塑料旋转焊接技术(下)
2016-09-15张胜玉
张胜玉
(广州市特种设备行业协会)
塑料焊接技术连载(三)
塑料旋转焊接技术(下)
张胜玉
(广州市特种设备行业协会)
(上接《塑料包装》2016年第1期)
5.旋转焊接头设计
接头设计是旋转焊塑料零件设计的关键因素。应确保获得所期望的的美观外形和焊缝强度。好的接头焊接区域应大于工件的典型壁面,必须提供足够的工件间对齐。待焊工件必须有圆轴(如球体、圆柱、盘、环)和驱动零件部分使上部能旋转(如图2、3)。
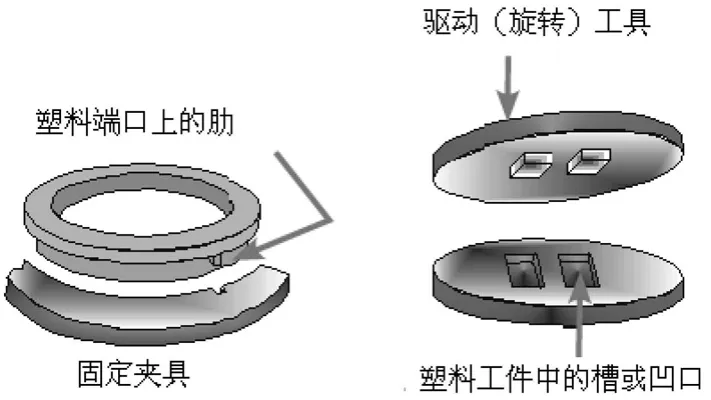
图2 驱动零件
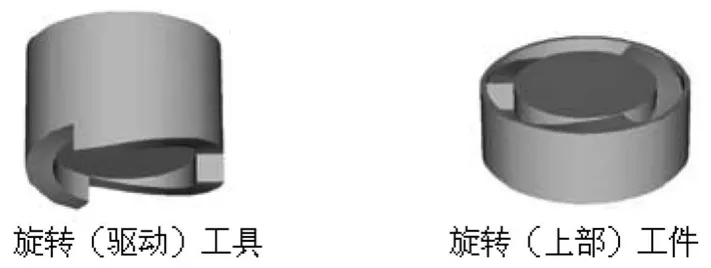
图3 自调整的自动化驱动零件
如图4所示,对接接头是最简单的接头设计,仅用于最终零件中焊接飞边可接受的场合。在某些情况下,在焊接区域零件壁厚加厚以获得更大的接头强度和零件刚性(如图5)。为去除可见区域的焊接飞边,可增加溢料槽。
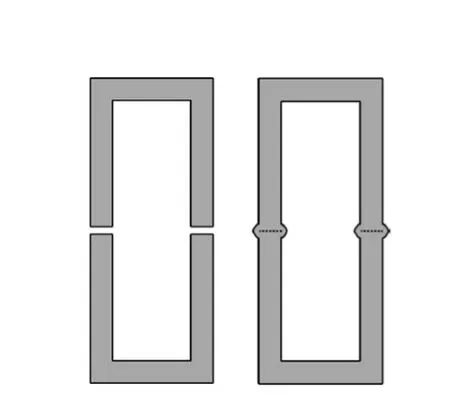
图4 简单对接接头
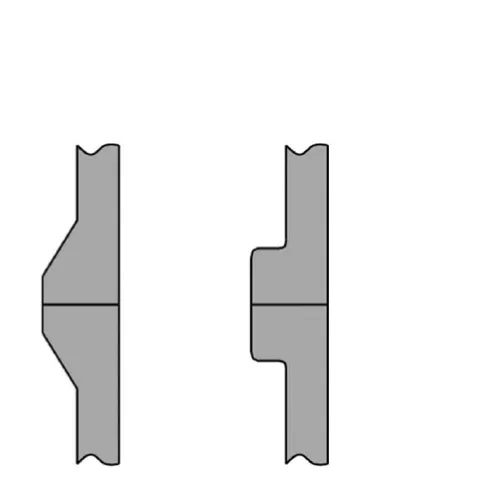
图5 焊缝区厚壁对接接头
