挤出吹塑成型采用塑料材料的选用
2016-09-15肖志林
肖志林 秦 超
(苏州同大机械有限公司)
中空吹塑技术培训连载(十三)
挤出吹塑成型采用塑料材料的选用
肖志林 秦 超
(苏州同大机械有限公司)
本文主要介绍挤出吹塑成型中几种应用比较广泛的塑料,分别讲述了这些材料的性能及应用场合。
聚乙烯 聚丙烯 聚氯乙烯 ABS 聚碳酸酯
挤出吹塑成型可选用的热塑性塑料大致可分为三大类:
第一类:用于大量生产日常生活用品和工业包装的通用塑料,例如聚乙烯、聚丙烯、聚氯乙烯、纤维素塑料、有机玻璃以及聚苯乙烯。
第二类:用于具有特别性能的高品质产品,例如ABS、尼龙、聚碳酸酯、聚甲醛等。
第三类:用于一些尚属试验阶段的新型塑料,例如聚酚氧、EVA、离子聚合物、热塑性聚酯等等。
在挤出吹塑成型中最常用的原料为聚乙烯、聚丙烯、聚氯乙烯、ABS塑料、聚碳酸酯、聚苯乙烯等。
在实际制造产品挑选某种塑料做为材料时,我们必须了解材料的性能,才能结合产品的使用性能来确定原料。
1 聚乙烯
1.1 聚乙烯
聚乙烯是指由乙烯单体自由基集合而成的聚合物,聚乙烯简写为PE(polyethylene)。聚乙烯是一种结晶型聚合物。聚乙烯的结构取决于它的聚合方式。在较低压力(0.1~0.5MPa)、Ziegler-Natta催化剂作用下聚合而成的是高密度聚乙烯(HDPE,密度一般为0.94~0.97g/cm3)。HDPE分子为线形结构,且分子链很长,相对分子质量高达几十万。假如是在高压力(100~300MPa)、高温(190~210℃)、过氧化物催化条件下进行自由基聚合,生产出的则是具有支化结构的低密度聚乙烯(LDPE,密度一般为0.91~0.926g/cm3),少数情况下可得到中密度聚乙烯(密度范围为0.926~0.94g/cm3)。其中线性低密度聚乙烯(LLDPE),是乙烯与少量高级α-烯烃(如丁烯-1、己烯-1、辛烯-1、四甲基戊烯-1等)在催化剂作用下,经高压或低压聚合而成的一种共聚物,密度处于0.915~0.940克/立方厘米之间。
高压法获得的LDPE支化度高,长短支链不规整,呈树枝状。相对分子量低,相对分子质量分布宽,所以结晶度低、密度低、制品柔软,透气性、透明度高,而熔点低、力学性能低。
低压法获得的HDPE支化度低,呈线形结构,相对分子量高,相对分子质量分布窄,结晶度高、密度高,制品的耐热性高,力学性能比LDPE高。
LLDPE具有规整的短支链结构,虽然结晶度和密度与LDPE相似,但由于分子质量分布窄,使其熔点与HDPE相似,但抗撕裂性和耐应力开裂性比LDPE和HDPE都高。

图1.聚乙烯大分子支链形状
相对分子质量及其分布会直接影响结晶度,进而影响一系列性能,如:强度、硬度、韧性、耐磨性、耐化学药品和老化及耐低温脆折性等越高,而断裂伸长率降低。相对分子质量分布窄,对韧性和低温脆性却有所提高。而耐长期载荷变形,耐环境应力开裂性则下降。所以,相对分子质量分布的宽窄对PE制品的种类与使用性能也有密切关系。
