SBR+CASS工艺在煤化工污水处理中的应用与探讨
2016-09-14席国辉
席国辉
(河南龙宇煤化工有限公司 , 河南 永城 476600)
SBR+CASS工艺在煤化工污水处理中的应用与探讨
席国辉
(河南龙宇煤化工有限公司 , 河南 永城476600)
以煤为原料生产甲醇的过程中,在煤气化、甲醇酸脱、甲醇精馏等工序会产生一定量的工业污水,污水中所含的污染物主要有COD、BOD5、氨氮、SS等。本文根据长期的现场运行经验,结合化验室分析数据,论述了SBR+CASS工艺在煤化工污水处理中的可行性和先进性,并提出了运行中需要注意的几点建议。
煤化工污水 ; COD ; 氨氮 ; SBR+CASS工艺
河南龙宇煤化工有限公司年产50万t甲醇项目采用先进的壳牌粉煤气化、低压甲醇合成和三塔精馏工艺技术,主要生产工艺为:原料煤经制粉干燥后,在气化炉中与气化剂(氧气、水蒸气)反应生成粗煤气(主要是CO和H2),经降温、除尘后进行CO变换,以调整原料气中CO和H2比例至1∶2。变换后,用低温甲醇洗涤去除原料气中的硫化物、过多的CO2。纯净的CO和H2经压缩后在8.0 MPa压力、225 ℃、铜催化剂条件下合成甲醇,经冷凝得到粗甲醇,粗甲醇经精馏去除高、低沸点杂质后得到产品精甲醇。
1 污水来源及水质分析
生产过程中产生的污水主要包括煤气化工序的气化污水(14.5 m3/h)、酸脱工序排水(8 m3/h)、甲醇精馏污水(20 m3/h)、生活污水(16 m3/h)等,共计58.5 m3/h,具体水质情况见表1。
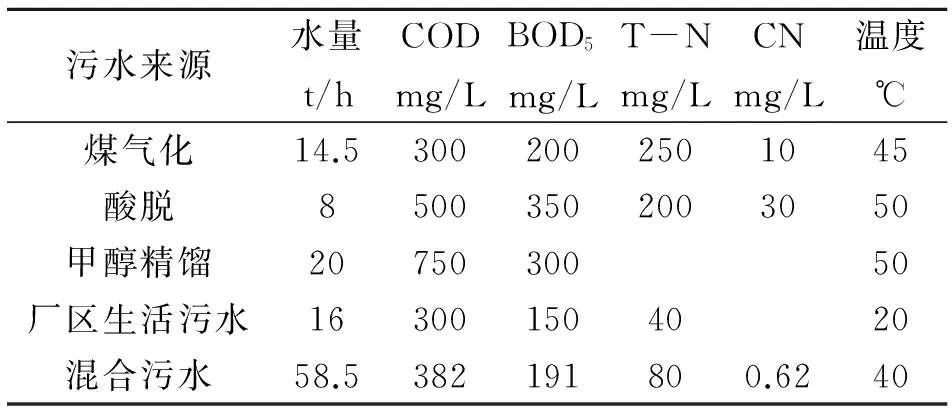
表1 污水进水水质分析
2 处理方案及工艺流程
2.1处理方案
