率时,所得沉积层较为致密[12]。在超声辅助条件下,超声空化产生的冲击波可以打断镍晶粒的正常生长进程,阻止其长大;空化产生的高压造成瞬时的局部过冷,显著减小临界成核半径,从而提高了成核率[13]。此外,超声波还可以有效减小扩散层厚度,提高电沉积的电流密度,从而提高阴极过电位,加快成核速率,细化晶粒[14]。
2. 2 断口形貌
图5所示为试样经拉伸强度测试后的断口形貌。从图5可知:超声辅助条件下获得的复合电铸层内部致密,无明显空洞,钨丝与镍结合紧密;无超声条件下获得的复合电铸层内部出现了较为严重的空洞,致密度较低。在钨丝增强镍的电铸制造过程中,钨丝缠绕在阴极芯模表面,阻碍了电沉积的液相传质过程,表现为外部的新鲜电铸液难以完全进入这层“钨丝簇”中来补充消耗的镍离子,而反应生成的气体也难以逸出,因此电沉积无法在内部持续而稳定地进行,从而产生空洞。施加超声辅助后,超声产生的高速微射流和冲击波相当于对电铸液施加了一个异常强烈的搅拌作用,不仅促使生成的气体迅速逸出,而且强化了离子的输送能力,提高了反应区域的镍离子浓度,并保证每根钨丝都完全被电铸液所润湿。随着电沉积的进行,在钨丝表面沉积的镍逐渐将钨丝完全包裹,形成了内部致密的钨丝-镍复合电铸层。
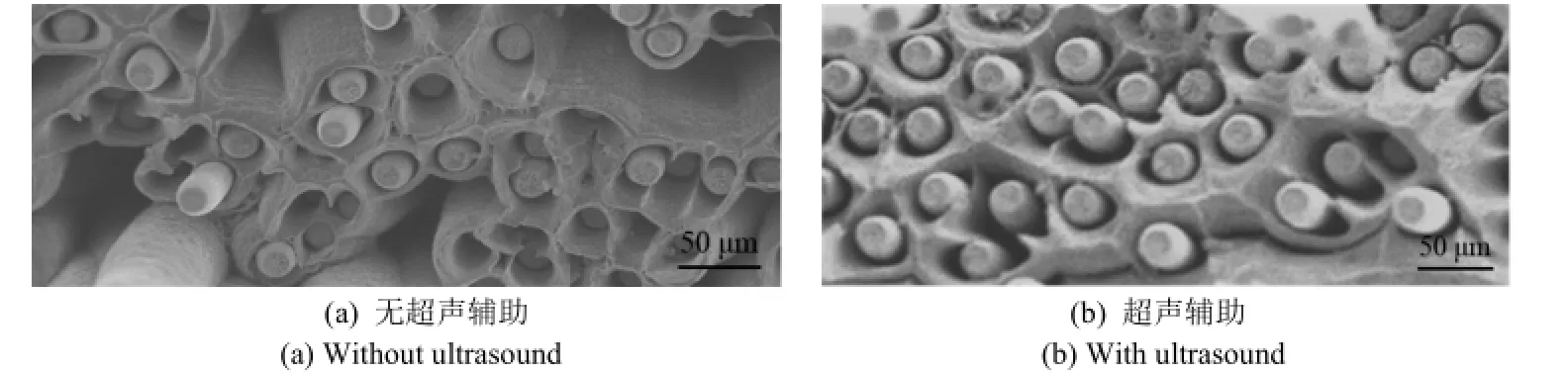
图5 不同条件下所得钨丝-镍复合电铸层断口形貌Figure 5 Fracture morphologies of W fiber-Ni composite coating electroformed under different conditions
2. 3 结晶取向
图6所示为两种条件下制得的钨丝-镍复合电铸层的XRD谱,与镍PDF卡对照发现,各衍射峰对应的晶面依次为(111)、(200)、(220)及(311),结构为面心立方。计算后得到的各晶面织构系数如表1所示。从中可知,无超声辅助条件下获得的复合电铸层在(220)面的衍射峰强度最高,其织构系数达 46.75%,产生较强的择优取向。施加超声辅助后,(200)晶面的生长得到加强,其织构系数达39.14%,其他晶面的生长均减弱。由此可见,超声波可以改变镍离子的沉积方式,进而改变镍晶体的生长模式。
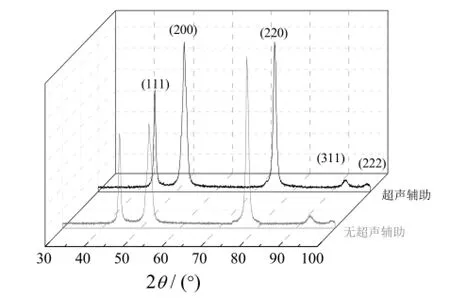
图6 不同条件下所得钨丝-镍复合电铸层的XRD谱图Figure 6 XRD patterns of W fiber-Ni composite coating electroformed under different conditions