聚乙烯相对分子质量的大小常用熔体流动速率(MFR)来表示。其定义为:加热到190℃的聚乙烯熔体在21.2N的压力下从一定孔径模孔中每10min挤出的质量(g),单位为g/10min。一般情况下,PE的熔融指数越高,其分子量越低,反之PE的熔融指数越低,其分子量越高。PE的熔融指数对其加工影响较大。熔融指数大,则流动性就好,对注射成型有利,但对于直接挤出吹塑来说,则不希望熔融指数过高,特别是HDPE,熔融指数大,型坯易产生下坠,影响型坯的正常成型。表1为密度、MFR及相对分子质量对PE性能的影响。
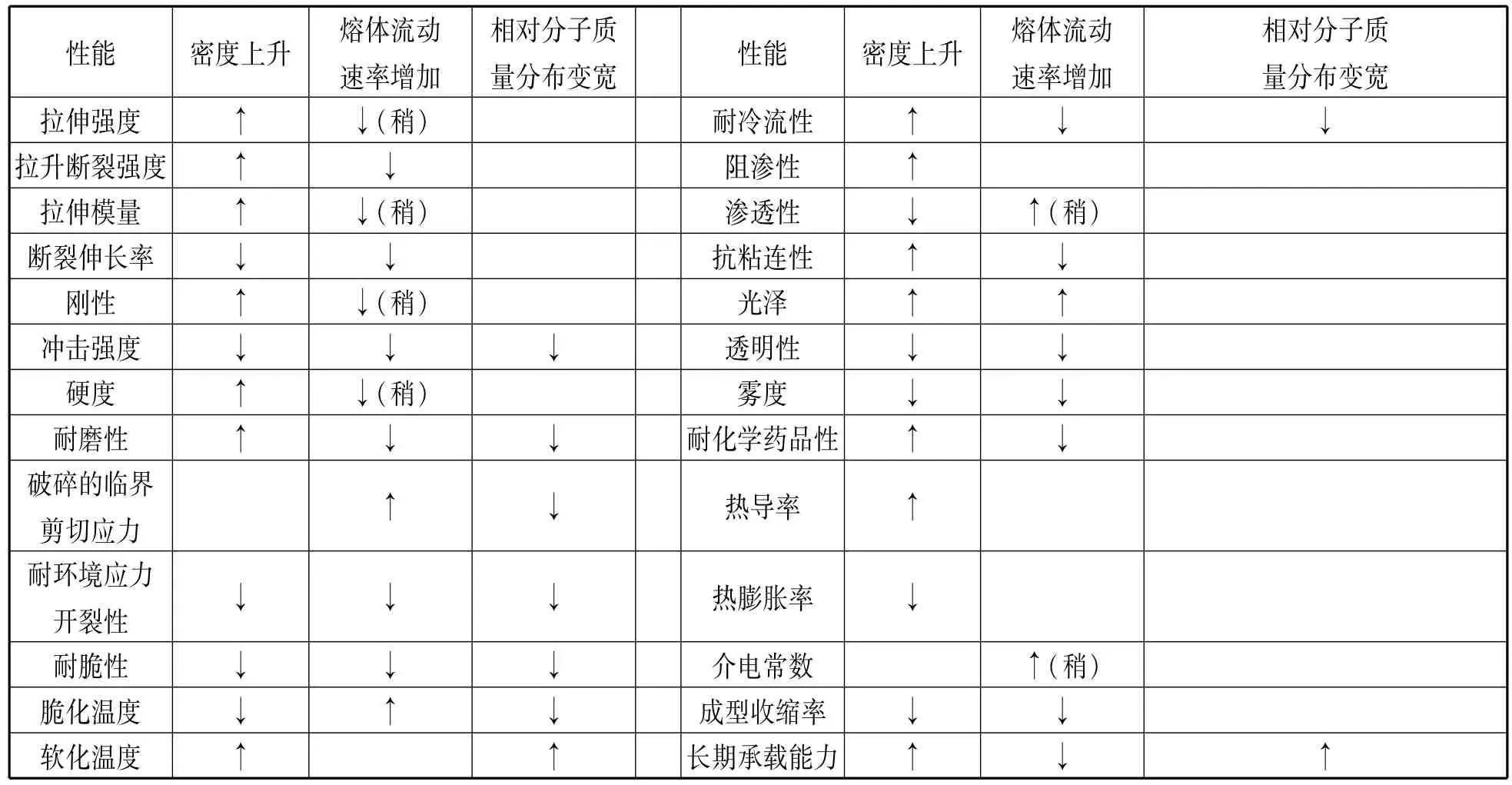
表1 密度、熔体流动速率、相对分子质量对PE性能的影响
1.2 聚乙烯的性能
PE树脂为无味、无毒的白色粉末或颗粒,外观呈乳白色的蜡烛固体。PE的特点:吸水率低(小于0.01%)、透气性较好、力学性能一般、非极性材料、印刷性不好、与其他材料的黏结性差以及易燃。燃烧时低烟,有少量熔融物落滴,有石蜡气味。聚乙烯是最易燃烧的塑料品种之一。聚乙烯的一般性能如表2。

表2 不同类型PE的性能
(1)力学性能PE的力学性能一般,它的拉伸强度较低,抗蠕变性能不好,只有耐冲击性能较好。三种PE比较,冲击强度LDPE>LLDPE>HDPE,其他力学性能LDPE<LLDPE<HDPE。PE的力学性能受密度、结晶度和相对分子质量的影响较大。普通PE的相对分子质量为4万~12万,超高分子量聚乙烯(UHMWPE)的相对分子质量为100万~400万。由于UHMWPE巨大的相对分子质量,增大了大分子件的缠结程度,虽然结晶度、密度介于LDPE与HDPE之间,但冲击强度和拉伸强度都成倍增加,并具有高耐磨、自润滑性。
(2)耐热性PE的耐热性不高,但是随着相对分子质量和结晶度的提高而得到改善。一般使用温度在80~100℃以下,不同PE的耐热性不同,顺序为HDPE>LLDPE>LDPE。PE的耐低温性很好,脆化温度在-50℃以下,不同PE的耐低温性不同,顺序为LDPE>LLDPE>HDPE。
(3)化学性能PE是具有良好的化学稳定性。在常温下可耐酸、碱、盐类水溶液的腐蚀,但不耐强氧化剂(如发烟硫酸、浓硫酸和铬酸等)。PE在60℃以下不溶于一般溶剂,但与脂肪烃、芳香烃、卤代烃等长期接触会溶胀或龟裂。温度超过60℃后,可少量溶于甲苯、乙酸戊脂等溶剂中。
1.3 HDPE在吹塑中的应用
HDPE的性能:冲击强度高、低温韧性好、极好的耐化学性、耐紫外光性差、不需要干燥。
熔融温度范围190~235℃。
典型的料筒温度分布:
加料段:190~200℃;
输送段:195~205℃;
计量段:195~205℃;
机头:195~223℃。