如图6所示为飞边位置可控的两种简单的对接接头设计。左侧显示飞边控制在焊接零件内部。上工件的内台阶高于下工件的外台阶。因而出现熔化时,内台阶首先熔化,材料转移到工件内部。在足够的材料熔化后,上下工件的外台阶发生接触,但不会焊接在一起。该设计的焊接区域只占整个工件壁厚的一半。如果焊接强度是100%母材强度,那么接头强度只有母材强度的50%。
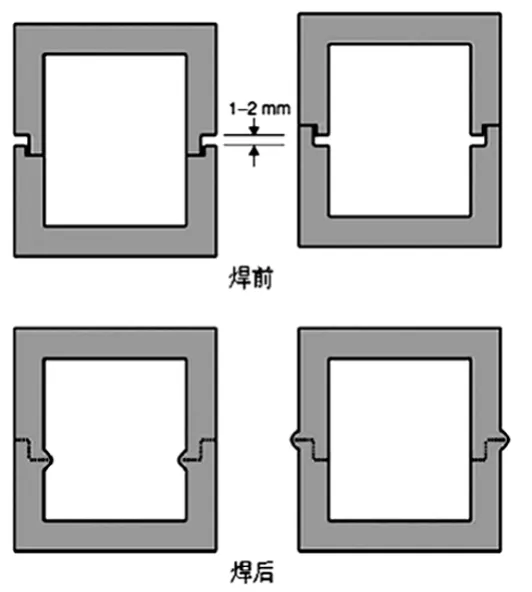
图6 简单对接接头外部(左边)和内部(右边)溢料槽设计
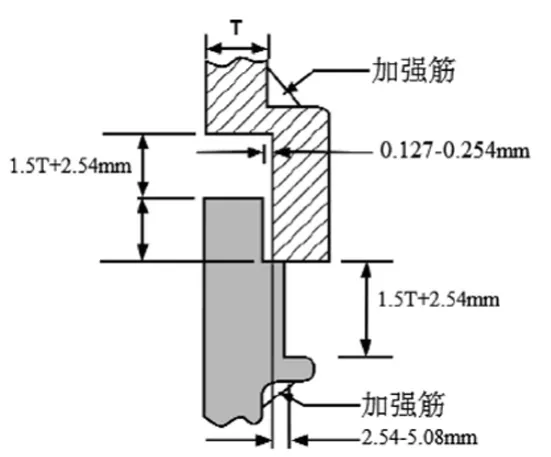
图7 简单剪切接头设计
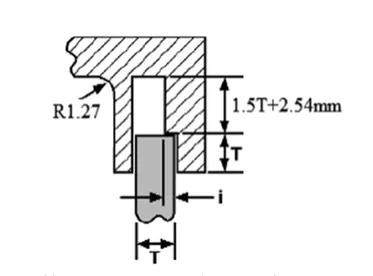
图8 带法兰的剪切接头设计
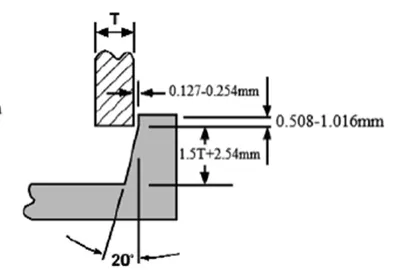
图9 尼龙剪切接头设计
在如图10所示的设计中,使用斜槽或锥形面焊前定位工件及在焊接过程中自动定心工件。这些特殊接头设计增加界面处焊接表面积,降低对该区域更厚壁面的要求。这些设计并不包含溢料槽。
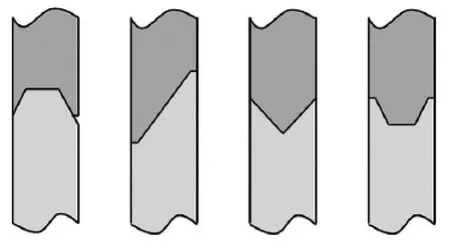
图10 工件自动定心的简单对接接头设计
如图11所示为几种包含零件对齐、自动定心、溢料槽和延长焊接区域的榫槽接头设计。图(a)是最简单的形式,不包含溢料槽但边缘有一个飞边流入的小凹口。飞边与工件外表面齐平且焊后可见。