力矩控制在雷达装配中的应用*
2016-09-07孙东梅
孙东梅,周 敏
(南京电子技术研究所, 江苏 南京 210039)
力矩控制在雷达装配中的应用*
孙东梅,周 敏
(南京电子技术研究所, 江苏 南京 210039)
通过适当的拧紧力矩来控制螺纹装配预紧力是一项重要的装配技术,也是机械装配中的难点。我国在力矩控制方面虽然开展了一些研究,但现有的大部分拧紧力矩标准主要从螺栓强度等级角度列出了力矩数值表,并没有从应用对象、被连接件角度考虑力矩的控制量。文中梳理了雷达装配过程中力矩控制应用的需求对象,讨论了力矩控制工程应用理论基础和力矩确定原则。
力矩控制;预紧力;拧紧力矩
引 言
通过适当的拧紧力矩来控制螺纹装配预紧力是一项重要的装配技术,也是机械装配中的难点,因为拧紧力矩与螺纹连接结构形式、螺纹润滑状态、螺纹加工精度等诸多因素有着密切的关系。在雷达装配中采用力矩工具来控制预紧力的操作标准也不是很明确,大部分紧固件的装配主要依靠操作者的感觉和经验。此外,采用力矩工具控制预紧力在实际应用中也存在一些误区。
一种误区认为紧固力矩越大越好。实际上螺纹连接的预紧力对螺纹的总载荷、连接的临界载荷、抵抗横向载荷的能力和接合面密封能力等均产生影响,过大和过小的预紧力都是有害的。如果预紧力太小,在外在因素(如运输状态、工作状态)的作用下,紧固件很容易出现松动、滑脱,导致导电、导热不良以及漏气、漏液等现象;如果预紧力过大,被连接件容易发生变形,并会出现螺纹滑丝或螺栓、螺钉扭断等现象,造成严重质量问题[1]。
另一种误区认为采用了力矩装配就可以达到防松效果,将力矩装配等同于防松措施。对螺纹连接而言,引起连接件松动的主要原因有连接面变形产生松动、受轴向载荷作用产生松动、受横向载荷作用产生松动[2],采用力矩装配并不能解决根本的松动问题。
我国力矩控制方面的标准主要有行业标准和紧固件生产商的企业标准,这些标准主要都是针对螺栓强度等级列出了力矩数值表,并没有从应用对象、被连接件角度考虑力矩的控制量,在雷达装配中应用性较差。本文主要梳理了雷达装配过程中力矩控制应用的需求对象,讨论了力矩控制工程应用理论基础和力矩确定原则。