回用料比例:两种原料组分可达到100%而对物理性能影响最小时为宜。
粒料类型:纯树脂的圆柱状。
离模膨胀:(2~3):1,依赖与口模设计和输出速率。
吹胀比:为3:1时较安全,也可达到4:1,依赖制品设计。
悬挂强度:(随下落的时间和尺寸而变化)加工温度适当时可保持较好的悬挂强度。
收缩率:为1.5%~4.0%。
材料特性:自然状态下材料为乳白色,容易燃烧,有蜡烛气味,熔点为130~135℃,能较容易地用刀割削。选择加工温度时尽量把熔融温度控制在加工温度的较低处,能使制品上有高光条纹。
模具冷却:模具温度需保持在7.2~29.4℃,以保证最佳的成型周期。
成型周期:经常受制品的收缩率所限制。
2 聚丙烯
2.1 聚丙烯
聚丙烯(Polyproylene,PP)是由丙烯单体通过气相本体聚合、淤浆聚合、液态本体集合等方法而制成的聚合物。聚丙烯的密度低于聚乙烯。在常温下,它能给吹塑成型制品较高的刚性、强度、耐绕曲,以及具有高于100℃的耐热温度和良好的耐化学腐蚀性等优点。但是,在低温下的冲击强度不好,加工性能比较差,成型收缩率较大以及易老化。所以在吹塑成型中并未大量采用,主要用于热灌装用容器。
2.2 聚丙烯的性能
聚丙烯树脂为白色蜡状物固体,密度在0.89~0.92g/km3之间,是塑料材料中除4-甲基-1 -戊烯(P4MP)之外最轻的品种。聚丙烯综合性能良好,生产工艺简单,而且价格低廉。聚丙烯的一般性能如表3。
(1)力学性能PP具有的力学性能,其拉伸强度和刚性都比较好,但冲击强度依赖于温度的高低,在室温以上冲击强度较高,但是低温时耐冲击性差。PP的力学性能与相对分子质量、球晶尺寸和结晶度有关。相对分子质量低、结晶度高、球晶尺寸大时,制品的刚性大而韧性低。
(2)耐热性PP在五大通用塑料中耐热性是最好的。PP塑料制品可在100℃~120℃之间长时间使用。
(3)化学性能PP材料具有优良的抗吸湿性、抗酸碱腐蚀性、抗溶解性。然而,它对芳香烃(如苯)溶剂、氯化烃(四氯化碳)溶剂等没有抵抗力。
PP耐老化性能不好,在光与热的作用下极易断裂降解。在PP粉料造粒之前加入0.2%以上的抗氧剂可以有效地防止PP在加工和使用过程中的降解老化。
PP成型收缩率比较大,所以在设计模具时要引起注意。PP的成型收缩率可以随着添加其他材料的种类来促使它改变。PP制品在快速冷却时,容易产生内应力,所以制品在进行退火处理后,可以消除内应力,改善冲击强度。

表3 聚丙烯的一般性能
2.3 PP在吹塑中的应用
PP的性能:良好的冲击强度(低温时差)、优良的耐化学性、高的耐磨性、高的熔融强度、吸水率低(不需要干燥)。
熔融温度范围190~232℃。
典型的料筒温度分布:
加料段:187~199℃;
输送段:199~226℃;
计量段:199~226℃;
机头:199~226℃。