焊前工件之间间隙约为0.1倍壁厚。为防止焊接过程中自锁,角度b不应小于30°。焊接面总长度c+d应大于等于2.5倍壁厚以确保获得足够的接头强度。可添加加强筋到工件壁以提高刚度。图(b)所示的接头设计中两工件都有一个模塑的溢料槽。在工件焊接时接合线可见但飞边不可见。溢料槽的尺寸必须足以容纳从焊接界面挤出的塑料。考虑到可能过焊,最好是比必需空间稍大一点。图(c)是侧缘设计,飞边贮存在槽中,接合面隐藏在侧缘下。

图11 榫槽接头设计:(a)基本接头,
如图12所示为典型的旋转焊件接头设计实例,有些提供不止一个熔化表面。图(a)-(d)所示的榫槽设计提供良好的零件对齐和比简单对接接头更大的接触表面积,因而最常用。图(e)尤其适用于座或盖的焊合。
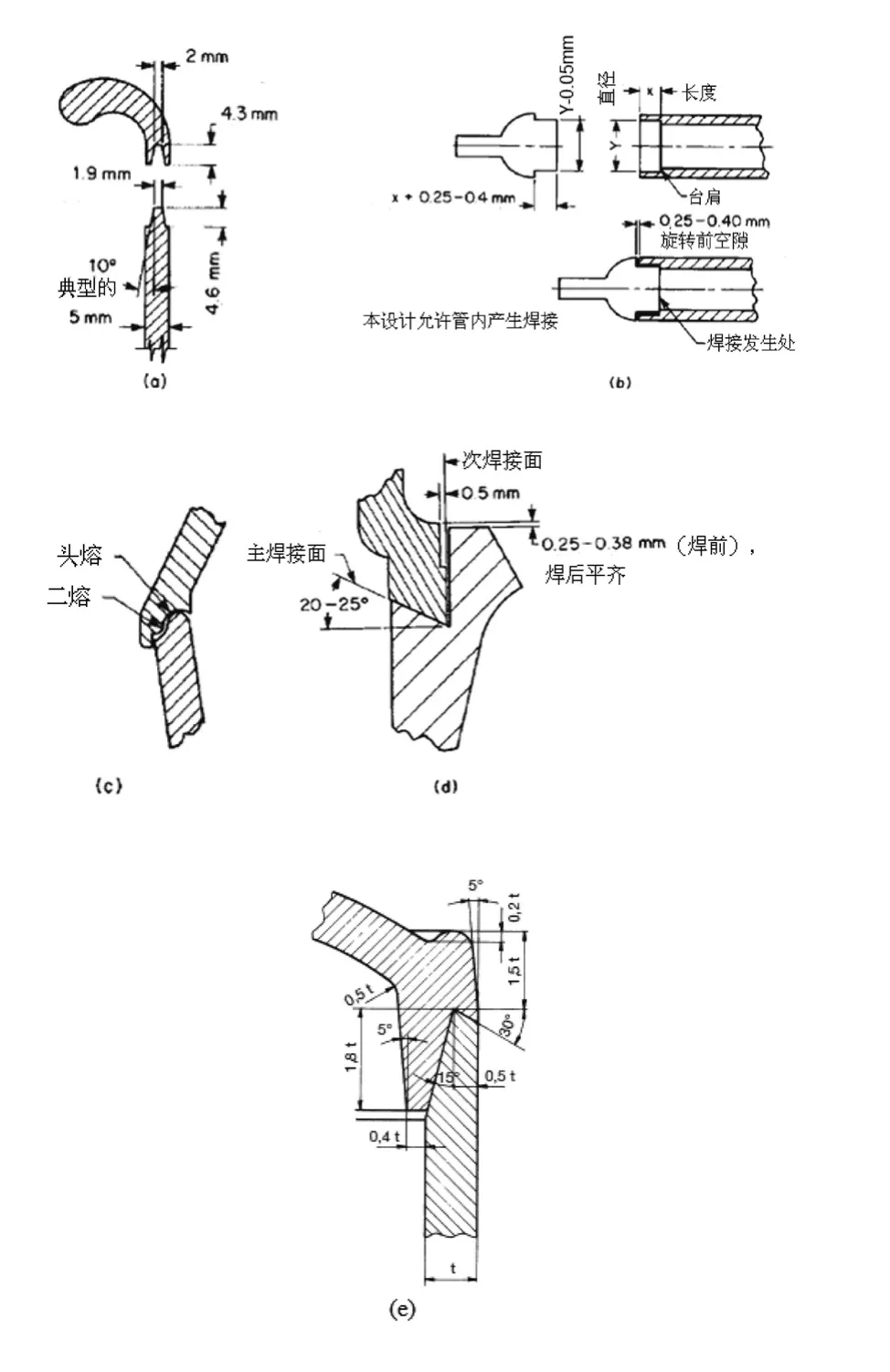
图12 旋转焊件典型接头设计
6.旋转焊特点
旋转焊的优点是简便、能量效率高、质量好(可获得比母材自身强度高的密封接头)、能焊材料广(适用于绝大多数热塑性塑料及某些异种塑料)、生产率很高(大部分工件的焊接时间只有几秒,多头自动装置焊接简单的圆形接头可达到每分钟300个零件的生产速度)、焊缝不引入外加材料、不用考虑环境因素。旋转焊可焊接大断面,对长而高的工件,旋转焊优于超声波远场焊(尤其在工件是波状外形或有开口、伸出部分或者材料是半结晶性塑料时)。