1 雷达装配中的力矩控制对象
螺纹连接作为雷达结构装配中的重要连接技术得到了普遍应用。随着现代雷达越来越向着高集成、高精度、轻量化、小型化方向发展,轻金属材料、非金属材料选用以及薄壁结构、弱刚性结构设计越来越多,对螺纹连接也提出了更高的要求。传统的凭操作者工作经验对螺纹紧固件进行紧固的方法,在实际工程应用中出现了一些问题,主要体现在预紧力过载,造成螺纹滑丝、在动载荷的作用下紧固件断裂等问题。因此预紧力的适当控制显得尤为重要。
在雷达装配中,力矩控制涉及的范围主要是重要结构件装配、液气连接管路密封装配和电气连接装配等方面。重要结构件装配如天线座轴承装配;液气连接管路密封装配如液压管路连接装配、液冷管路连接装配;电气连接装配如PDS插座装配、SMA和SSMA高频连接器装配等。这些力矩装配对象有的与其他行业的机械装配对象类似,可以类比考虑紧固力矩的选用;有的则具有较强的电子特色,需要针对性地选择适宜的紧固力矩。
在雷达装配中,螺纹连接形式主要有螺栓连接和螺钉连接,力矩控制的实质是螺纹副之间的力矩控制。螺栓连接的力矩控制主要是螺栓和螺母之间的力矩控制,螺钉连接的力矩控制主要是螺钉与装配基材螺纹之间的力矩控制。
2 力矩控制工程应用理论基础
2.1 预紧力
轴向预紧力是指螺纹副刚刚完成装配时,螺栓/螺钉受到的轴向拉伸力。预紧力的大小主要根据螺纹副受力的大小和连接的工作要求决定。设计时首先保证所需的预紧力,又不应使连接的结构尺寸过大。一般规定拧紧后螺纹连接件的预紧应力不得超过其材料屈服极限的80%。对于一般连接用的钢制螺栓/螺钉连接预紧力,推荐按下列关系确定:
碳素钢螺栓/螺钉:Fo≤(0.6~0.7)σsAs
合金钢螺栓/螺钉:Fo≤(0.5~0.6)σsAs
式中:Fo为轴向预紧力,N;σs为螺栓/螺钉材料的屈服极限,MPa;As为公称应力截面积[3],mm2。表1为雷达装配中常见性能等级螺栓/螺钉强度。表2为雷达装配中常用有色及黑色金属强度。
