大型高精度天线座装配工艺研究*
2016-09-07张德明
张德明
(南京电子技术研究所, 江苏 南京 210039)
大型高精度天线座装配工艺研究*
张德明
(南京电子技术研究所, 江苏 南京 210039)
大型高精度天线座系统是大型X波段有源相控阵雷达的重要组成部分,具有体积大、重量重、精度高的特点,其装配难度大。文中分析了大型高精度天线座系统的结构装配特点,论述了它受力变形及其对装配质量的影响,提出了高精度变形测量的方法,并介绍了大型高精度天线座系统的装配方法,解决了大型高精度天线座系统的制造难题。
高精度;大型天线座;装配工艺
引 言
天线座系统是大型多功能地基相控阵雷达大型相控阵天线的支承和驱动装置,是一个大型高精度二维转台,带动相控阵天线进行雷达所需的方位和俯仰运动,以满足天线工作所需的高精度位置定位需求。它的特点包括:
1)体积大,重量重,采用分块拼装结构,零件的重复定位精度要求高。
2)方位回转支承轴承为交叉圆锥滚子轴承。滚道直径大,可同时承受轴向力、径向力和倾覆力矩,并通过负游隙来提高轴承的抗倾覆能力。
3)俯仰轴承采用了三列滚柱轴承和万向圆柱滚柱轴承[1],外形尺寸大。
4)精度要求高。由于俯仰轴支撑跨距大,轴端变形大,因此用常规的俯仰轴与方位轴不垂直度测量方法(如水平仪测量方法、水银面五棱镜测量方法等)不能满足轴系精度的测量要求[2]。
5)高度方向采用了多层拼装结构,各层零件安装面间的加工平行度累计误差和等高性都会影响天线座的轴系精度。
大型多功能地基相控阵雷达天线座为首次研制,装配要求高,难度大,无成熟经验可循。为了攻克大型多功能地基相控阵雷达天线座的装配难题,本文分析了大型高精度天线座受力变形及其对装配质量的影响,提出了高精度变形测量方法,并研究了大型高精度天线座系统的装配方法,解决了大型高精度天线座系统的制造难题。
1 大型高精度天线座系统装配特点
大型雷达天线座系统由天线骨架、支座和转台组成,如图1所示。