理论上旋转焊工件最大尺寸不受限制。现已焊接的最大直径工件为1100mm。工件本身可以是任何形状,只要所需焊接的配合面是圆形的即可。旋转焊基本费用比其它焊接方法低。所需基础设备比较便宜,但辅助设备如夹具、送料装置、卸料装置可能抬高系统成本。依工件形状和大小而定,将工件固定在旋转电机上的夹具可能比较复杂。由于旋转焊运用的是旋转运动,因而限于有圆形结合面的工件。由于界面处发热量取决于相对表面速度,圆形零件外缘直径更大、表面速度更高,因而温度更高。这会造成温差,在接头中产生内应力。为减轻这种影响,有空心截面和薄壁的接头更可取。旋转焊工件之一必须能相对另一个自由旋转。突起部或限制旋转的其它偏心组件会妨碍旋转焊的使用。如果焊机没有办法停止旋转于精确位置,焊后需特定取向的工件不适宜旋转焊。
7.旋转焊应用
旋转焊最早用于制造充液罗盘。汽车行业应用包括罐、瓶、阀、灯、过滤器、滤杯(滤罩)、空气导管、加油管、弯头与歧管的焊接、挤压管材与燃油滤清器模制件的连接、三都平软管与聚丙烯进气管的焊接。器械行业应用包括:阀门、偏流器、真空吸尘器罩、洗衣机弯管、冰箱滤水器、果汁与苏打冷饮机分路器。其它典型应用包括:桅冠灯、深水浮标、聚乙烯浮球、浮筒、化油器浮子、止回阀、弹出式灌水栓、油漆罐盖、喷雾罐、气雾瓶、传动轴、蓄气筒、灭火器、吹塑聚乙烯瓶、化妆品容器、丁烷打火机、饮料杯、保温杯、隔热碗、注射器、水罐等。