煤气化污水、酸脱污水、甲醇精馏污水在污水处理站经脱氰处理后与厂区生活污水混合进入厂区污水处理站进行生化处理,最后进入公司区域污水处理厂深度处理后达标排放。污水处理站及污水处理厂工艺流程如图1、图2所示。
2.2工艺流程简述
污水处理站设计日处理能力2 400 t,采用序批

图1 污水处理站工艺流程图
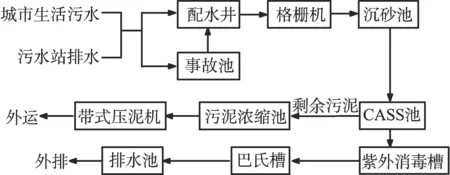
图2 区域污水处理厂工艺流程图
式活性污泥法(SBR)工艺。煤气化污水、甲醇污水经管道送入集水池,监测后根据水质情况泵入pH调节池(事故状态时进入事故池),调节水质、水量后入破氰池,破氰后经混凝沉淀后入均质池。厂区生活污水经格栅机自流入生活污水集水井,再经泵抽入均质池。生活污水和经预处理后的污水在均质池混合均质,进入水解酸化池进行水解酸化处理,将大分子有机物分解为小分子物质,有利于好氧生物处理,同时去除部分COD。经水解酸化后废水泵入SBR池进行好氧处理,去除大部分COD及氨氮后排入监测池。经监测达标后排入区域污水处理厂。
区域污水处理厂设计日处理能力15 000 t,其中城镇生活污水12 000 t,工业污水3 000 t,采用循环式活性污泥法(CASS)工艺。污水处理站排水及城市生活污水经机械格栅去除较大的纤维及杂物后,自流入沉砂池(事故排放时进入事故池),经漩流搅拌后自流入CASS池,CASS池分为生物选择区和主反应区两部分。生物选择区对污水进行均质、均量,将大分子有机物分解为小分子物质,有利于好氧生物处理,并去除部分COD。主反应区通过好氧曝气去除大部分COD及氨氮,将污泥回流到厌氧池进行反硝化反应以去除部分氨氮。处理后合格废水经滗水器排入紫外线消毒池,消毒处理后达标排放。
3 处理工艺可行性分析
3.1方案设计合理,满足水量及出水水质达标要求
本项目产生的工业污水约1 400 t/d,污水处理站设计负荷2 400 t/d,污水处理厂设计负荷15 000 t/d,污水处理设施余量充足,完全满足项目需要,部分出水水质见表2。

