小直径深孔冷板流道枪钻加工工艺参数研究*
2016-09-07李子昂
李子昂,杨 林
(南京电子技术研究所, 江苏 南京 210039)
小直径深孔冷板流道枪钻加工工艺参数研究*
李子昂,杨 林
(南京电子技术研究所, 江苏 南京 210039)
小直径深孔冷板流道的加工精度直接影响深孔冷板的散热效率和使用寿命。文中采用正交实验法对深孔流道的枪钻加工工艺进行了研究,通过分析刀具转速、进给量及冷却液流量对深孔流道中心线偏差的影响规律,优化了工艺参数。试验结果表明,小直径深孔冷板流道中心线偏斜≤ 0.9 mm/m,可满足深孔冷板的精度要求。
冷板;枪钻加工工艺参数;中心线偏差
引 言
深孔冷板是采用深孔流道与堵头封焊的新型结构冷板,与传统的阶梯凹槽加盖板结构的搅拌摩擦焊冷板相比,深孔冷板具有重量轻、壁薄和换热效率高等优点,可提高液冷系统的散热性能[1-3]。深孔冷板内部有多条深孔流道,这些流道的孔径小,长径比大(通常≥100),精度要求高,尤其是中心线偏斜要求达到1 mm/m。若深孔流道的中心线偏斜超差,冷板的流道壁就会过薄甚至被贯穿,从而导致整套冷板报废。
本文针对小直径深孔冷板流道的枪钻加工,采用正交试验法研究了工艺参数对深孔流道中心线偏斜的影响规律,确定了优化工艺参数组合。试验表明,通过优化切削参数,加工的小直径深孔流道中心线偏斜小,钻孔效率高,可满足深孔冷板的设计精度和加工效率要求。
1 小直径深孔冷板流道结构
小直径深孔冷板由相互贯穿的多个小直径深孔通过封焊堵头后形成冷却液流道。典型深孔冷板的结构如图1所示。深孔冷板流道直径为3~5 mm,最小壁厚仅为1.45 mm,最小中心孔间距为1.5 mm,最高长径比可超过200,中心线偏斜要求小于1 mm/m。由于深孔冷板流道的直径小,孔深长,对表面质量和精度要求高,因此无法采用常规钻孔方法,必须采用枪钻深孔加工技术进行加工[4-6]。
深孔冷板流道的中心线偏斜Δ是指深孔实际中心线与理论中心线之间的偏差δ与深孔长度l的比值,即Δ=δ/l, 如图2所示。若深孔冷板流道的中心线偏斜超差,冷板的流道壁就会过薄,在使用过程中就会出现鼓包,发生泄漏,甚至被直接贯穿,从而直接影响深孔冷板的可靠性和使用寿命。

