全自动苎麻纤维细度仪的研制
2016-09-22冷鹃肖爱平廖丽萍杨喜爱刘亮亮黎宇
冷鹃,肖爱平,廖丽萍,杨喜爱,刘亮亮,黎宇
(中国农业科学院麻类研究所,长沙410205)
全自动苎麻纤维细度仪的研制
冷鹃,肖爱平,廖丽萍,杨喜爱,刘亮亮,黎宇
(中国农业科学院麻类研究所,长沙410205)
运用计算机的动态显微观察及实时图像处理技术,通过对CCD摄像头、三维载物平台与载物台同步移动的频闪光源、投影光电显微镜、步进电动机等主要硬件的选型与相关软件的开发,研究设计出一种全自动苎麻纤维细度仪。该仪器可快速、准确测定苎麻纤维细度指标直径(d,μm)、公制支数(Nm,m/g)、线密度(ρL,tex)及其纤维不匀率(CV,%)。结果表明,该仪器性能稳定、重现性好、检测误差小、准确度高,单个试样测试时间5 min~6 min,且测定纤维试样根数达1000根/min以上。该仪器的研制成功,填补了我国苎麻纤维细度快速测定技术与设备的空白,为指导苎麻科研与生产中的苎麻纤维准确定等提供可靠支撑。
苎麻纤维;细度仪;自动化;动态显微观察;实时图像处理
1 引言
苎麻纤维及其织物、织品是我国重要工业原料和传统的出口创汇产品。苎麻是一种韧皮纤维作物,收获的韧皮纤维其主要化学成分是纤维素(75%左右),其他还有果胶质、半纤维素、木质素、脂肪蜡质等非纤维物质(统称为“胶质”)[1],它们均与纤维素伴生在一起。要取出可用的纤维,必须要将纤维与胶质分离(称为脱胶)。近年来由于人们健康、环保理念的不断增强,天然麻质面料服装以其独特的凉爽、透气、休闲的风格特点深得人们喜爱。随着苎麻纤维利用率及产品档次提高、应用范围扩大、新产品不断得到开发,提高苎麻纤维品质检测技术水平显得尤为必要与急迫。
纤维细度(fineness)是指纤维、长纱线的粗细程度,亦称纤度。纤维细度可用单位长度的质量(线密度)、单位质量的长度(公制支数)以及直径、宽度、横截面等表示,纤维的细度与纺织工艺、产品质量有着密切的关系[2]。苎麻纤维细度一般用纤维公制支数与线密度来表示,它是苎麻纤维最重要最基本的物理性能指标,它不仅是苎麻纤维力学性能的关键指标(如拉伸强度、弹性模量等),而且极大地影响着纤维的手感、外观和应用价值,同时也决定着纤维本身的制备工艺与制备成本。因此,准确检测纤维细度对于正确评价纤维的性能,使其在纺织工业中定位使用与合理利用具有重要意义,而研制快速、准确的全自动苎麻纤维细度专用测试仪器十分必要。
纤维细度测定方法很多,有显微投影仪法、气流仪法、激光细度仪法、声学法、显微图像法等,上述方法只能测定纤维直径;而中段切断称量法[3-4]、振动法等虽然可测定纤维公制支数与线密度,但存在测定效率低、人为误差大、重现性差等问题。
本研究拟通过理论分析和试验研究,研制开发出一种能够同时快速、准确测定纤维直径、公制支数、线密度等表征苎麻纤维细度重要指标的专用国产化新型自动化仪器—全自动苎麻纤维细度仪,为实现苎麻纤维细度检测自动化,快速评定苎麻纤维品质奠定坚实基础。
2 系统硬件选型
2.1主体结构