回用料比例:两组分时回用料可加到100%,但需加些增白剂,因为当使用回料时,可能产生黄色条纹,低于规定温度5.55~11.1℃加工时可减轻变色现象。
粒料类型:纯粒料的圆柱状。
离模膨胀:(2~3):1,依赖与口模设计和输出速率。
吹胀比:为3:1时较安全,也可达到4:1,依赖制品设计。
悬挂强度:(随下落的时间和尺寸而变化)在合适的温度下具有很好的悬挂强度。
收缩率:为1.4%~2.6%。
材料特性:纯聚丙烯是乳白色的,料又硬而干燥的手感,燃烧时有蜡烛燃烧的味道,170℃时开始熔融。
停留时间:类似于聚乙烯,但是比聚乙烯更容易降解,如果成型加工中必须需要停止熔体流动时,则要保证每20min充料和清理机头。
模具冷却:模具温度需保持在5.5~23.8℃,以便提供最快的生产周期,在此温度范围内可清晰地再现刻花的花纹。
成型周期:经常受制品的收缩率所限制。利用合理的最低模具温度可提供满意的表面光洁度。
3 聚氯乙烯
3.1 聚氯乙烯
聚氯乙烯(Polyvinychloride,简称PVC)是氯乙烯单体在过氧化物、偶氮化合物等引发剂的作用下,或在光、热作用下按自由基聚合反应的机理集合而成的聚合物。
PVC分子链的极性使分子链之间的相对滑动困难,树脂的黏流温度较高,熔融温度(160℃)高于分解温度(120℃),使材料的成型加工性降低。主要表现为以下几点:1、PVC的加工稳定性不好,熔融温度(160℃)高于分解温度(120℃),在加工中容易分解脱出HCI,不进行改性难以用熔融塑化方法加工;2、PVC熔体的流动特性差,熔体强度低,易产生熔体破碎和制品表面粗糙度等现象;3、PVC熔体黏附金属倾向大,熔体之间以及熔体与加工设备之间摩擦力大,需加入润滑剂以克服摩擦阻力。为了克服材料本身的热稳定性差和脆性,以改善它的加工性能,在纯的聚氯乙烯树脂能够加工成具有良好使用寿命的有用产品之前,需要与各种添加剂和改性剂复活,而这些助剂有各种不同的类型。根据树脂和增速剂的比例,大致可以把聚氯乙烯塑料分为硬质聚氯乙烯和软质聚氯乙烯二种。表4为软质与硬质PVC制品的性能。

表4 软质与硬质PVC制品的性能
PVC的力学性能高、硬度大、耐化学腐蚀性好、电绝缘性好、印刷和焊接性好、阻燃、价格低及力学性能可以较容易地通过配方设计进行调整。PVC的缺点为热稳定性不好,加工性能不好,耐冲击性不好,耐老化和耐寒性差。
3.2 PVC在吹塑制品中的应用
由于PVC的配方比较复杂,所以在生产PVC制品的时候在选用配方时要重视并掌握配方选用的原则。
(1)聚氯乙烯树脂的选用聚氯乙烯本身流动性差,须选用较好的流动性聚氯乙烯复合物,一般选用硬质聚氯乙烯、相对分子质量较低的疏松性树脂。工业中常用粘度或K值表示聚氯乙烯树脂相对分子质量的大小。表5为聚氯乙烯型号与绝对粘度、平均聚合度及K值得关系。

表5 聚氯乙烯型号与绝对粘度、平均聚合度及K值得关系