图1 典型深孔冷板结构

图2 深孔中心偏斜示意图
2 深孔流道枪钻加工试验
2.1 试验方法及工艺条件
根据雷达产品中小直径深孔流道冷板的典型结构,针对5A05铝合金冷板中直径为4 mm的深孔流道的枪钻加工进行正交试验研究。深孔枪钻加工试验的工艺条件见表1。
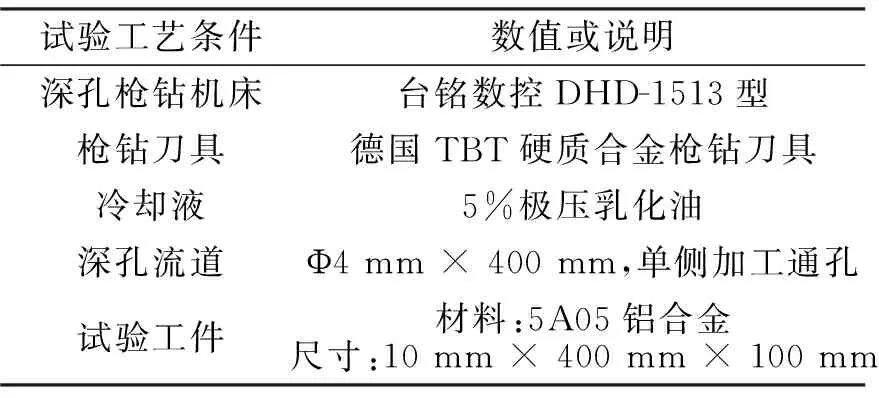
表1 深孔枪钻加工试验工艺条件
在深孔枪钻加工过程中,刀具转速、进给量及冷却液流量是影响深孔中心线偏差的主要工艺参数。因此选取刀具转速、进给量及冷却液流量作为3个影响因素,每个因素取3个水平,根据试验工艺条件和深孔加工经验选取各参数水平值,见表2。
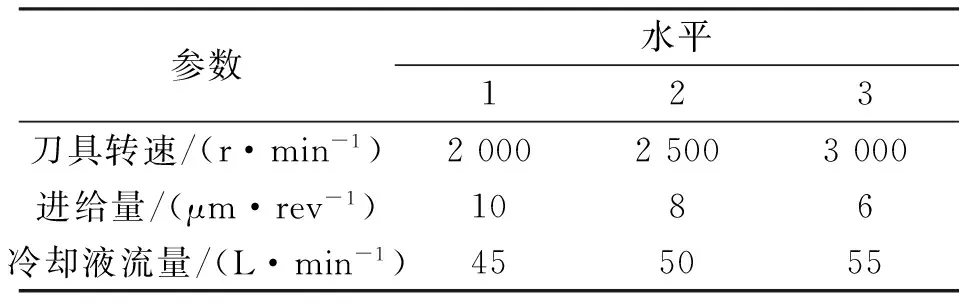
表2 枪钻加工参数水平
本试验为3因素3水平的正交试验,采用L9(34)正交表,见表3。每组工艺参数进行12次加工试验,共钻削108个深孔。加工后的深孔加工试验件如图3所示。
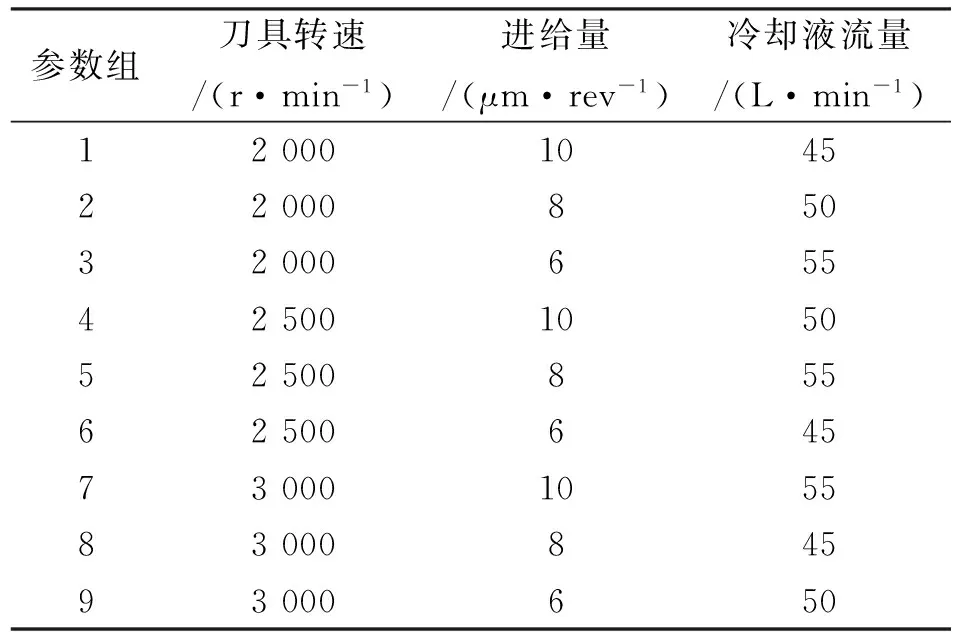
表3 枪钻试验正交表
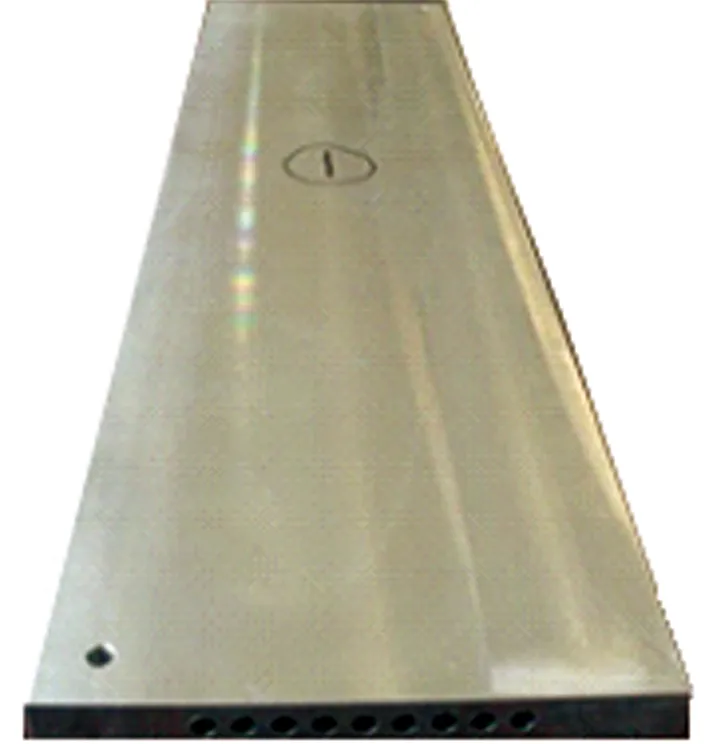
图3 深孔加工试验件
2.2 结果和分析
加工后的试件使用高度仪分别测量两端面深孔中心相对于试件X向基准面的距离x1和x2, 相对于Y向基准面的距离y1和y2,则两端面深孔中心的X向和Y向间距分别为Δx=x1-x2,Δy=y1-y2,如图2所示。深孔理论中心线与实际中心线的偏差δ可表示为
(1)
可根据测量结果,通过式(1)计算得到各深孔的中心线偏差,进而得到各组参数的中心线偏差δ的平均值,见表4。
表4 正交试验结果 mm