苎麻纤维细度自动分析仪的主要部件包括光学显微镜、装有图像采集模块的数码拍摄设备、位于该光学显微镜目镜下方的载物平台、用于控制光学显微镜及载物平台聚焦定位的控制盒、装有显微控制模块的微型计算机、与微型计算机连接的显示器及设置于微型计算机内的苎麻纤维信息处理程序,其中数码拍摄设备安装在光学显微镜目镜位置,图像采集模块上装有图像自动捕获软件,数码拍摄设备与微型计算机进行数据传送,在载物平台的水平XY方向和光学显微镜的聚焦Z方向上分别设有步进电机,步进电机与控制盒电气连接[5-13](见图1、图2)。
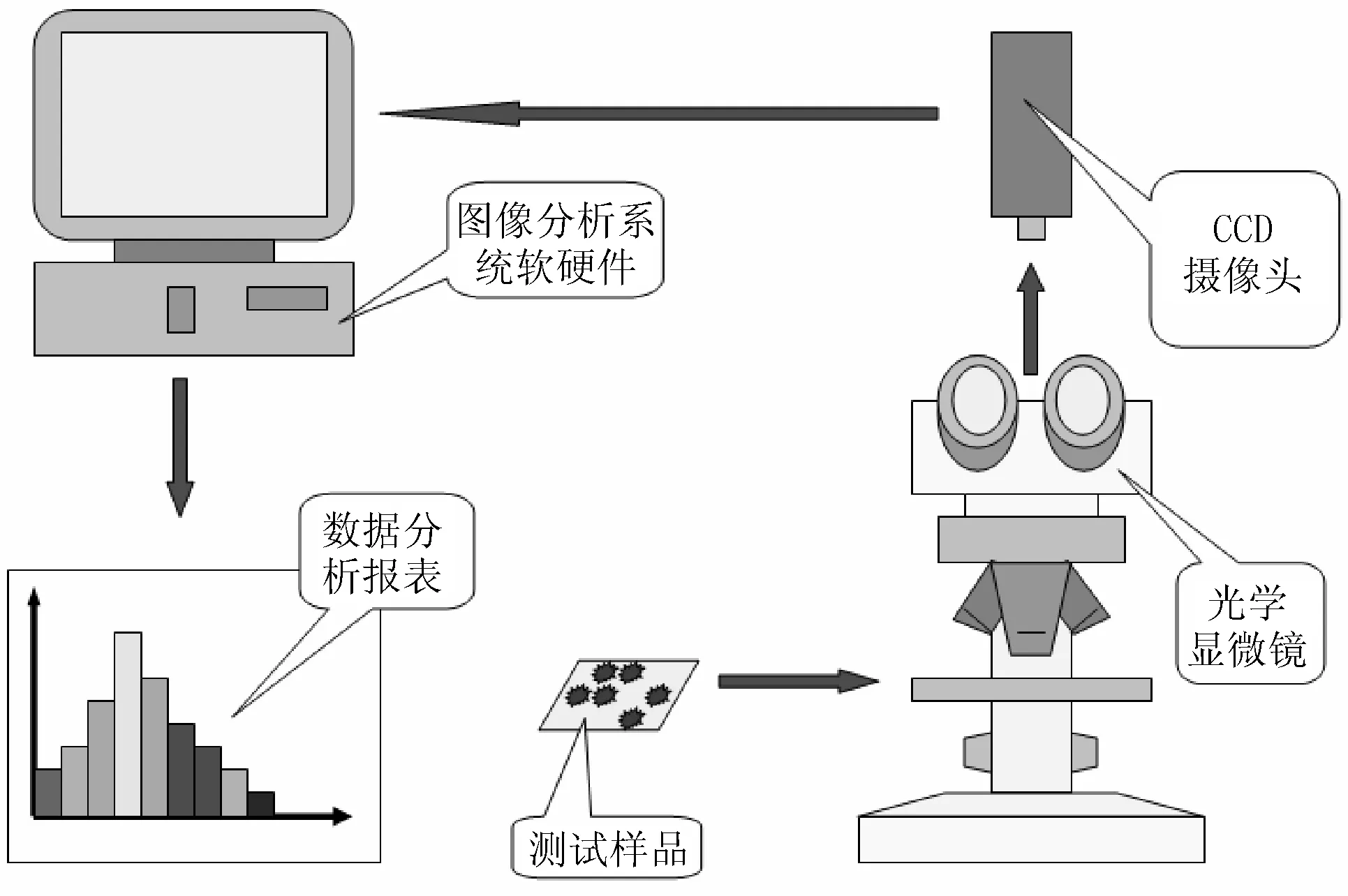
图1主体结构示意图
Fig.1Schematic diagram of the main structure
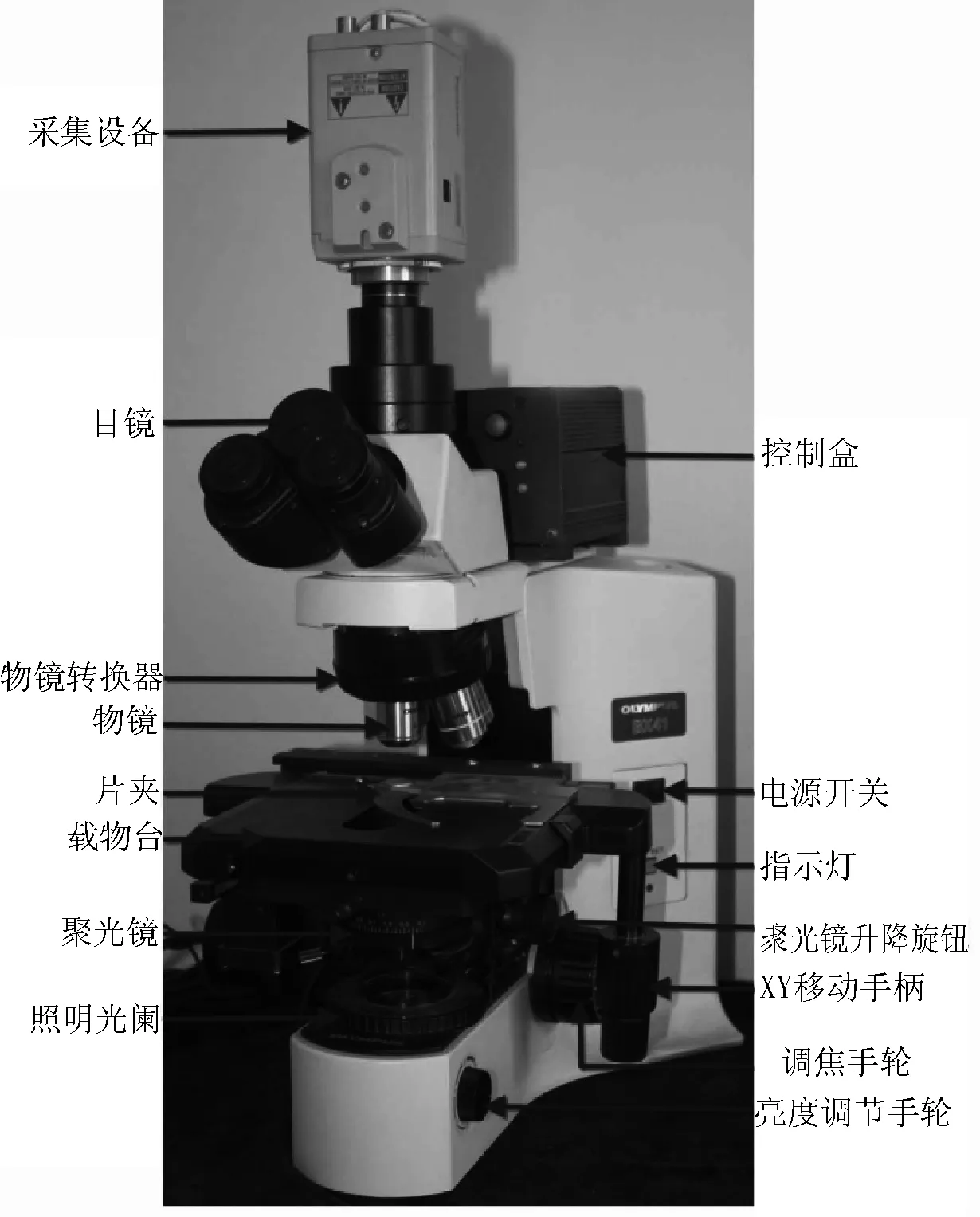
图2样机结构图
Fig.2Prototype structure diagram
2.2自动步进控制系统
该系统主要由计算机、步进电机、单片机系统、自动载物台及CCD摄像头等组成 (见图3)。显微镜载物台的运动由步进电机驱动,计算机对显微镜的控制通过单片机系统和步进电机对载物台的驱动实现。计算机通过串口通信将控制指令发送到单片机,由单片机系统控制步进电机行走步距,行走速度和方向,再由步进电机驱动显微镜载物台微调旋钮调节载物台X、Y、Z轴的位置。单片机系统控制电路作为控制电路的核心部件。其端口分别控制X、Y、Z方向的步进电机。步进电机转动驱动电路和单片机控制驱动的输出端口,采用了光电隔离措施,以提高控制系统的可靠性和增强工作的安全性。通过RS232串行口,接收从上位控制计算机发送的控制命令,解释命令,完成相应的操作;同时通过串口向上位控制计算机发送相应的应答信息。X、Y方向最大位移范围:50 mm,最小位移分辨率:4 um。Z方向(即聚焦方向)最大位移范围就是原显微镜全程,最小转角分辨量:1.8,最小位移分辨率:0.4 um。
机械结构:控制盒的控制开关(XYZ开关)控制在载物平台(水平方向X、Y方向)和聚焦方向(Z方向)安装的步进电机,步进电机驱动载物平台在X、Y水平方向的运动与Z方向的上下移动。行程范围:75 mm X 25 mm。电器参数:直流24 V供电,RS232串行端口控制。
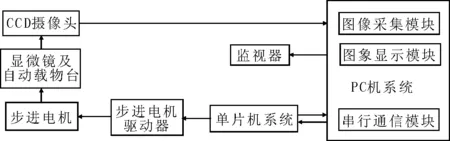
图3 自动步进控制系统图
2.3光学成像系统
用专用纤维切断器将苎麻纤维切成2 mm左右的纤维段,再将试样的小片段均匀的散布在透明的玻璃载样片上,将载样片放在载物台上自动扫描,载样片上试样经显微放大系统成像在数字CCD靶面后,CCD将图像转化为数字信号,计算机将其读入处理,然后通过图像分析技术自动识别出其中的纤维并进行细度测量。该光学成像系统(见图4)是苎麻纤维细度检测系统一个重要的组成部分,是能够进行自动化检测的硬件基础,主要包括自动显微镜、显微控制模块、图像采集模块。
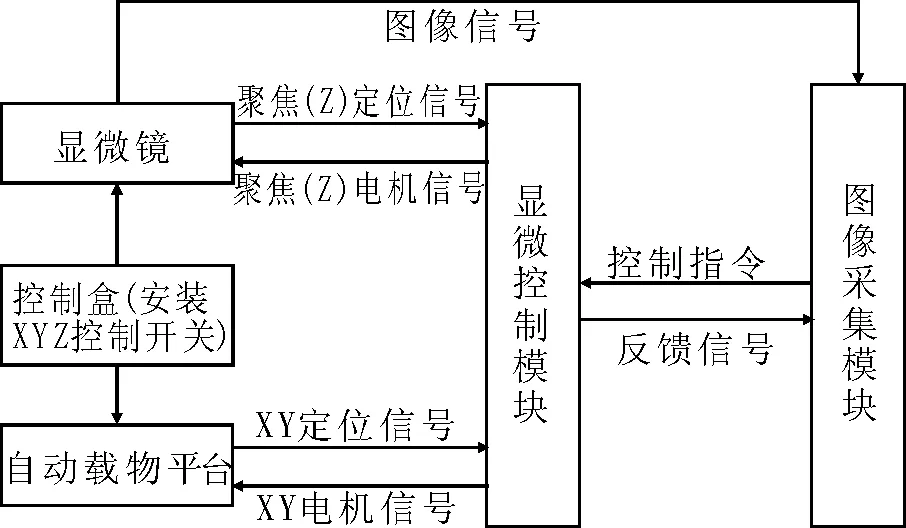