表2 污水出水水质分析
3.2技术成熟先进,出水稳定性好
污水站SBR工艺,采用集有机物降解与混合液沉淀于一体的反应器SBR池,与连续流式活性污泥法相比,不设二沉池,耐冲击负荷性强,处理有毒或高浓度有机废水能力强,不易产生污泥膨胀,出水水质稳定,非常适合煤化工工业污水水质及水量变化幅度较大的特点。
污水处理厂CASS工艺作为SBR工艺的变形和发展,其特点为反应器前端设生物选择区,并将主反应区的污泥回流至生物选择区,利用活性污泥的快速吸附作用加速对溶解性有机物生物去除,脱氮除磷效果显著。SBR及CASS工艺流程见图3、图4。
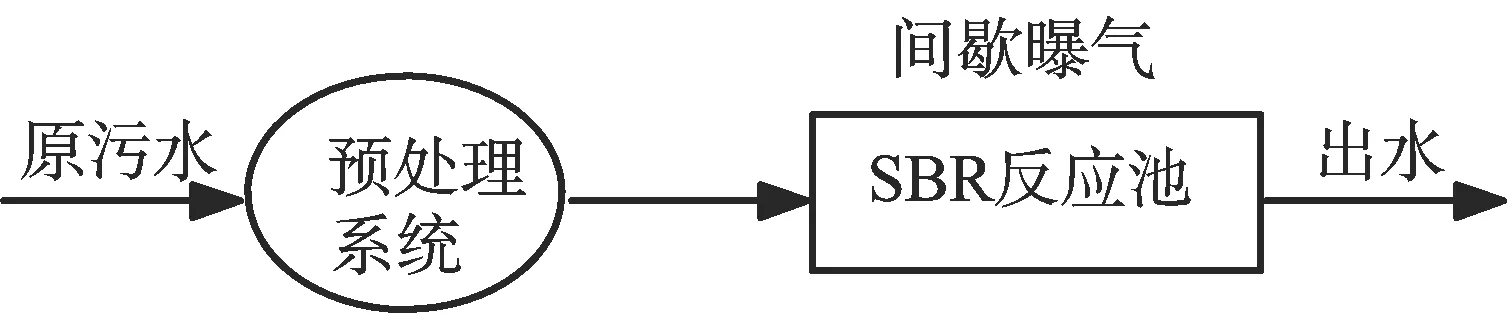
图3 SBR工艺处理系统流程
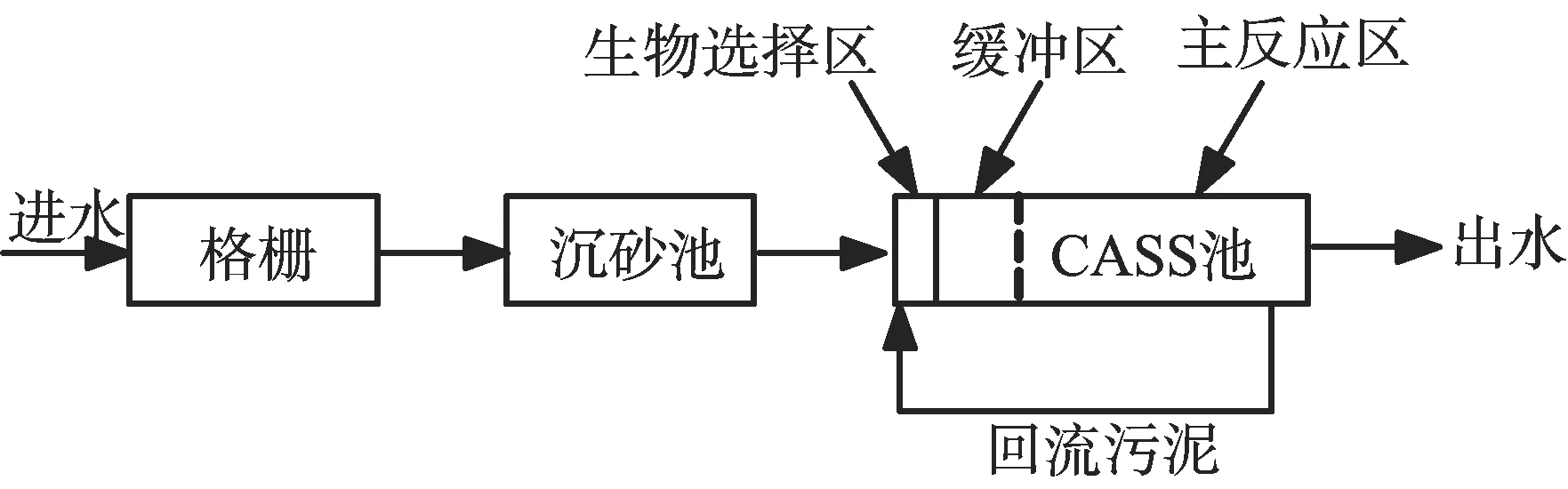
图4 CASS工艺处理系统流程
3.3自动化程度高,操作运行方便
与传统的氧化沟活性污泥处理工艺相比,SBR及CASS工艺活性污泥处理系统工艺流程简单,布置紧凑,占地面积小,采用模块式布置方式,便于系统扩建;系统中无需设置大型刮泥设备及大量的搅拌设备,设备耗电量较低;系统应用电动阀、液位计、DO表、ORP表及可编程序控制器等自控仪表,工艺过程实现全部自动化操作与管理,节省大量的人力成本,操作运行方便,但由于自控系统的复杂性,使设备维修折旧费用增加。具体情况见表3。
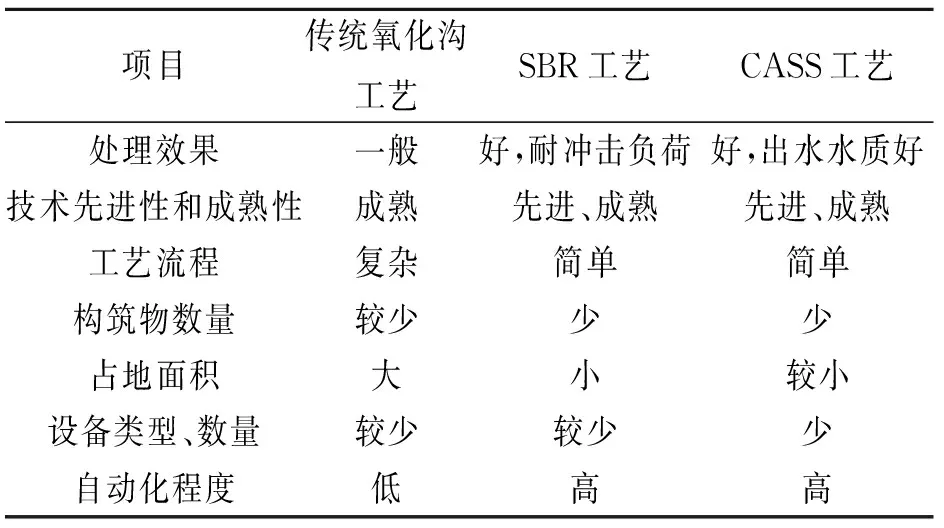
表3 污水生化处理工艺特点对比
2016-06-08
席国辉(1986-),男,助理工程师,从事环保管理工作,电话:15036692063。
TQ085
B
1003-3467(2016)08-0042-02