聚氯乙烯的中空吹塑容器用于包装食品或药品时,必须选用含氯乙烯单体低于5×10-6的卫生级聚氯乙烯。
(2)热稳定性的选用聚氯乙烯的热稳定剂很多,但在用于聚氯乙烯的配方中必须注意以下几个问题。
1)食品及药品包装用的瓶类,其热稳定剂必须满足卫生性能上的要求,因此需选用无毒型的热稳定剂,如锌基锡、钙皂及锌皂等。
2)透明瓶选用热稳定剂,必须选用透明性佳的品种,如有机锡类、钙皂及锌皂类等。
3)一定要注意热稳定剂之间以及热稳定剂与其他助剂之间可能产生的相互影响,尽量采用具有协同效应的品种匹配。
(3)润滑剂 选用润滑剂时要注意内、外润滑的平衡,防止用量过多而降低聚氯乙烯塑料的透明性。
(4)抗冲击改性剂 抗冲击改性剂的品种不多,选用的原则是透明瓶首先考虑使用MBS,若透明性要求不高时也可使用EVA,不透明瓶可以选用ABS及氯化聚乙烯等。
(5)加工助剂 在选用助剂时,除了满足成型加工及制品物理力学性能的需要之外,还需要考虑聚氯乙烯塑料的卫生性能和降低成本的问题。常选用的加工助剂有α-苯乙烯聚合物、丙烯酸、苯乙烯聚合物等。
4 ABS塑料
4.1 ABS塑料
ABS树脂是丙烯腈-丁二烯-苯乙烯的三元共聚物,简称ABS(Acrylonitrile-butadiene-styrene)。目前生产的ABS树脂中单体含量一般为:丙烯腈23%~41%、丁二烯10%~30%、苯乙烯29%~60%,三种成分的比例可根据性能的要求而改变。它的合成方法有共混法、接枝发、乳液接枝和本-悬浮联用法以及乳液接枝共混法4种,有十余种制作工艺。
4.2 ABS的性能
ABS树脂是无定形高分子材料,外观不透明,呈浅象牙色,无毒无味,相对密度为1.05g/cm2左右。ABS树脂具有很高的光泽度,与其他材料的结合性好,易于表面印刷、涂层。ABS树脂还有很好的电镀性能,是极好的非金属电镀材料。ABS树脂燃烧缓慢,氧指数约为20%,火焰呈黄色有黑烟,有特殊气味,无熔融滴落,离火后仍然继续燃烧。表6为三种ABS树脂类型的综合性能表。
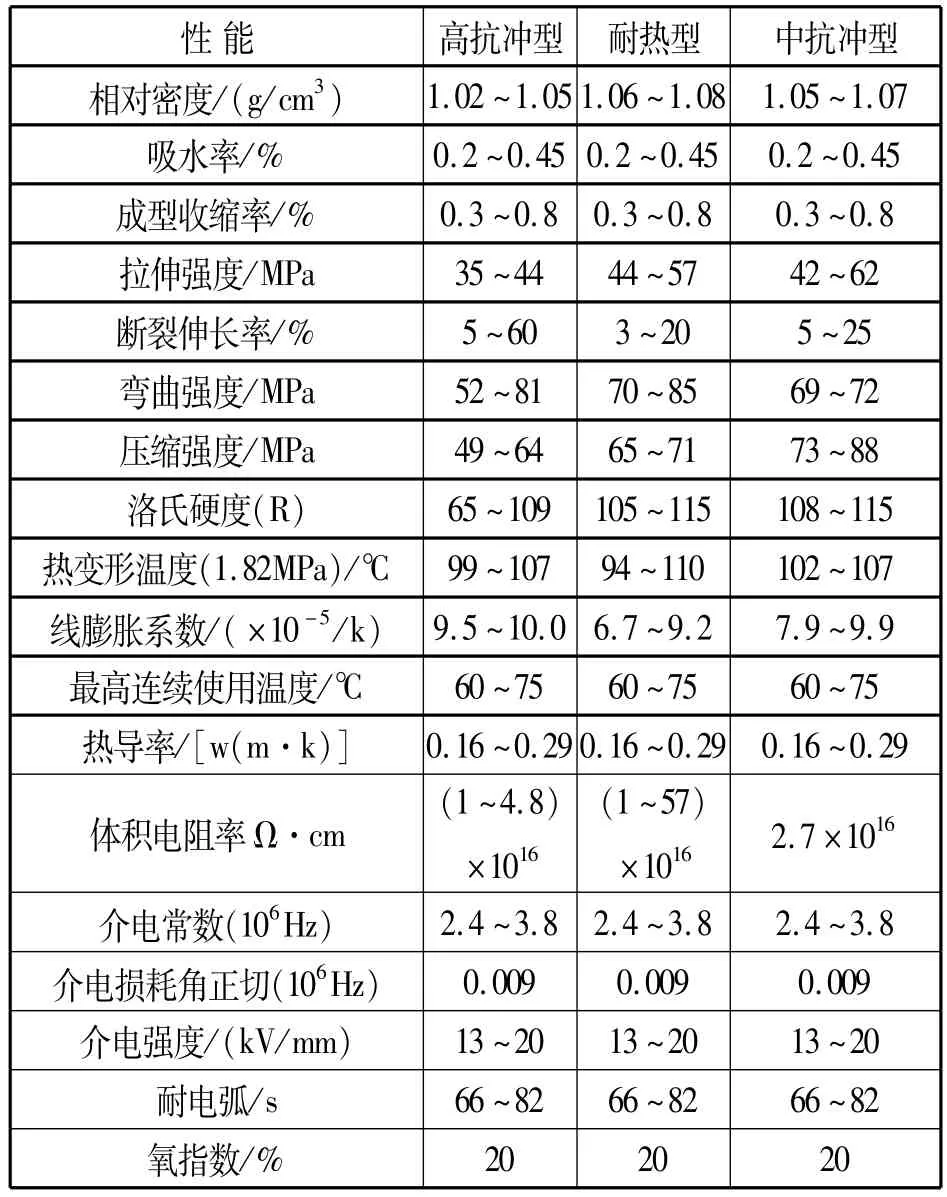
表6 三种ABS树脂的综合性能表
(1)力学性能ABS具有优良的力学性能:冲击强度高、良好的耐磨性、耐油性及尺寸稳定性好。
(2)热性能ABS树脂的热变形温度在80~100℃,制品经过退火处理后还可以提高10℃左右。最高连续使用温度在60~80℃,通过与某些集合物混合后可使其最高连续使用温度提高。如与聚碳酸酯共混后,可提高至95~105℃。ABS树脂具有很好的耐寒性,在-40℃时仍能表现出一定的韧性。
(3)电性能ABS树脂具有良好的电绝缘性,温度、湿度和频率的变化对ABS树脂电性能没有显著影响。
(4)耐化学药品学ABS具有较良好的耐化学试剂性,除了氧化性酸之外,对各种酸、碱、盐等都比较稳定,与各种食品、药物、香精油长期接触也不会引起什么变化。但ABS与烃类溶剂长时间接触,制品会软化或溶胀,能被酮、醛、酯、氯代烃等极性溶剂溶解或形成乳浊状液体,冰乙酸、植物油可引起应力开裂。