图4 苎麻纤维自动摄取系统结构框图
2.3.1自动显微镜
自动显微镜构造与一般光学显微镜类似,只不过在载物台(X、Y水平方向)和聚焦方向(Z方向)装有步进电机,根据数码显微控制平台发出的指令,自动载物台在X、Y水平方向按照规定的路线进行运动(见图5,移动路线呈“弓”字状),Z方向上下移动,完成自动聚焦。自动显微镜配有数码拍摄设备,将采集的数字图像传入计算机,精度高、噪声低、稳定性好。显微控制模块根据图像采集模块的指令,驱动自动载物台按照规定的路线运动;驱动显微镜上聚焦电机按照规定的步长进行聚焦运动,向图像采集模块反馈当前图像采集点坐标、聚焦坐标及其他位置参数。图像自动捕获软件运行在图像采集模块上,主要完成对自动显微镜的控制和调整、显微图像自动聚焦、多焦面图像合成、图像拼接等功能。
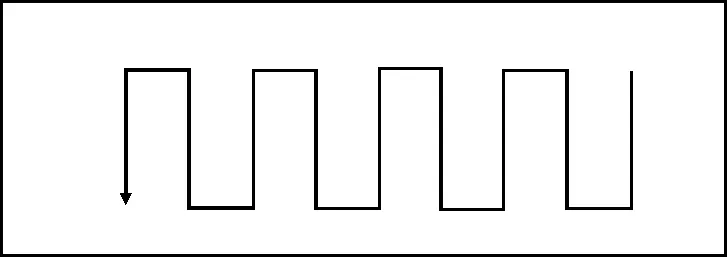
图5 自动载物平台运动路线图
2.3.2显微图像系统参数
在显微图像捕获系统中,图像分辨率由光学放大倍数和数码成像设备像素距离决定。根据苎麻纤维特点,通过反复试验研究并实际考虑到混叠的影响,本仪器采用物镜4×,分辨率2.1 μm,成像分辨率8.4 μm,CCD最小间隔4.2 μm。
显微镜参数:进口研究级正置显微镜,可作明场的观察;光学系统:UIS2无限远校正光学系统,镜头采用环保无铅玻璃材质;调焦:载物台垂直运动方式距离不小于25 mm,带聚焦粗调上限停止位置,粗调旋钮扭矩可调,最小微调刻度单位≤1微米;观察镜筒:宽视野三目镜筒,倾角为30°;照明装置:内装式透射光柯勒照明器,6 V 30 W卤素灯,光量预调开关,光强度发光二极管指示灯,日光平衡滤色片;物镜:平场消色差物镜4X(N.A. 0.1,W.D. 18.5 mm)、10X(N.A. 0.25,W.D. 10.5 mm)、20X(N.A. 0.4,W.D. 12 mm)、40X(N.A. 0.65,W.D. 0.6 mm spring);载物台:右手低位置同轴驱动选钮的高抗磨损性陶瓷覆盖层载物台;目镜:10X宽视野目镜,视野数为22;物镜转换器:五孔物镜转换器;聚光镜:阿贝聚光镜,N.A.≥1.1。
摄像头参数:采用松下CP310D,成像器件1/3英寸CCD;高清晰画质:650线(彩色模式);高灵敏度的日夜转换功能:0.08 Lux(彩色模式);0.008 Lux(黑白模式);电子快门速度为1/50秒至1/12000秒3 。
3 系统软件设计
苎麻纤维测量专用软件[14-19],用于控制自动载物台的平移、摄像头采集图像、图像处理(纤维段识别、筛选、测量),以及输出数据进行自动统计。系统测量速度在每分钟1000根以上,能有效识别交叉纤维段;并在纤维段全长范围内测量,获取多个位置的测定值,再求平均作为此纤维段的代表直径、线密度与公制支数。
具有的主要功能特点:采集图像,保存图像;配合自动显微镜可实现自动拍摄及合成的功能;图像旋转和图像间的算数运算及叠加显示;多种图形标记功能;测量结果可输出到EXCEL数据平台;多种自动和参数可选的平滑降噪功能及图像增强功能等。