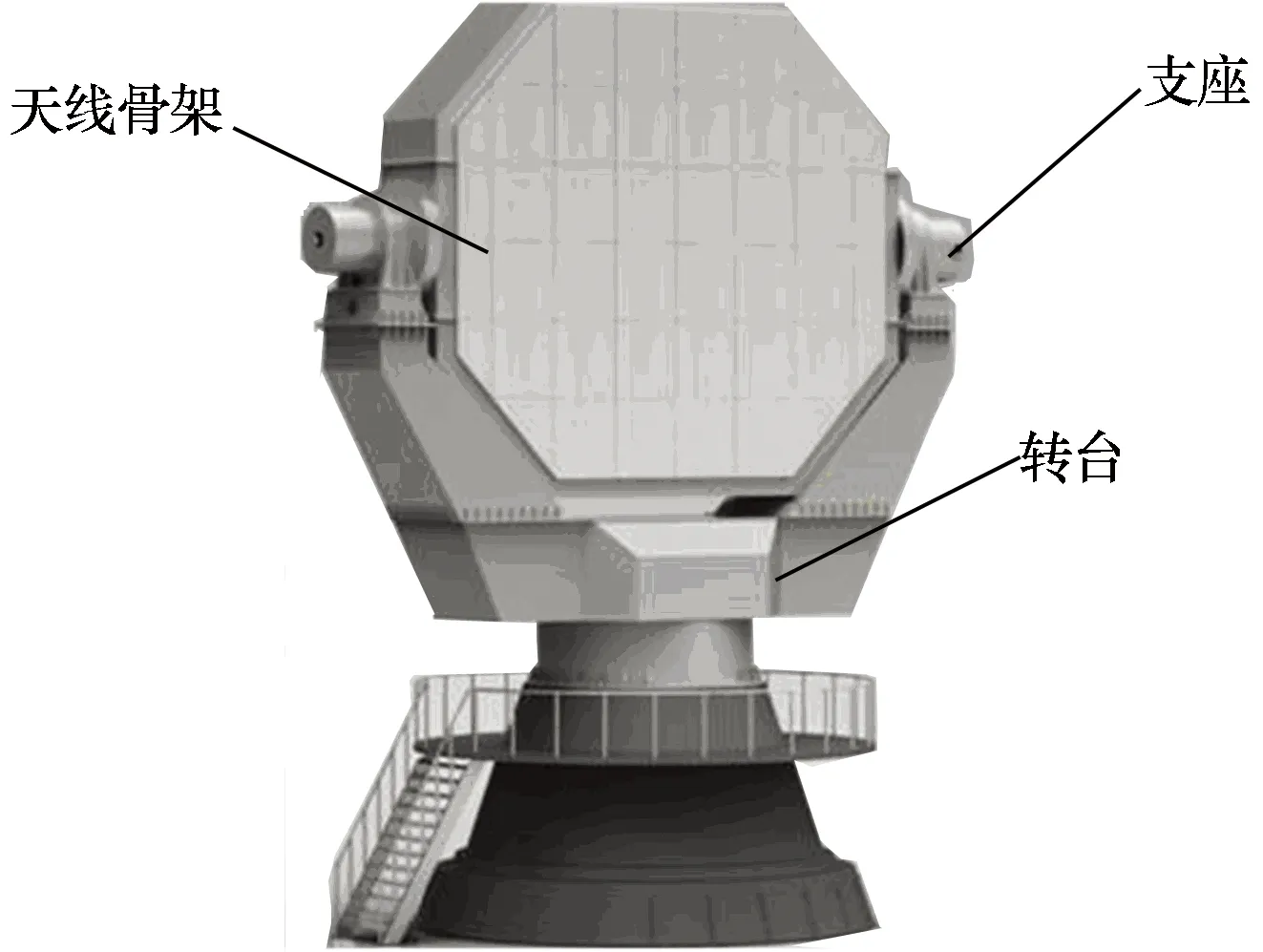
图1 天线座系统结构外形图
大型雷达天线座系统的装配特点如下:
1)分块拼装结构的拼装精度和零件的重复定位装配精度要求高,要保证拼装面的接触精度和拼装件的重复定位精度。
2)层间拼装结构的定位结构尺寸大,稳定性和刚性要求高,装配时制作定位结构需进行高空作业,操作难度大。
3)方位回转支承轴承为负游隙交叉圆锥滚子轴承。为了使天线座在重载下可靠工作,要保证轴承支撑面的接触精度。
4)俯仰轴承体积大,配合精度要求高,装配力大。在轴向有密集螺钉紧固连接,装配时,不但要保证轴承与天线骨架的轴向相对位置精度,还要克服径向的大摩擦力。
5)俯仰支撑跨距大,刚性差,受力后变形大,影响俯仰齿轮副主动齿轮和从动齿轮轴线的平行度和啮合精度。
6)如图2所示,天线骨架的俯仰运动由俯仰驱动系统完成。俯仰轴系统体积大,其装配过程为高空作业,操作困难。

图2 俯仰驱动结构示意图
天线骨架在不同方向的承载刚性不同,在满载情况下,其俯仰轴在不同俯仰角度的变形也不同[3]。图3是在满载情况下,俯仰齿轮副主动齿轮和从动齿轮轴线的平行度和啮合精度受变形影响的结构原理图。
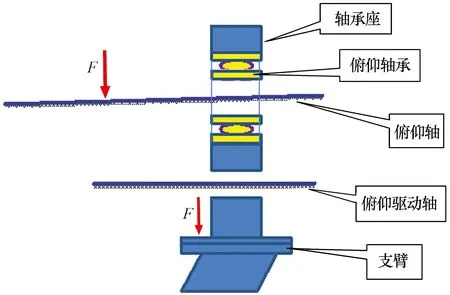
图3 俯仰齿轮副轴线的平行度和啮合精度受变形影响示意图
从图3可知,在载荷F作用下,俯仰轴发生转角变形,支臂发生变形并使驱动轴发生转角变形,主动齿轮和从动齿轮轴线的平行度和啮合精度因而受到影响。而且随着俯仰轴的转动,俯仰轴转角变形也不同,轴线的平行度和啮合精度也不同,从而增加了装配的难度。
2 装配前的准备工作
2.1 在满载情况下,俯仰轴线最大变形测量
由于俯仰轴在满载情况下的变形会影响俯仰齿轮副的啮合精度,因此在装配前要测量满载情况下俯仰轴线无约束条件下的最大变形,为俯仰齿轮副的准确装配打下基础,其测量原理如图4所示。
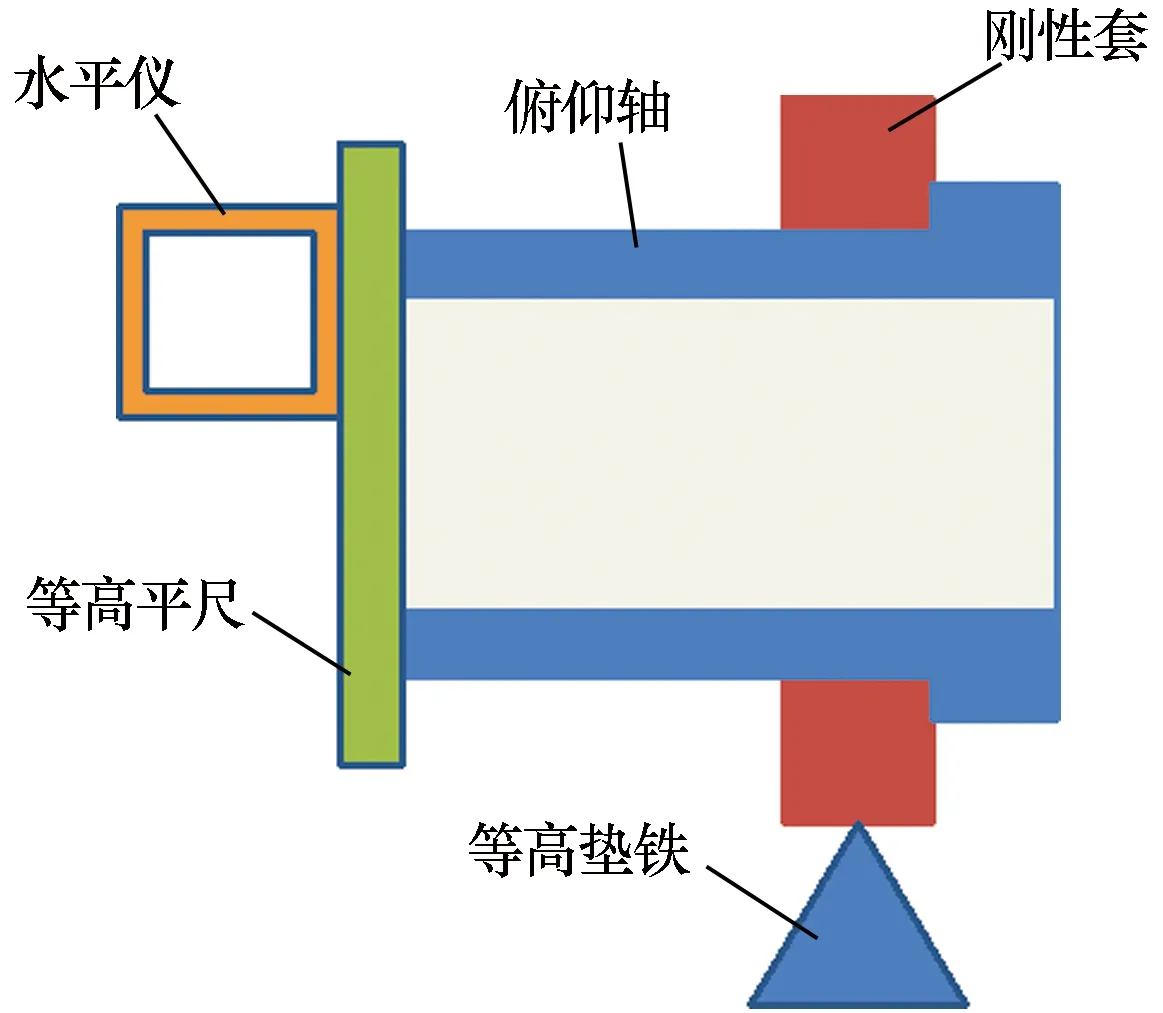
图4 测量原理图