(5)环境性能ABS分子链中的丁二烯部分含有双键,使它的耐候性较差,在紫外线或热的作用下易氧化降解。老化破坏的宏观表现是时制品变脆,加入酚类抗氧剂或炭黑可在一定程度上改善老化性能。
4.3 ABS在吹塑中的应用
ABS原料特点:ABS是硬而韧的材料;有较高的抗冲击性能;电绝缘性能良好;可接受通用助剂、填料和增强剂。ABS是吸湿性塑料,材料需提前干燥(干燥器干燥,干燥温度在76.7~82.2℃,时间至少4h以上,最长干燥时间达12h)。
熔融温度范围:198~227℃。
典型的料筒温度分布:
加料段:187~193℃;
输送段:193~221℃;
计量段:193~221℃;
机头:193~221℃。
回用料比例:回料能使用到100%,但是必须考虑到不能影响产品的物理性能,如果在重新使用以前没有储存的回用料也必须干燥。
粒料类型:纯粒料的圆柱状。
离模膨胀:1.5:1依赖于挤出速率和机头设计。
吹胀比:根据制品设计,可为(1.5:1)~(2: 1)。
悬挂强度:比其他工程塑料要好,悬挂强度取决于熔融温度、型胚质量分布及附加的嵌件。
收缩率:为0.4%~0.7%。
材料特性:材料相对密度比1大,干燥时有丁二烯芳香味。
停留时间:在高温下可产生烟雾,并且稳定时间很短。如果射出量至少占机头型腔的80%时,在121℃加热温度以下延长停留时间能减少降解现象。
模具冷却:模具温度范围在23.9~29.4℃,温度越高,刻花的花纹和熔合线的熔接强度越高。产品设计需要两个半模模具保持不同的温度,因为产品结构不同会导致壁厚变化。
5聚碳酸酯
5.1 聚碳酸酯
聚碳酸酯(Polycarbonate,简称PC)是分子链中含有碳酸酯基的高分子聚合物,根据酯基的结构可分为脂肪族、芳香族、脂肪族-芳香族等多种类型。目前最具有工业价值的是芳香族聚碳酸酯,其中以双酚A型聚碳酸酯为主。目前工业化生产中所采用的合成工艺为酯交换法和空气界面缩聚法。
5.2 聚碳酸酯的性能
PC是无毒、无色、无味的透明固体,透明性很高,透明率可达90%,密度约为1.2g/cm3,着色性好,可制成各种色彩鲜艳的制品。
(1)透明度高,聚碳酸酯具有很高的透明性,光泽度好,而且表面硬度较大,不易採毛,使其可以长时间保持高透明性。
(2)热稳定性好及耐候性好聚碳酸酯具有很好的耐高低温性能,120℃下具有良好的耐热性,热变形温度达130~140℃。同时又具有良好的耐寒性,脆化温度为-100℃,长期使用温度在-70~120℃。而且它的热导率及比热容都不高,线膨胀系数也较小,阻燃性也好,并具有自熄性。
(3)具有良好的电绝缘性,聚碳酸酯其玻璃化温度高、吸湿性小,因此可在很宽的温度和潮湿的条件下保持良好的电性能。特别是它的介电常数和介点损耗在10~130℃的范围内接近常数,因此适合于制造电容器。