旋转焊还用于塑料管道(如聚乙烯管或聚氯乙烯管)的焊接与修补。旋转焊也是一种流行的大批量产品(如包装和玩具)焊接方法。旋转焊可用于结构件的组装,如通风管与吹塑燃料箱的连接、油位计与透明聚碳酸酯观测孔同聚甲醛托架的焊接及容器顶部和底部的焊接,还可用于螺柱与塑料零件的连接。
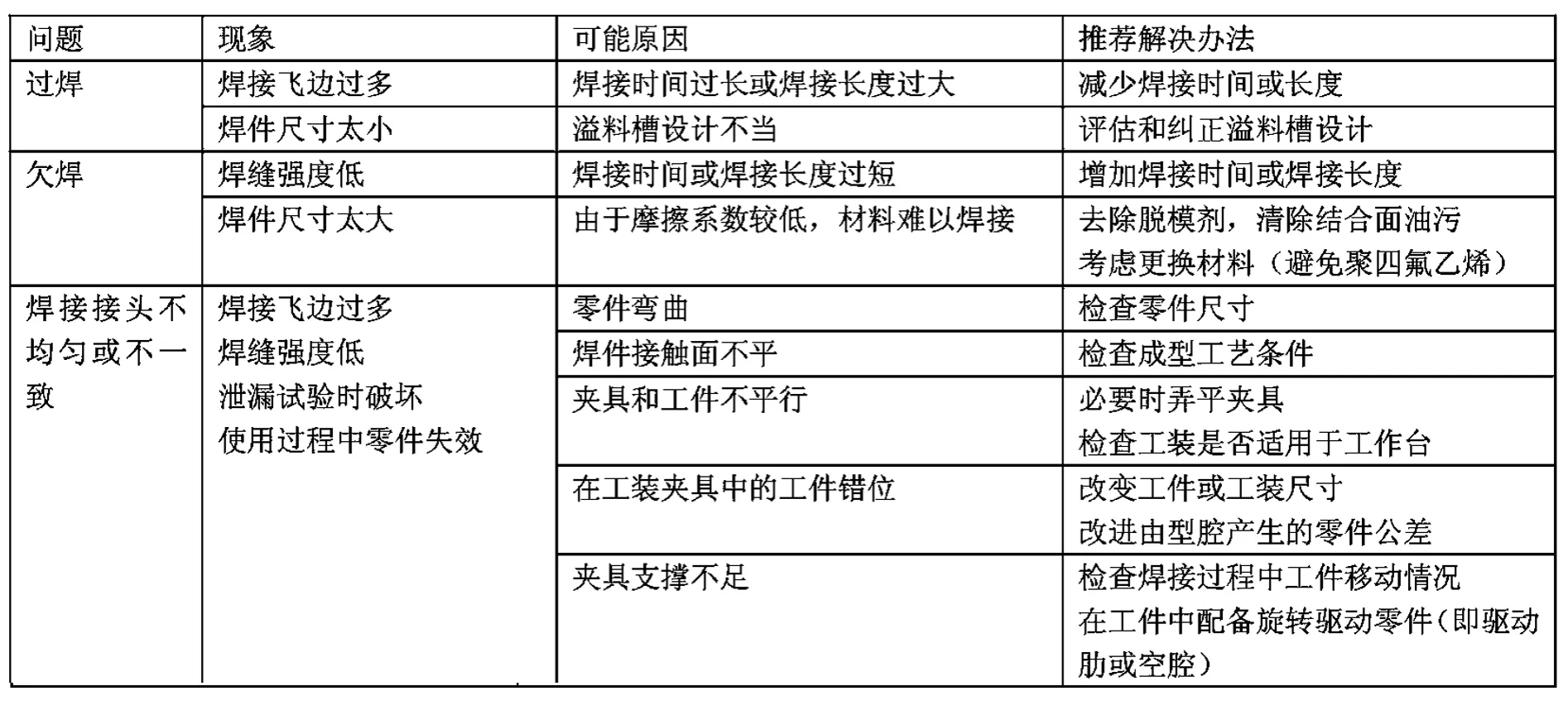
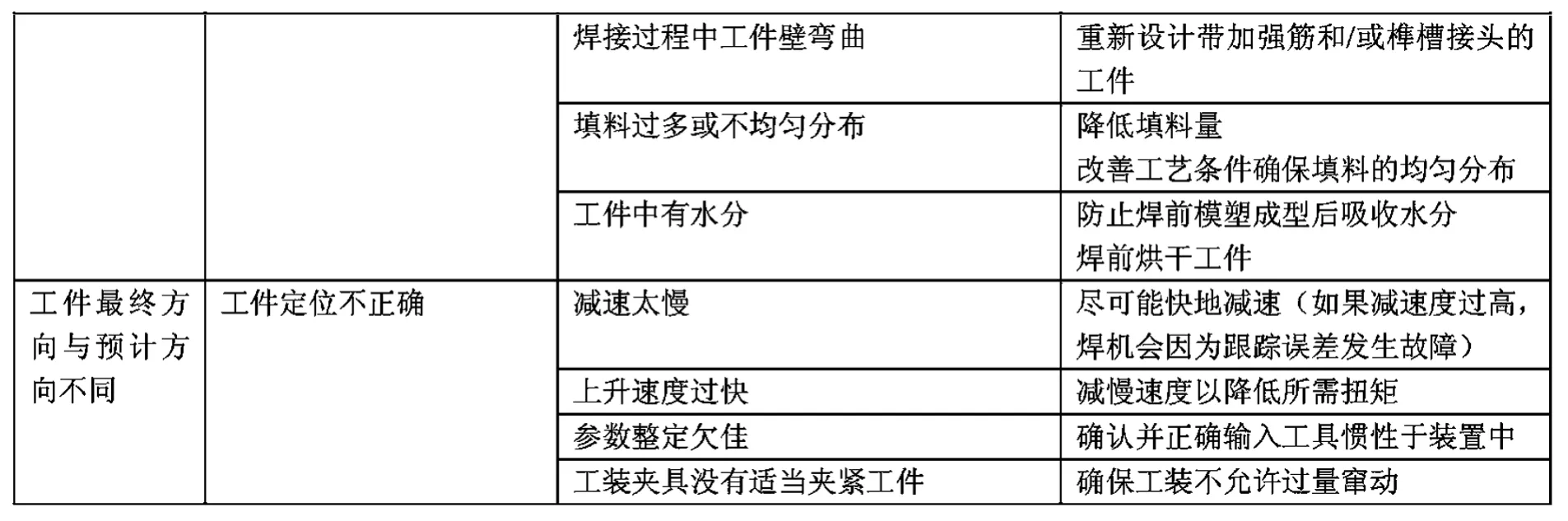
8.旋转焊常见问题分析与处理
9.结语
旋转焊是一种用于组装圆形结合面塑料工件的摩擦焊接方法。旋转焊用摩擦力提供界面处的熔化热。摩擦热熔化表面并不加热或损伤接头以外的区域。焊接过程中施加足够的压力挤出少量的树脂飞边及过量气泡。
旋转焊工件前,必须考虑以下三条:a)材料种类及开始发粘的温度;b)工件直径;c)要形成多少飞边及如何处理飞边。
旋转焊组件的基本设计依据是工件之一在焊接面内必须能相对另一工件自由旋转。突起部或限制旋转的其它偏心组件会妨碍旋转焊的使用。旋转焊设计必须提供良好的零件对齐。壁厚也很重要。薄壁在焊接过程中会弯曲并有效减少相对运动和压力。
旋转焊成功焊接所必需的因素包括:工件旋转速度的确定、工件旋转时驱动器的适当压力。好的接头焊接区域应大于工件的典型壁面,必须提供足够的工件间对齐。待焊工件必须有圆轴(如球体、圆柱、盘、环)和驱动旋转部分。