测量过程:1) 利用等高垫铁把天线骨架按图4所示支撑好,基础要稳固;2) 安装模拟载荷;3) 利用水平仪、塞尺和等高平尺分别测量俯仰轴两端的水平偏差角X1和X2。
轴线的转角变形为X= (X1+X2) / 2。测量结果:X1=1.60′,X2=3.50′,X=2.55′。
2.2 天线座加载变形测量
天线座在加载情况下会发生转角变形,进而影响到左右轴承座与左右支臂的连接和俯仰齿轮副的啮合精度,因此在装配前,要进行天线座在加载情况下左右支臂的变形测量,为装配打下基础。图5为天线座加载变形测量原理图。
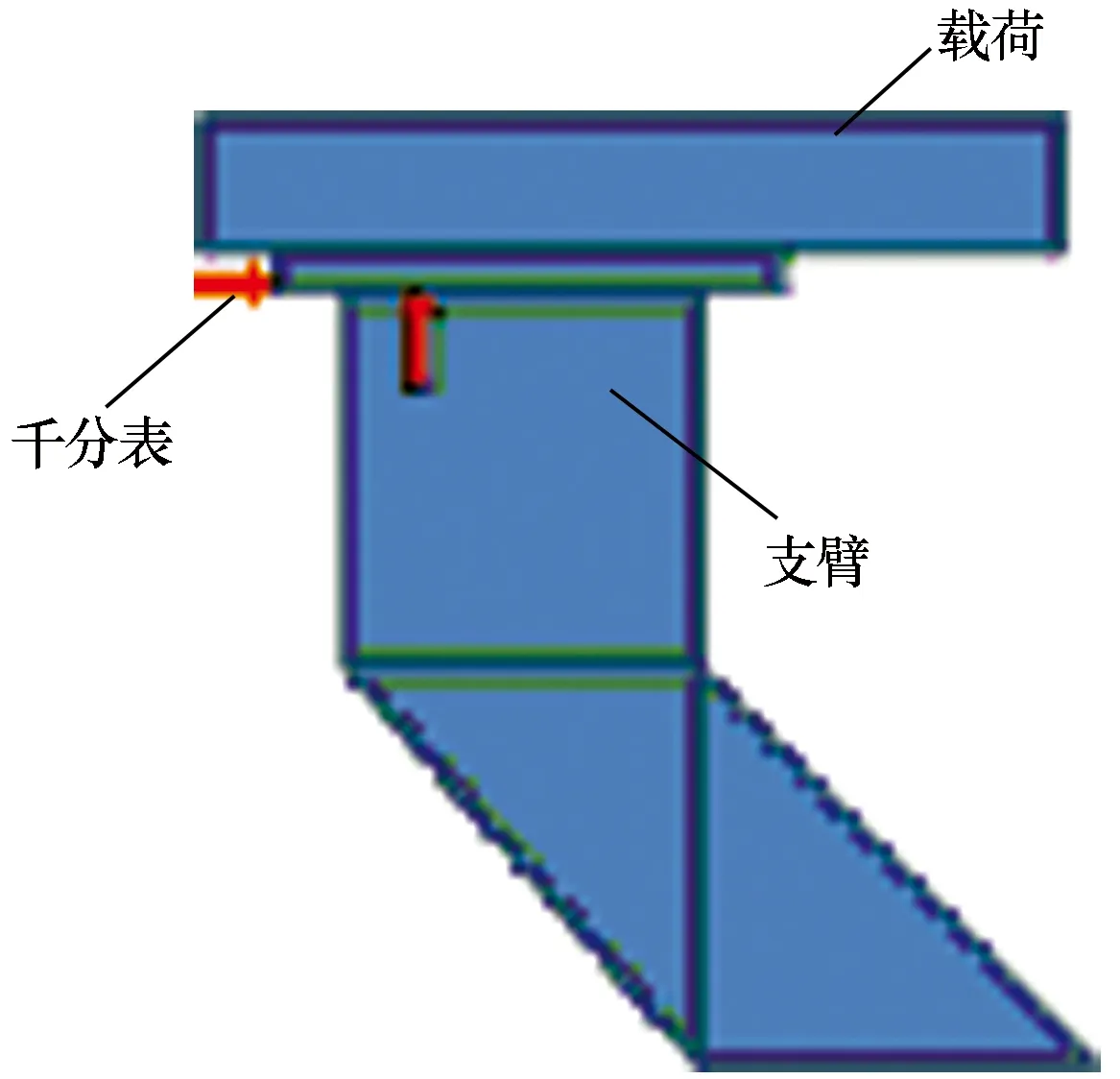
图5 天线座加载变形测量图
测量过程:1) 将天线座紧固在基础上并调水平,安装两支臂;2)将载荷(重30 t的机床基座)吊装到两支臂上,吊机松开不脱钩保护;3)如图5所示,用千分表测量左右支臂的变形值。测量结果:两支臂一端向外展开0.35 mm,一端向外展开0.3 mm。从测量结果可知,天线座加载后的变形量在刚性设计模拟仿真变形范围内,满足左右轴承座与左右支臂的连接装配要求。
2.3 天线座多层拼装结构等高性和拼装面接触精度保证
大型天线座系统由转台、左右支臂和左右俯仰轴承座层层拼装而成,如图6所示。左右对称结构的等高性和层层拼装面的接触精度直接影响天线座的轴系精度和重复装配的拼装质量稳定性。为了保证多层拼装结构的装配质量,在零件制作阶段需进行以下工作:
1)在左右支臂和左右轴承座的精加工阶段,利用组合加工的方法,保证左右支臂和左右轴承座的等高性;
2)采用刮研加工方法,保证多层拼装结构拼装面的接触精度;
3)充分利用数控加工定位精度高的特点,在零件加工阶段,选择合理的拼装基准,制作各层高精度装配的定位结构,保证各层重复装配的尺寸精度稳定性。

图6 天线座层层装配结构图
2.4 俯仰齿轮副主动齿轮和从动齿轮轴线的平行度测量方法和测量基准准备