(4)耐化学药品性,聚碳酸酯具有一定的耐化学药品性。在室温下耐水、有机酸、稀无机酸、氧化剂、盐、油、脂肪烃、醇类。但它受碱、胺、酮、芳香烃的侵蚀,并溶解在三氯甲烷、二氯乙烷、甲酚等溶剂中。长期浸在沸水中也会发生水解现象。

表7聚碳酸酯的综合性能
5.3 聚碳酸酯在吹塑中的应用
PC原料特点:具有极好的耐热性;硬而韧的材料;有良好的冲击性能;有极好的透明性;吸湿性塑料,容易从空气中吸收水分(使用前需干燥,干燥温度:93.4~104℃,干燥时间至少6h,最长干燥时间达18h)。
熔融温度范围:254~271℃。
典型的料筒温度分布:
加料段:249~260℃;
输送段:254~271℃;
计量段:254~271℃;
机头:254~271℃。
回用料比例:应为50%以下,回料对悬挂强度有不良影响。回用料在使用前必须干燥。
离模膨胀:(0.8~1):1。此树脂基本没有离模膨胀,但需要比其他树脂大得多的机头。
吹胀比:典型的1:1吹胀比是本材料进行产品设计的重要特征,因而这种材料能快速的提高冷却速率。
悬挂强度:熔融时劲度很差,型坯难以支撑,所以颈部需要载坯棒。
收缩率:为0.5%~0.8%。
材料特性:粒料比水重,材料在148.9℃时软化,221℃时熔融。
停留时间:如果流动停止,材料将迅速降解,所以必须保持材料流动。降解可能会产生在某一点上,甚至是在流动没有停止的情况下,这一点可通过材料变黄或产生褐色条纹看出。用ABS清机时会增加降解。
模具冷却:模具温度范围在35~99℃,高模温可使刻花的花纹清晰并可完善产品的尺寸稳定性及截坯口的焊接。
开机启用:启动温度比正常操机时温度高11℃,以便减少由冷水加入引起的螺杆高负载,当生产出合适的型坯时温度可降低些。
关机:保持机器运转直到完全没有剩料时为止,用高相对分子质量树脂清机(用ABS清机将可增加降解)。当温度下降时,冷的聚碳酸酯将把挤出机和机头内壁的杂质带出。在长时间生产聚碳酸酯以后,必须拆下机头清理。
生产周期:由于聚碳酸酯冷却速度快,因而生产周期比许多其他塑料都短。
Selection of extrusion blow molding p lastic materials
Zhilin Xiao Chao Qin
(Suzhou Tongdamachinery Co.,LTD)
This paper mainly introduces several more widely used in extrusion blow molding plastic,tells the story of the performance of thesematerials and applications.
Polyethylene Polypropylene PVC ABS Polycarbonate