麻类纤维细度实时测量算法基本流程(具体软件流程见图6~9):纤维边缘提取、纤维片段的识别、纤维片段细度的计算。
首先对已获取的纤维图像进行预处理,然后提取图像中的纤维边缘,纤维边缘提取算法采用图像二值化处理并使用自适应阈值法,图像二值化后,需要对图像的边缘进行跟踪,以便进行纤维微段的识别。但常用算法所提取边缘包含了边缘噪声和一些不必要的信息,不能真实反映纤维轮廓。因此对边缘跟踪算法进行改进,以便提取的边缘能够反映纤维边缘的真实状况。
对于纤维边缘分离,在封闭边缘曲线中,曲线上的突变点是区别不同纤维边缘最好的参数。因此,通过提取曲线的突变点来分辨不同纤维的边缘,突变点的提取采用链码相关结合方向变化来实现,链码相关法根据边缘曲线点左右邻域内链码分布的相关系数确定边缘点是否突变点,由此得到的反映曲线变化的突变点反映了不同纤维微段的边缘,便于纤维微段的识别。
纤维微段的识别是把前面提取出的纤维边缘微段联系起来,提取出单独的纤维微段。根据边缘微段相互之间的几何关系以及边缘微段之间像素灰度变化的状况来确定。具体算法是首先取纤维边缘微段,计算边缘微段中点坐标,然后建立边缘微段过中点的法线方程,沿法线向纤维内部搜索另外的纤维微段,最后如果搜索到新的边缘微段,判断新边缘微段和原边缘微段是否是同一纤维微段的边缘,如果不是,回到上一步,重新搜索,保存纤维边缘数据。不断重复上述工作,直至找出所有的纤维微段,为纤维细度测量作好准备。
纤维细度计算,纤维细度通过纤维垂直截面同两边缘线交点的距离计算,以纤维微段识别出的边缘点的距离代表纤维的细度,只能达到半个像素的精度,达不到仪器要求。因此必须使用其他的方法计算纤维细度,提高纤维细度的测量精度,归根到底是要提高边缘定位的精度。为此,考虑使用灰度拟合法,准确定位边缘的位置,使得到的纤维细度的精度同像素的大小无关,只受光照均匀性、图像噪声和纤维边缘灰度变化规律的影响。阶跃型边缘截面灰度变化曲线上的最大值点为其准确的边缘点。基于上述认识,同时假设边缘截面灰度变化曲线为二次曲线,纤维边缘定位时使用拟合二次曲线最大值法。其算法基本原理首先计算纤维截面两边缘点附近的灰度变化,对纤维截面两边缘点附近的灰度变化进行中值滤波,去除灰度变化异常点,其次对边缘截面两边缘点附近的灰度变化曲线进行最小二乘曲线拟合,计算两拟合曲线最大值点的准确位置,最后计算纤维细度的值。该算法减小了像素大小对纤维细度测量精度的影响,能够达到亚像素的测量精度。
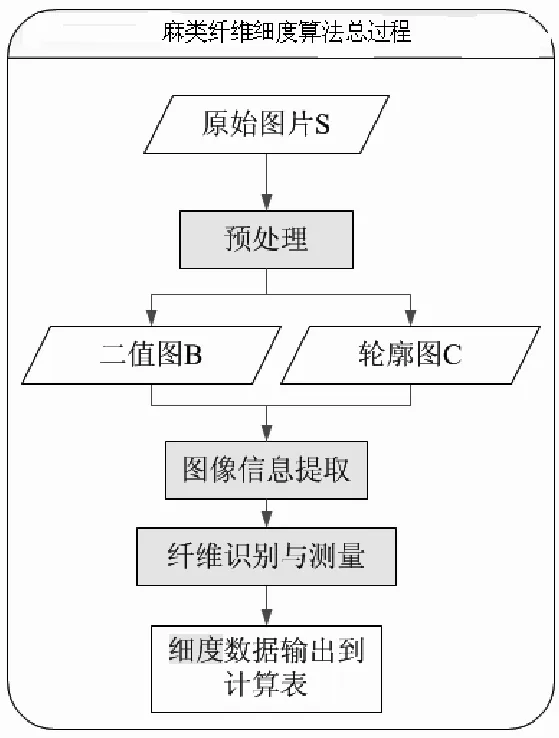
图6 苎麻纤维细度算法软件总流程图
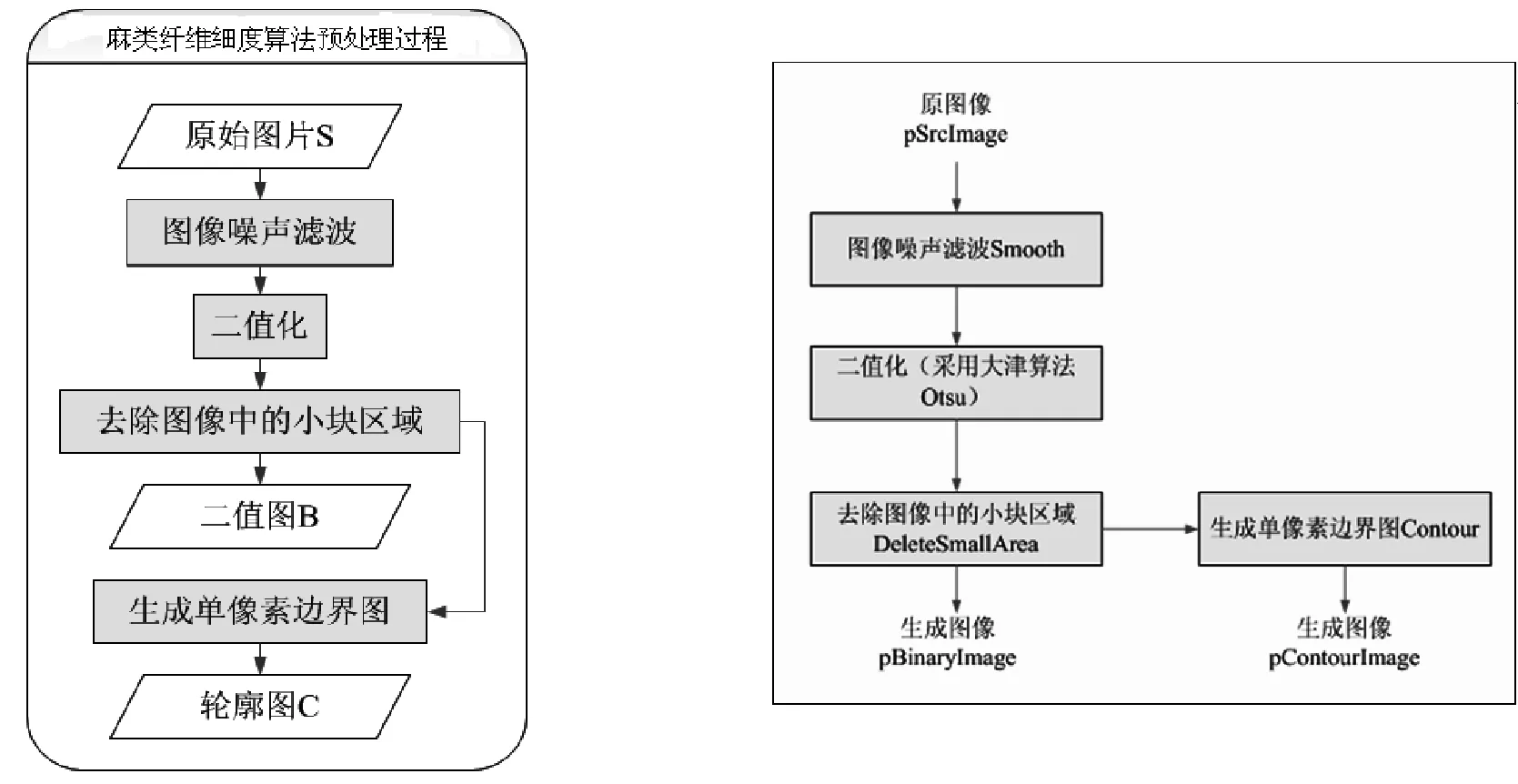
图7 苎麻纤维细度算法预处理软件流程图
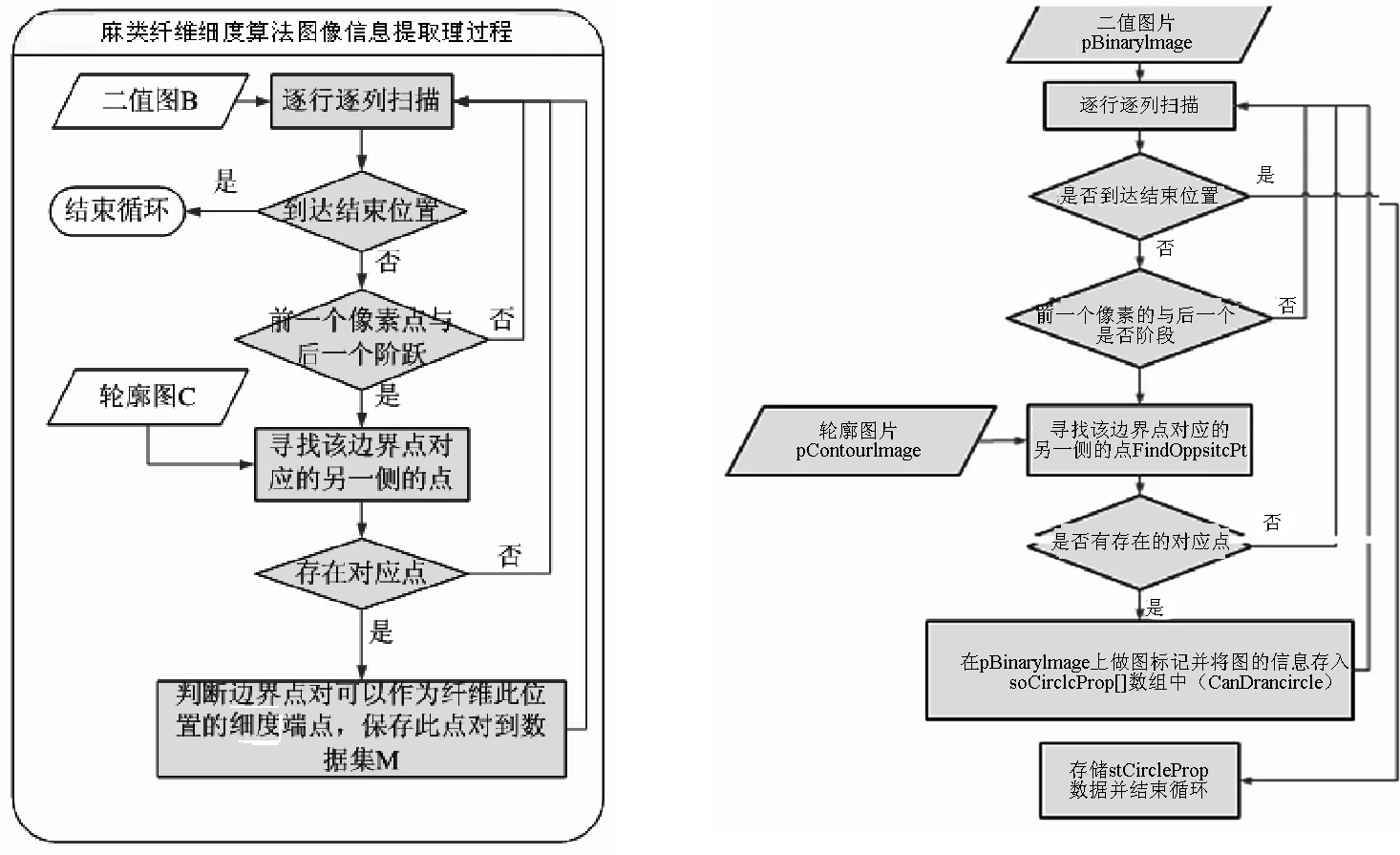
图8 苎麻纤维细度算法图像信息提取软件流程图
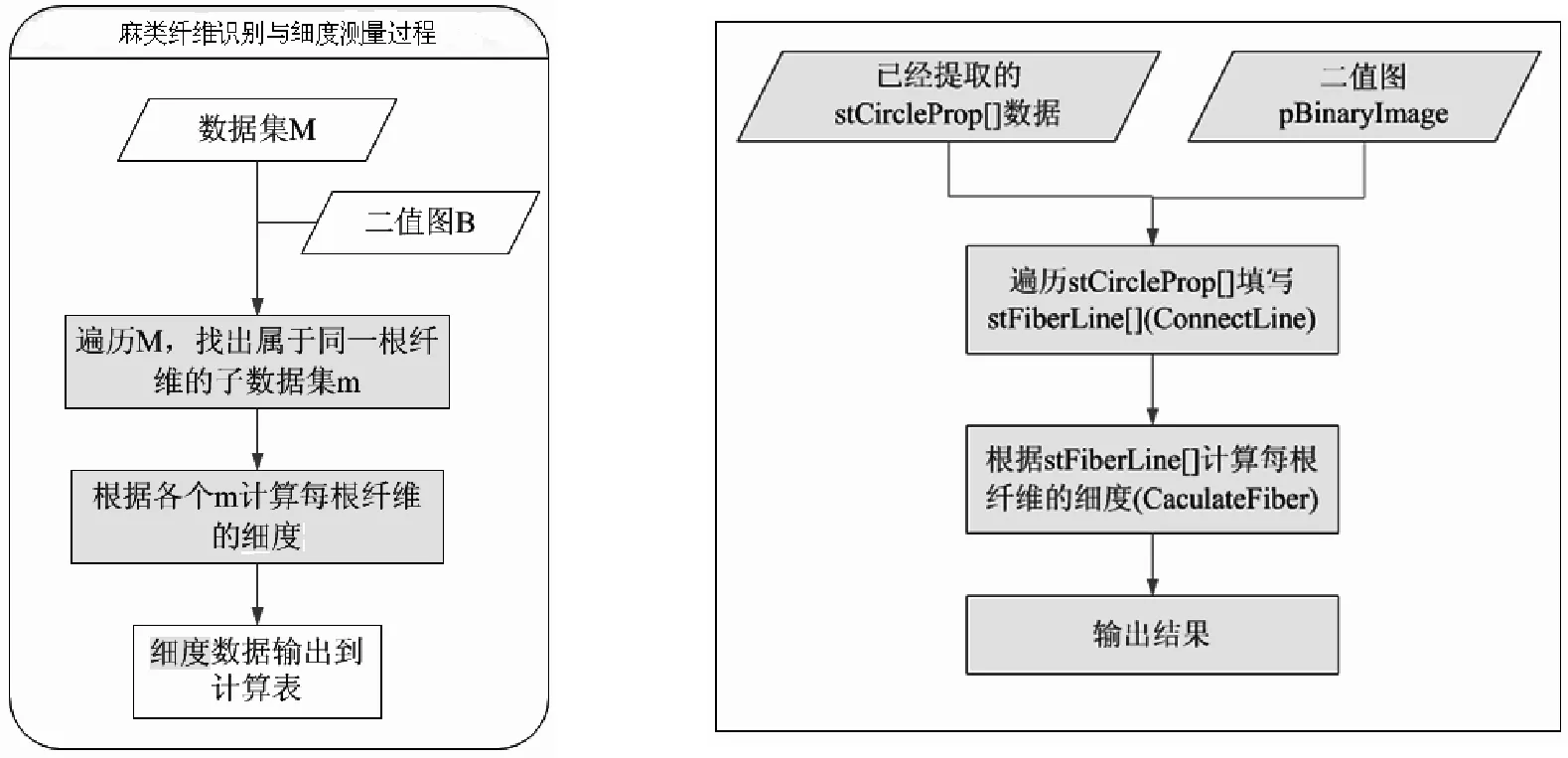
图9 苎麻纤维识别与细度测量软件流程图