从图3可知,天线阵面在不同的俯仰位置时,俯仰齿轮副主动齿轮和从动齿轮轴线的平行度也不同。在装配时,为了保证俯仰齿轮副的啮合精度,要对俯仰齿轮副主动齿轮和从动齿轮轴线的平行度进行测量。左右轴承座装配完成后,轴线测量为高空作业,无测量基准,测量可达性差。为了保证装配时测量的精度和可达性,解决在满载情况下俯仰轴的轴端变形和俯仰驱动电机轴的变形测量问题,在零件加工阶段,确定了俯仰齿轮副主动齿轮和从动齿轮轴线的平行度测量方法,制作了用于装配测量的辅助基准。考虑到轴承装配后无测量基准,在左右支座加工时,制作了与驱动齿轮轴线和安装基准面平行的测量基准面,在天线骨架加工时,加工了与轴承安装面同心的测量基准面,保证了高空测量的可达性和测量精度,如图7所示。

图7 辅助测量基准面确定
2.4.1 俯仰轴端变形测量
测量方法:如图8所示,以水平面为基准平面,用千分表测量俯仰轴线与水平基准的偏差,确定俯仰轴线的变形。
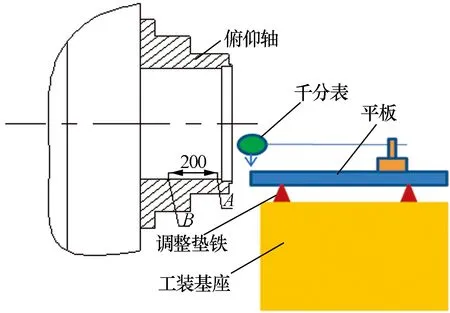
图8 俯仰轴线变形的测量方法
测量步骤:1) 搭好稳固测量工装;2) 用千斤顶和水平仪把平板调水平(在2″以内);3) 用千分表测量俯仰轴端A、B两点的数值,测出俯仰轴线的变形情况。
2.4.2 俯仰驱动电机轴线测量
测量方法:如图9所示,以水平面为基准平面,用水平仪测量轴承座辅助测量基准与水平基准的偏差,确定俯仰驱动电机轴线的变形。
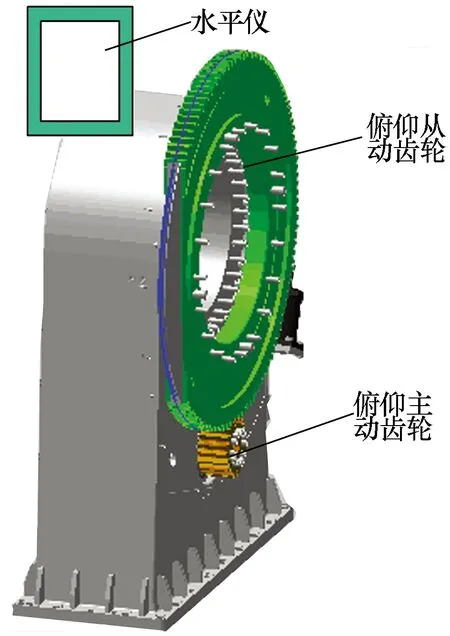
图9 俯仰驱动电机轴线变形测量原理图
3 关键装配过程
3.1 方位驱动系统装配
方位驱动系统主要由转台、底座和方位驱动电机组成,如图10所示。
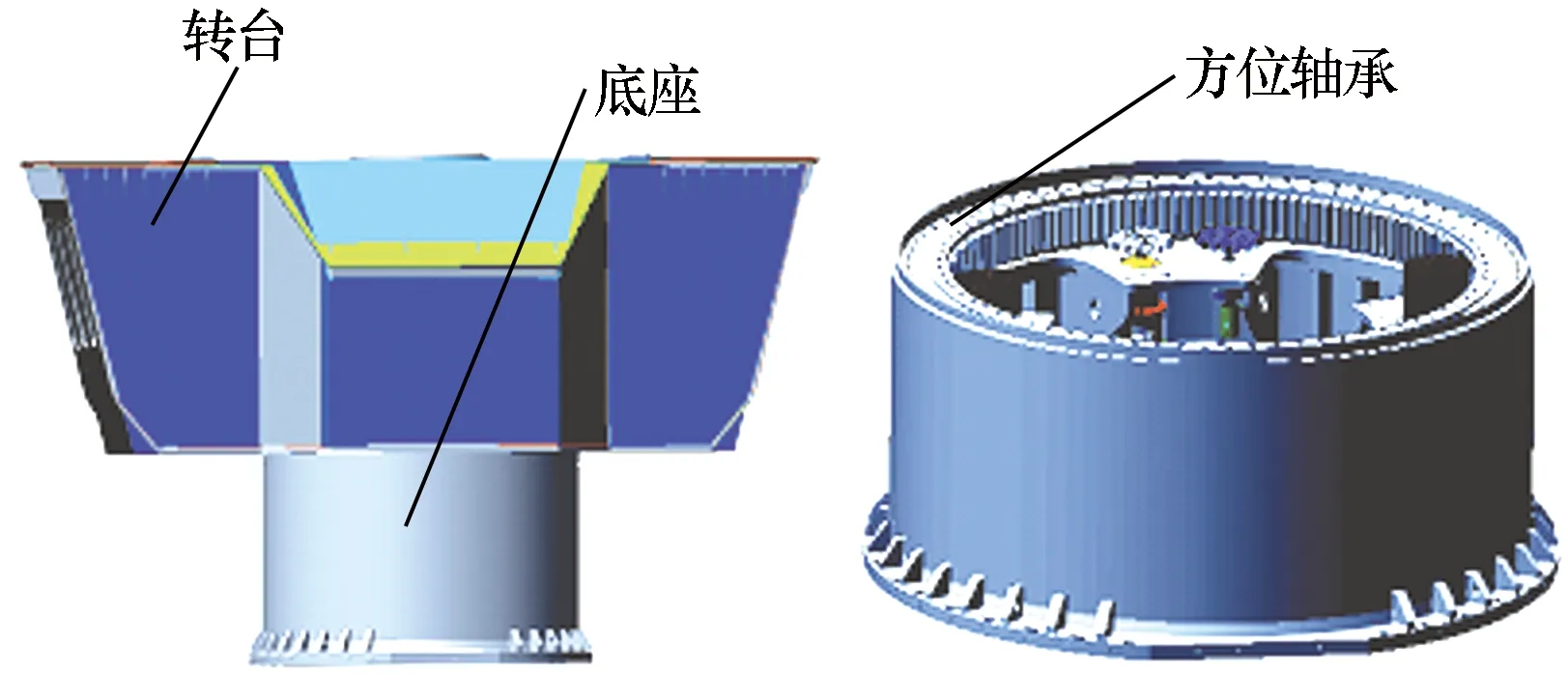
图10 方位驱动系统装配图
方位驱动系统装配流程如下。
3.1.1 装配前的检查
装配前应检查底座和转台方位轴承安装面的平面度和外径配合尺寸、减速机定位孔和回转中心的尺寸精度以及方位轴承齿轮的公法线长度,并检测螺钉紧固前方位轴承的摩擦力矩T1。