参数组123456789δ平均值0.1820.2220.2250.2860.2430.2510.2950.2980.229
根据正交试验结果做出各因素对中心线偏差δ平均值的影响趋势图,如图4所示。从图4可以看出,随着刀具转速、进给量和冷却液流量的升高,深孔流道中心线偏差δ平均值逐渐增大;对中心线偏差影响最大的是刀具转速,最小的是冷却液流量。因此对于5A05铝合金冷板的Φ4 mm深孔流道,要想获得最优中心线偏差,枪钻加工参数就应为:刀具转速2 000 r/min,进给量6 μm/rev,冷却液流量45 L/min。
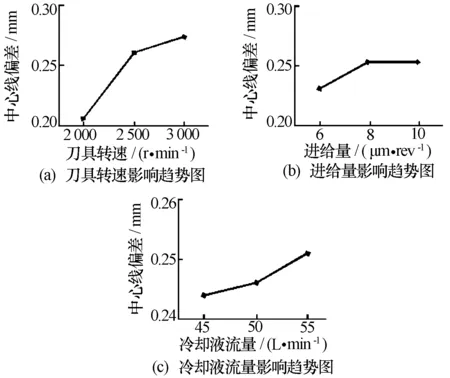
图4 加工参数影响趋势图
2.3 验证试验
根据得到的最优枪钻加工参数进行了深孔加工验证试验,试验条件与表1相同,共加工72个深孔。同样使用高度仪分别测量各深孔中心的X向和Y向间距Δx与Δy,根据试验结果绘制了深孔中心线偏差分布图,如图5所示。

图5 深孔中心线偏差结果分布图
图5所示深孔中心线偏差的平均值为0.164 mm,其分布区间见表5。从表5可知,验证试验加工的72个Φ4 mm × 400 mm深孔的中心线偏差均在0.4 mm以内,其中小于0.3mm的共有63个,占到总孔数的87.5%。试验结果表明,使用优化工艺参数组合可使深孔中心线偏斜≤ 0.9mm/m,可满足小直径深孔冷板流道的加工精度要求。

表5 验证试验结果(Φ4 mm × 400 mm)
3 结束语
本文通过正交试验法研究了枪钻加工工艺参数对小直径深孔中心线偏斜的影响规律。结果表明,深孔中心线偏斜随刀具转速、进给量和冷却液流量升高而增大,其中刀具转速的影响最大。文中确定了最优工艺参数组合,使用该参数组加工的深孔中心线偏斜≤ 0.9 mm/m,并且加工效率良好,可有效解决小直径深孔冷板流道的高效精密加工问题。
[1] 解金华, 邹吾松. 某机载S形深孔液冷板优化设计[J]. 电子机械工程, 2014, 30(4): 1-4.
[2] 王从思, 宋正梅. 微通道冷板在有源相控阵天线上的应用[J]. 电子机械工程, 2013, 29(1): 1-4.
[3] 束瑛. 微通道冷板导热性优化设计[J]. 电子机械工程, 2009, 25(2): 8-9.
[4] 池宪, 闰兵. 航空复杂壳体深小孔的高效精密加工技术[J]. 航空精密制造技术, 2012, 48(3): 37-40.
[5] 胡江林, 焦剑. 加工银铜合金枪钻切削参数优化[J]. 工具技术, 2012, 46(3): 28-31.
[6] 朱丽娜, 梁宁. 一种航空液冷机箱集成制造工艺技术[J]. 电子机械工程, 2013, 28(28): 60-62.
李子昂(1984-),男,工程师,主要从事精密制造及电子设备制造工艺研究。
杨 林(1982-),男,工程师,主要从事精密制造及电子设备制造工艺研究。
Research on Gun-drilling Parameters of Deep Channel Hole with Small Diameter of Cold Plate
LI Zi-ang,YANG Lin
(NanjingResearchInstituteofElectronicsTechnology,Nanjing210039,China)
The machining precision of the deep channel hole with small diameter of the cold plate has direct effect on the thermal performance and service life of the cold plate. The gun-drilling method of the deep channel hole is researched by orthogonal experiments in this paper. The effects of the rotation speed of the tool, the feed rate and the flow rate of the coolant on the center line deviation of the deep channel hole are analyzed and thus the optimal gun-drilling parameters are obtained. The experimental results show that the center line deviation of the deep channel hole with small diameter (smaller than or equal to 0.9 mm/m) meets the accuracy requirement of the cold plate.
cold plate; gun-drilling parameters; center line deviation
2016-01-27
TK124
A
1008-5300(2016)02-0062-03