4 样机实验
4.1样机功能参数及配置
测量模块:仪器测量范围公制支数为(Nm)100 m/g~5000 m/g、线密度(ρL)为2 dtex~100 dtex,直径范围:1 μm~200 μm;有专用的测试软件,能实现支数、分特、直径等相互转换,有专用大容量数据报表,内置AB系数转换算法;可容纳多批次多平行样本的测量数据,并提供汇总分析结果;内置数据校正功能,内置A、B转换系数;测试速度:5 min~6 min/一个样片;个性化界面,自定义观察倍数;内置照明合法性判别算法,主动剔除照明超范围的视场。统一检测成像条件,减少误差引入环节。
二轴/三轴自动控制模块:标准样片范围35*55 mm。兼容标准载玻片、系统方形样片、CU细度仪系统梯形样片。测试操作简便,设置初始参数后测量可全自动完成,无需人工干预。自动步进模块不使用时不妨碍对载物台的手动操作。
苎麻纤维细度测量采用专用光学低通滤波光路(专有名称FDLF: Frequency Domain Lowpass Filtering),减少高频图像噪点,并保证粗、细纤维及层叠纤维的齐焦成像。统一检测成像条件,减少误差引入环节。此专用光学低通滤波光路针对苎麻纤维细度测量需求优化并固化的照明系统,无需再调节照明光阑的孔径及位置。统一检测成像条件,减少误差引入环节。
系统配置:苎麻纤维细度软件一套;苎麻纤维细度硬件一套(含光学成像系统、自动化步进控制系统及图像采集步进);专用铡刀式制样器一套;专用纤维撒播器一套;计算机一套。
4.2试验方法
2015年12月于农业部麻类产品质量监督检验测试中心纤维物理检测室,将7个苎麻纤维样本分别采用研制的自动纤维仪样机(见图10,以下简称仪器法)和国家标准(GB 5884-1986,以下简称手工法)进行细度测定的对比试验。仪器法样片制作:在专用纤维切割器(见图11)上切成1 mm~2 mm长的纤维碎末,把纤维碎末放入布样器(见图12),将洁净的合叶式方形玻片打开置于布样器下方,通过布样器的筛网使纤维均匀散布在方形玻片上,拿出样片并轻轻合上,待测。

图10苎麻纤维细度自动分析仪图11纤维切割器
Fig.10Automatic analyzer for ramie fiber fineness Fig.11Fiber cutter

图12 纤维布样器
4.3检测过程
将苎麻纤维细度自动分析仪调至测试状态,把待测样片夹在载物平台上,启动测量。通过控制盒控制的步进电机分别驱动载物平台做X-Y方向的移动和光学显微镜做Z方向的聚焦,其中载物平台的移动路线呈“弓”字状,这样尽可能增加测定纤维数量且避免重复测定,在聚焦及移动过程中,经光学显微镜放大后的纤维图像被数码拍摄设备中的图像采集模块采集,图像采集模块采集到的模拟图像信号经过图像模数转换装置转换成微型计算机可以识别的数字图像。
4.4结果与分析
采用仪器法获得的纤维数字图像信息经苎麻纤维专用软件实时同步处理,可同时得出纤维细度指标直径、公制支数、线密度及其纤维不匀率(以变异系数),采用手工法只能得到纤维细度指标公制支数、线密度(见表1)。本试验按两种方法得到的两组数据的平均值计算统计量t:

在选用显著水平α=0.05情况下,分别对表1的检测数据支数与线密度进行t检验,t检验数据处理见表2,由表2可知:t合 表1苎麻纤维细度检测结果 Tab.1Results of fineness of ramie fiber 编号仪器法手工法直径(d/μm)支数(Nm/m·g-1)线密度(ρ/dtex)变异系数(CV/%)根数(n)支数(Nm/m·g-1)线密度(ρ/dtex)根数(n)124.3617355.7643.87660217005.88500223.9617865.6035.94674218005.56500322.1720404.9037.37622820204.95500424.2617475.7343.17526617205.81500523.0319105.2349.01571918305.46500621.7521084.7444.13535320804.81500723.3718625.3742.51626118155.51500平均23.2718845.3342.29602418525.43500 表2T检验数据处理 Tab.2T test data processing 参数X1X2S21S22S合t合t0.05,12支数(Nm/m·g-1)1884185221040208821450.4132.179线密度(ρ/dtex)5.335.430.1600.1640.4020.465 本研究通过理论分析和试验探讨,研制开发出能够快速、准确同时测定得到纤维直径、公制支数与线密度等表征苎麻纤维细度重要指标的专用新型自动化苎麻纤维细度分析仪。该仪器性能稳定、重现性好、检测误差小、准确度高,测定一个苎麻纤维试样只需5 min~6 min,就可自动、快速、准确同时测定出纤维直径、公制支数、线密度及其纤维不匀率。 苎麻纤维细度自动分析仪首次将自动化、计算机软件、控制工程、图像信息处理等多种学科、多种技术融合为一体并综合运用到苎麻纤维细度检测技术上,不仅具有重要的理论意义,对促进苎麻检测技术进步,全面实现苎麻纤维检测技术装备的自动化、提升麻纤维细度的检测技术和水平、快速评定苎麻纤维品质奠定了坚实基础。 由苎麻纤维细度自动分析仪快速、准确测定出的纤维细度指标特别是公制支数与线密度,为指导苎麻科研与生产,苎麻纤维产品准确定等及其在纺织加工中合理利用提供可靠依据。同时对推动苎麻检测仪器的国产化、自动化,降低设备购置成本,提高检测效率,具有较大经济与社会效益。 [1]王春霞,季萍.天然纺织纤维初加工化学[M].北京:中国纺织出版社,2014: 81-99. [2]姚穆.纺织材料学[M].第四版.北京:中国纺织出版社,2015:28-155. [3]韩宏学.羊毛细度测试方法综述[J].科技情报开发与经济,2002,12(5):73-75. [4]李勇,夏江涛,拉扎提,等.羊毛纤维直径测试方法的发展[J].草食家畜,2005(2):8-10. [5]陆永良,尹丽华,袁寅瑕. OFDA纤维直径分析仪在羊绒纤维直径测试中的应用[J].