3.1.2 底座调平,方位轴承和驱动电机预装[4]
用水平仪将底座调水平,要有稳固安装基础;对方位轴承与底座进行预装配,检查轴承与底座的尺寸配合情况;用螺钉把方位轴承紧固在底座上,并测量方位轴承的摩擦力矩T2,T2与T1基本一致;预装方位驱动电机,通过调整偏心轮保证内外齿轮的最小啮合间隙为0.2 ~ 0.25 mm,齿轮的接触斑点齿高方向不小于50%,齿宽方向不小于70%。
3.1.3 转台和方位轴承装配
用三点螺钉紧固法逐次均匀拧紧轴承紧固螺钉,满足拧紧力矩要求;检测螺钉紧固后轴承的摩擦力矩T2,T2与T1基本一致。
3.1.4 转台与底座组合装配
检测螺钉紧固后轴承的摩擦力矩T3,T3与T1基本一致;复查内外齿轮的最小啮合间隙是否为0.2 ~ 0.25 mm,齿轮的接触斑点齿高方向不小于50%,齿宽方向不小于70%。
3.1.5 跑合试验
按跑合试验要求进行空载跑合试验和加载跑合试验。
3.2 左右轴承座、左右支座与天线骨架的装配
左右轴承座与轴承、左右支座与天线骨架的装配如图11所示。
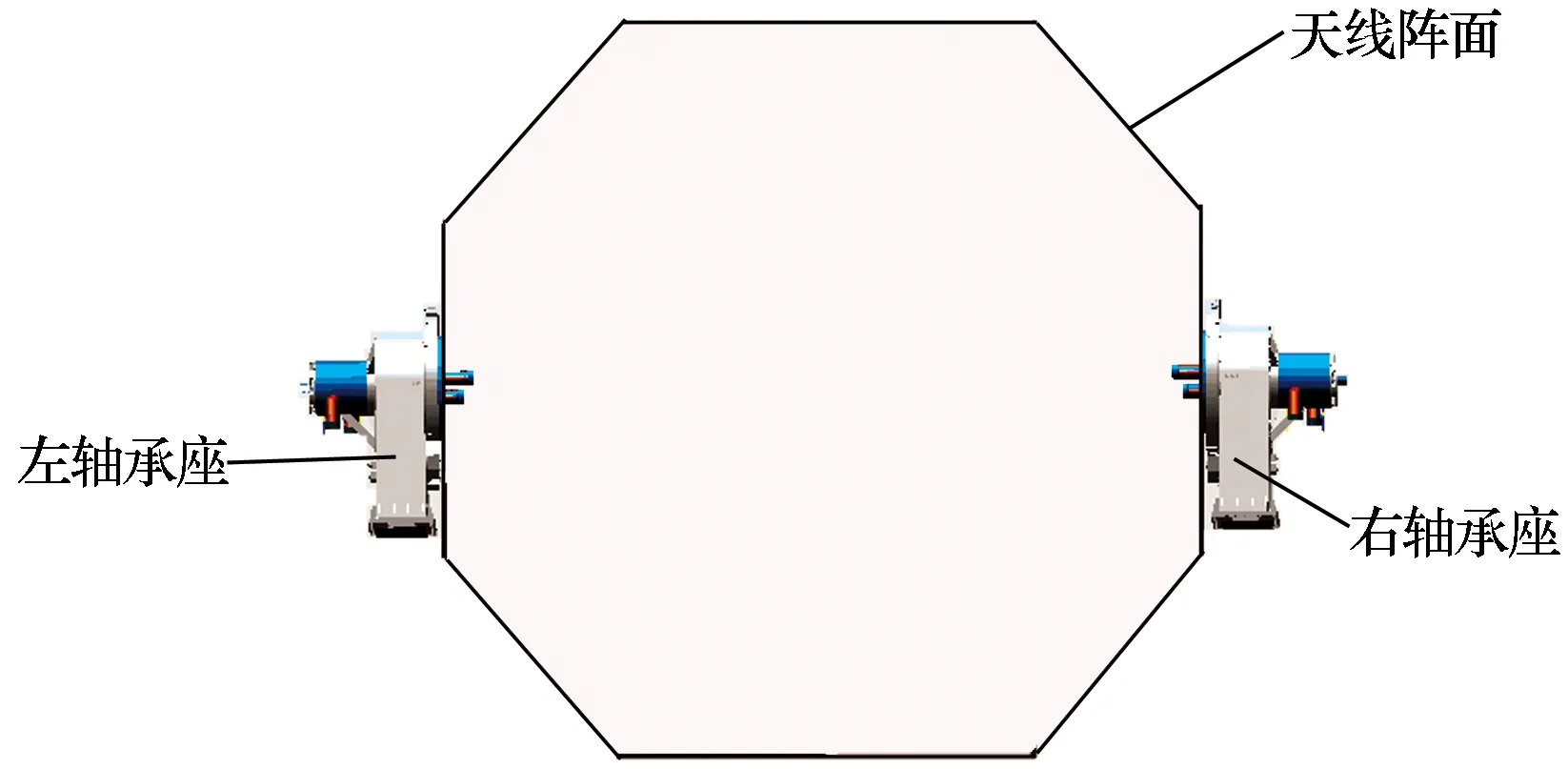
图11 左右支座与天线骨架装配示意图
3.2.1 装配前的检查
装配前应检查:1)轴承的精度,轴承内外圆的径跳和端跳不大于0.05 mm以及自由状态下轴承的摩擦力矩T4;2)轴承内外圆的尺寸精度;3)阵面骨架两端轴承安装位置的尺寸精度;4)左右轴承支座的中心高一致性不大于0.04 mm;5)左右轴承座轴承安装孔的尺寸精度;6)预装俯仰电机,调整偏心块,保证俯仰齿轮副的中心距a满足图纸要求,考虑到俯仰轴满载后会变形,中心距取正公差较为合理。
3.2.2 左右轴承座与俯仰轴承装配