旋转焊的优点是简便、高质量、能焊材料广、生产率很高、可焊接大断面、可获得比母材自身强度高的密封接头。焊缝不引入外加材料,不用考虑环境因素。由于旋转焊运用的是旋转运动,因而限于有圆形结合面的工件。
旋转焊比其它连接方法熔化和移动的材料多三倍,因而非常适合于产生耐压密封接头。密封性能是旋转焊广受欢迎的最重要特点。由于加热局限于焊接界面,很少产生过热,冷却时间短,非常适合于自动化流水线。
以前的旋转焊机较简陋,对速度、作用力或位移控制较少。现今的旋转焊机已能使用传感器、伺服电机、微处理器对旋转焊接过程进行极好的控制,可预先确定速度、加速度、减速度、位移、焊接时间和保压时间,还可编制焊机程序使工件停在特定的位置。随着现代科技的进步,旋转焊接在各行各业(如汽车、器械、医疗、日用消费品等行业)的各种塑料圆形接头中发挥了愈加重要的作用。
[1]中国机械工程学会焊接学会.焊接手册第2卷:材料的焊接(第3版)[M].北京:机械工业出版社,2008,1155~1179.
[2]张胜玉.塑料旋转焊[J].国外塑料,2000,(4):31~33.
[3]张胜玉.塑料焊接在汽车工业上的应用[J].塑料,2004,33(6):89~94.
[4]张胜玉.热塑性复合材料及其焊接[J].纤维复合材料,2000,(4):45~48.
(完)