表1 不同条件下所得钨丝-镍复合电铸层各晶面的织构系数Table 1 Texture coefficients of W fiber-Ni composite coatings electroformed under different conditions
2. 4 抗拉强度
图7为钨丝-镍复合电铸层的抗拉强度与钨丝体积分数的关系。从图7可知,超声辅助对复合电铸层的抗拉强度具有显著的提升作用,而且提升效果随着钨丝体积分数的升高而增强。这是因为随着钨丝体积分数的增大,外部的电铸液越来越难以进入电沉积区域,反应生成的气泡也越来越难以逸出,因此超声空化带来的强烈搅拌等作用对复合电铸层质量的提升效果也越来越显著。当钨丝体积分数为 50%时,超声波的应用使得复合电铸层的抗拉强度从1 320 MPa增大到1 502 MPa,提升了13.8%。
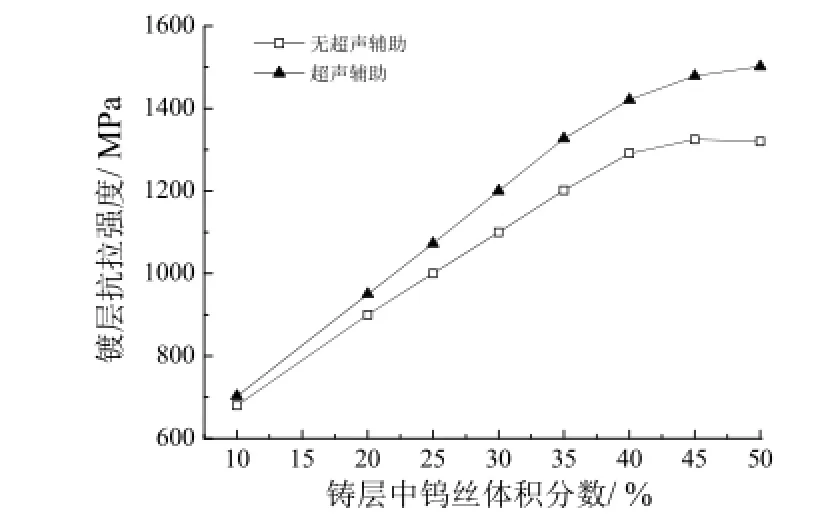
图7 不同钨丝体积分数下复合电铸层的抗拉强度Figure 7 Tensile strength of W fiber-Ni composite coatings electroformed at different volume fractions of W fiber
3 结论
(1) 超声空化效应带来的强搅拌和微射流可以显著驱除镍电沉积过程中生成的氢气,提高离子输送能力,因此减少了钨丝-镍复合电铸层的表面孔隙和内部空洞,并显著细化了晶粒。
(2) 超声条件下获得的复合电铸层晶体在(200)和(220)晶面呈现择优取向。
(3) 超声波的应用显著提高了钨丝-镍复合电铸层的抗拉强度,当钨丝体积分数为50%时,复合电铸层的抗拉强度由1 320 MPa提高到1 502 MPa,提升了13.8%。
[1] TANG P T. Electroforming: from rocket engines to nanotweezers [J]. Micro and Nanosystems, 2011, 3 (3): 180-187.
[2] HART T, WATSON A. Electroforming [J]. Metal Finishing, 2000, 98 (1): 388-399.
[3] SUCHENTRUNK R. Metal matrix composites produced by electroplating: a review on technology and applications [M] VOEVODIN A A, SHTANSKY D V,LEVASHOV E A, et al. Nanostructured Thin Films and Nanodispersion Strengthened Coatings. Dordrecht: Springer Netherland, 2004: 241-250.