毛纺科技,2014,42(10):48-52. [6]M.GLASS,T.P.DABBS,P.W.CHUDLEIGH.The optics of the wool fiber diameter analyzer[J].Textile Research Journal,1995,65:85-94. [7]陈勇,温演庆,朱谱新.计算机图像处理技术应用于纺织检测[J].纺织科技进展,2006(6):7-10. [8]丁雪荣,宋广礼.计算机图像处理技术在纺织品测试中的应用[J] .计算机应用,2005,33(6):59-61. [9]李学佳,缪爱东.数字图像处理技术在纤维检测中的应用[J].国际纺织导报,2007(10):62-64. [10]Chan T F,Vese L A.Active contours without edges[J].IEEE Trans on Image Processing,2001,10(2):266-277. [11]霍红,陈化飞.纺织品检验学[M].第二版.北京:中国财富出版社,2014:13-168. [12]何志贵.图像处理技术在纺织测试领域的最新进展[J].检验检疫科学,2002,12(1):59-60. [13]贾立霞,刘君妹,赵其明.新型纺织纤维的开发现状及应用[J].毛纺科技,2003(1):10-13. [14]李惠军,袁春燕.基于MATLAB图像处理的织物纱线直径测量[J].纺织科技进展,2012(1):23-25. [15]Chen Li,Yap Kim—Hui.A fuzzy K·nearest-neighbor algorithm to blind image deconvolution[A].IEEE International Conference on systems,Man and Cybemetics,2003(03):2049-2054. [16]冯伟兴,唐墨,贺波.Visual C++数字图像模式识别技术详解[M].第2版.北京:机械工业出版社,2013:33-268. [17]刘晓霞,林玲,姚重涛.用数字图像处理系统对纤维作定量分析 [J].纺织学报,2002,23(04):288-289. [18]赵荣椿,赵忠明,赵歆波.数字图像处理与分析[M].北京:清华大学出版社,2013:5-99. [19]张艳,杨大毛,罗汉文.数值计算在数字图像边缘检测中的应用[J].计算机仿真,2009,26(5):251-254. The Development of Automatic Ramie Fiber Fineness Instrument LENG Juan,XIAO Aiping,LIAO Liping,YANG Xiai,LIU Liangliang,LI Yu (Institute of Bast Fiber Crops,Chinese Academy of Agricultural Sciences, Changsha 410205, China) By