左右轴承座与俯仰轴承的装配如图12所示。俯仰轴承为平面轴承,轴向与轴承座用螺钉紧固连接。为了提高径向承载能力和方便拆装,径向实行高精度过渡配合,配合间隙为-0.01~ +0.02 mm。用履带加热片对轴承座加热,但轴承座热容大,若加热速度过快,就会发生局部过热的现象,影响轴承座的加工精度。因此需用红外测温仪实时检测轴承座轴承安装面的温度,用脉冲加热的方法把轴承安装面的温度控制在110 ℃以下。采用装配工装控制俯仰轴承与轴承座相对位置的精度,保证吊装平稳,快速、准确地完成装配。

图12 左右轴承座与俯仰轴承的装配
3.2.3 左右支座与天线骨架的装配
左右轴承座和俯仰轴承组成左右支座,左右支座仍采用温差法进行安装[5]。一方面用履带加热片对轴承座进行加热(方法同上),另一方面用干冰对天线骨架轴承安装处进行冷却,用红外测温仪实时检测天线骨架轴承安装面的冷却温度(应为-25 ℃),并利用装配定位工装控制俯仰轴承与天线骨架相对位置的精度,保证紧固螺钉位置正确,快速、准确地完成支座与天线骨架的连接装配。
3.3 天线座与天线骨架的装配
天线骨架与天线座的连接装配过程如下:
1)进行装配前检查。如图13所示,检测天线座支臂与支座连接尺寸的准确性,对活动端支座进行调整固定,两支座间距a等于两支臂间距b。
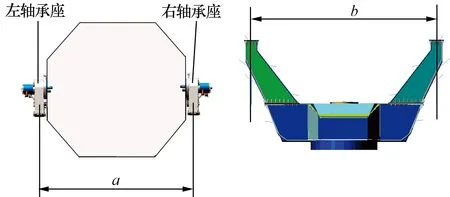
图13 天线座支臂与支座连接尺寸示意图
2)用水平仪调整天线座动态水平,水平在5″内。
3)把天线骨架吊装到天线座上,进行预装。检查左右支座连接安装孔的准确性,并连接好紧固螺钉;安装好测量工装;转动天线座,用千分表测量天线骨架俯仰轴固定端和活动端轴系的高度差h,可以计算得到俯仰轴和方位轴的轴系精度X;利用如图8所示的测量方法,对俯仰驱动系统和俯仰轴的装配质量进行测量,测出天线阵面在0°和90°时天线骨架俯仰轴固定端和活动端的变形A和B,获得轴端转角变形Ω,见表1。利用如图9所示的测量方法,将水平仪放在左右支座的测量辅助基准面上,测出驱动电机轴线与水平的夹角,与Ω1、Ω2、Ω3和Ω4一起,可以得出天线骨架在不同姿态下俯仰齿轮副轴线的夹角β1、β2、β3和β4。

表1 天线骨架轴端变形测量数值表