[4] KUBOYAMA K, ISHIBASHI T, UCHIO S. Fabrication of metal matrix composite by electroforming technique [J]. International Journal of Materials and Product Technology, 2001, 16 (1/2/3): 67-73.
[5] 罗学涛, 吴清良, 黄前军, 等. 电化学方法制备纤维增强金属基复合材料的初步研究[J]. 厦门大学学报(自然科学版), 2003, 42 (6): 746-750.
[6] 钱王欢, 曲宁松, 朱荻. 钨丝-镍复合电铸新技术[J]. 中国有色金属学报, 2013, 23 (7): 1963-1968.
[7] 钱王欢, 曲宁松, 朱增伟, 等. 硼纤维-镍复合电铸层界面结合强度的研究[J]. 华中科技大学学报(自然科学版), 2014, 42 (4): 26-29.
[8] 代梅, 王金东, 马春阳, 等. 镍基纳米氮化钛复合镀层的超声辅助电沉积[J]. 电镀与涂饰, 2011, 30 (3): 4-6.
[9] 吕镖, 汪笑鹤, 胡振峰, 等. 不同电流密度下阴极移动对电镀镍层性能的影响[J]. 电镀与涂饰, 2013, 32 (10): 5-9.
[10] ROSKOS T G, PFLEDERER F R. The NOL ring test as a method for selecting finished glass fibers for reinforcement of epoxy pipe [G] Special Technical Publication No.327: Symposium on Standards for Filament-Wound Reinforced Plastics. Philadelphia: American Society for Testing and Materials, 1963: 96-104.
[11] 杨自双, 谭华, 谭业发, 等. 超声波在复合电沉积技术中的应用[J]. 电镀与涂饰, 2012, 31 (12): 45-50.
[12] 雷卫宁, 朱荻, 曲宁松. 纳米晶粒精密电铸层力学性能的试验研究[J]. 机械工程学报, 2004, 40 (12): 124-127.
[13] 刘国洪, 匡同春, 胡松青, 等. 超声波电镀的研究进展[J]. 电镀与涂饰, 2006, 25 (3): 47-50.
[14] 申晨, 薛玉君, 库祥臣, 等. 超声波对Ni-ZrO2纳米复合镀层微观结构和显微硬度的影响[J]. 机械工程材料, 2010, 34 (7): 80-83, 94.
[ 编辑:周新莉 ]
Microstructure and tensile strength of tungsten fiber-nickel composite coating prepared by ultrasound-assisted electroforming
QIAN Wang-huan*, QIN Feng, MIAO Xiao-mei
Ultrasound was applied to tungsten fiber-nickel composite electroforming to improve the structure and tensile strength of electroformed composite coating. The electroforming bath composition and process conditions are as follows: nickel sulfamate 400 g/L, nickel chloride 15 g/L, boric acid 30 g/L, temperature 43 °C, pH 4.5, current density 4 A/dm2, ultrasonic frequency 100 kHz and ultrasonic power 120 W. The effect of ultrasound assistance on the microstructure including surface morphology, fracture morphology, crystal orientation and grain size of electroformed W fiber-Ni composite coating and its tensile strength were studied. The results showed that the surface porous formation can be effectively avoided, the grain size is refined significantly, and the internal voids of electroformed coatings are decreased as a result of the micro-jet and shockwave accompanied with ultrasound cavitation. The growth of nickel crystal is changed by ultrasound, resulting in an increasing degree of (200) preferential orientation. The W fiber-Ni composite coating electroformed with ultrasound assistance has higher tensile strength. The composite coating containing 50vol% W fiber electroformed with ultrasound assistance has a tensile strength of 1 502 MPa, which is 13.8% higher than that of the composite electroformed without ultrasound assistance.
nickel; tungsten fiber; composite coating; electroforming; ultrasound; microstructure; tensile strength
TQ153.2; TG662
A
1004 - 227X (2016) 11 - 0551 - 05
2016-04-01
2016-05-16
国家自然科学基金(51505192);无锡职业技术学院博士科研启动基金(BT2014-05)。
钱王欢(1985-),博士,讲师,江苏无锡人,主要研究方向为特种加工、精密电铸和复合电铸。
作者联系方式:(E-mail) qianwanghuan@163.com。