using of computer’s dynamic microscopic observation and real-time image processing technology, an automatic ramie fiber fineness instrument was designed with selecting and exploiting of relative software of the CCD camera, the 3D loading platform, the strobe light (synchronizedwith the movement of loading platform), the projection optical microscope, the stepping motor, etc.It can rapidly and accurately determine ramie fiber fineness index: the diameter (d, μm), the metric count (Nm, m/g), the linear density (ρL, tex) and fiber irregularity (CV, %). The results showed that the instrument was stable and repeatable as well, small error and high accuracy. A ramie fiber sample was detected for 5 min to 6 min and the number of fiber specimens up to 1000/min. The success of developing of the instrument has filled the gap in the field of the quick determination technologies of fiber fineness of ramie in China and provided guidance of ramie fiber products quasi-determination in ramie scientific research and production. ramie fiber; fineness instrument; automation; dynamic microscopic observation; real-time image processing 1671-3532(2016)04-0167-09 2016-04-19 冷鹃(1968-),高级实验师,主要从事纤维及纺织品检测技术研究与标准制、修订。E-mail:leng4695@sina.com。 S563.1 A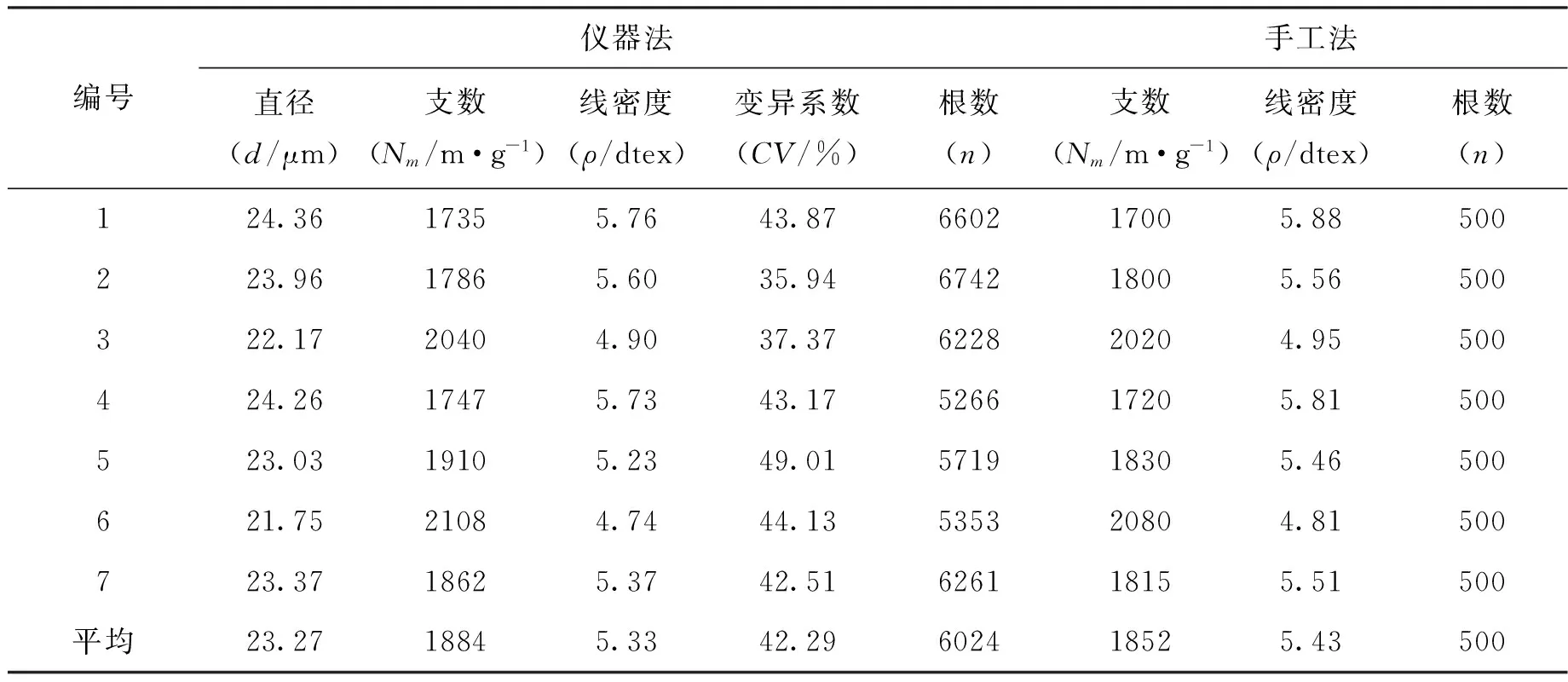

5 结论