4)修正调整块。如果预装得到的俯仰轴与方位轴的轴系精度X和俯仰驱动齿轮副啮合精度不满足图纸装配要求,可通过调整图14所示的调整块厚度H和平面角度β进行修正。

图14 调整块示意图
5)进行天线座与天线骨架的装配。把修正后的调整块与左右支座紧固连接好,把天线骨架吊装到左右支座上并连接好,用图8和图9所示的测量方法复测天线座方位轴与俯仰轴的轴系精度和俯仰齿轮副的啮合精度(要满足图纸要求),并进行天线座方位和俯仰运动试验,完成天线座系统的装配。
4 结束语
大型高精度天线座系统体积大,重量重,精度要求高,需进行高空作业,装配难度大,其装配是一个复杂的系统工程,与设计、工艺和装配过程密切相关。做好前期的策划工作,综合考虑系统精度要求、设计基准、装配基准和基准转换等与装配质量有密切联系的关键因素,保证高质量装配的可达性、可测性和装配效率是非常重要的。
[1] 瞿亦峰. 相控阵精密测量雷达天线座俯仰支撑设计[J]. 电子机械工程, 2003, 19(5): 28-29.
[2] 吴凤高. 天线座结构设计[M]. 西安: 西北电讯工程学院出版社, 1986.
[3] 袁海平. 某种特种体制雷达天线座驱动系统设计[J]. 电子机械工程, 2009, 25(1): 36-38, 52.
[4] 张腊梅. 某地面雷达天线座设计[J]. 电子机械工程, 2007, 23(5): 27-30.
[5] 倪剑勇. 滚动轴承的配合与装拆工艺[M]. 北京: 机械工业出版社, 1993.
张德明(1956-),男,研究员级高级工程师,主要从事雷达产品工艺总体设计和金属材料的应用研究。
Research on Assembly and Process Technique of Large Antenna Pedestal with High Accuracy
ZHANG De-ming
(NanjingResearchInstituteofElectronicsTechnology,Nanjing210039,China)
The large antenna pedestal with high accuracy is an important part of the large X-band phased array radar. It is characterized by large size, heavy weight and high accuracy. Besides, the assembly technique of the antenna pedestal is both important and difficult in overall assembly. In this paper, the assembly characteristic of the large antenna pedestal with high accuracy is analyzed. The postload deformation and its effect on assembly quality of the antenna pedestal are discussed. The measuring method of the postload deformation is put forward. And the assembly technique of the large antenna pedestal with high accuracy is introduced. Thus the difficult assembly problems of the large antenna pedestal with high accuracy are solved.
high accuracy; large antenna pedestal; assembly and process technique
2015-11-11
TN820.8+2
A
1008-5300(2016)02-0057-05