捕鲸船“白德福号”上,有几个科学考察队的人员。他们从甲板上望见岸上有一个奇怪的东西。它正在向沙滩下面的水面挪动。他们没法分清它是哪一类动物,但是,因为他们都是研究科学的人,他们就乘了船旁边的一条捕鲸艇,到岸上去察看。接着,他们发现了一个活着的动物,可是很难把它称作人。它已经瞎了,失去了知觉。它就象一条大虫子在地上蠕动着前进。它用的力气大半都不起作用,但是它老不停,它一面摇晃,一面向前扭动,照它这样,一点钟大概可以爬上二十尺。
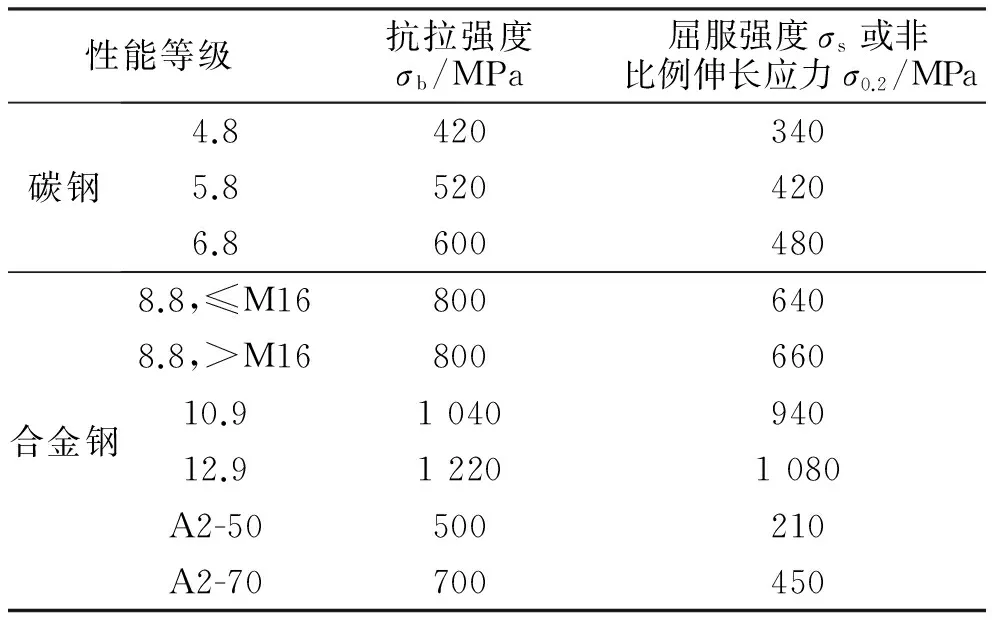
表1 常见性能等级螺栓/螺钉强度(GB/T 3098.1—2010)
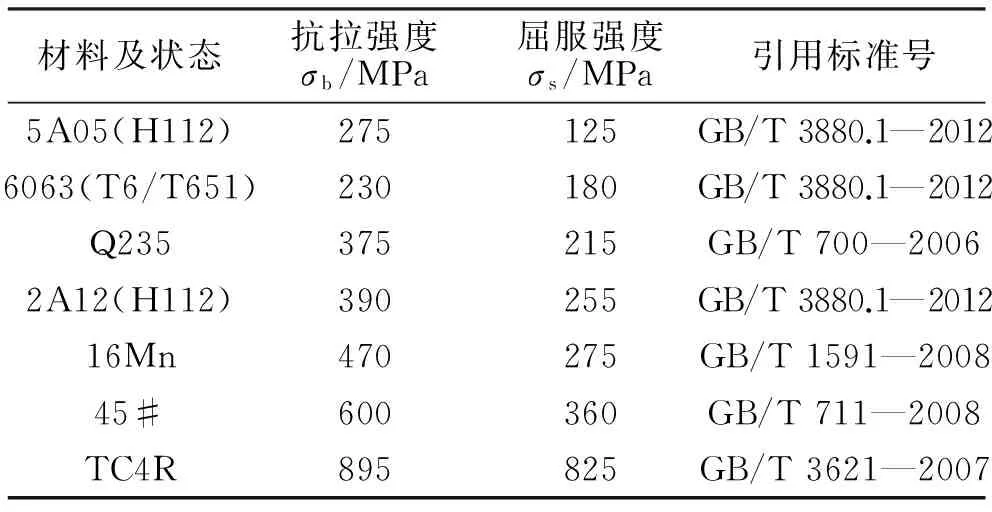
表2 常用有色及黑色金属强度
2.2 拧紧力矩系数
通过控制螺母的拧紧力矩来控制螺栓的预紧力时,必须精确控制螺纹紧固件的摩擦系数,而拧紧力矩系数K既与螺纹直径有关,也与螺栓头端面及啮合部的摩擦情况有关,由于啮合部位状态(粗糙度、表面处理、润滑情况等)不同,因而K值差别较大。拧紧力矩系数的理论公式如下[3]:
式中:K为拧紧力矩系数;d为螺纹公称直径;d2为螺纹中径;φ为螺纹升角;ρv为螺纹当量摩擦角;μ为螺母与被连接件支承面间的摩擦系数;DW为螺母端面与被连接件接触圆直径;d0为螺母下被连接件光孔直径。表3是根据具体零件和使用条件,用试验的方法确定的拧紧力矩系数K的值,供计算时参考[3]。
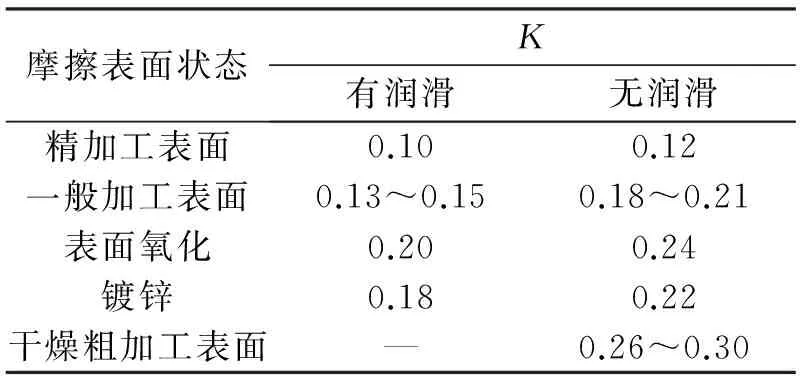
表3 拧紧力矩系数K
2.3 拧紧力矩
在螺纹连接中,通过对螺钉头部或螺母施加拧紧力矩来控制预紧力,用以克服旋合螺纹间的阻力矩和螺母(或螺钉头)与被连接件(或垫圈)支撑面间的摩擦力矩,使螺栓(或螺钉)产生一个稳定的紧固力。拧紧力矩与预紧力之间的关系可以由下列简易公式确定[3]:
T=KFod×10-3
(1)
式中:T为拧紧力矩,N·m;K为拧紧力矩系数;Fo为轴向预紧力,N;d为螺纹公称直径,mm。
3 雷达装配紧固力矩的确定原则
3.1 螺栓连接的紧固力矩确定原则
3.1.1 适当预紧力的确定
碳钢螺栓连接预紧力主要选取螺栓材料屈服极限的60%作为预紧力控制选取原则,合金钢螺栓连接预紧力主要选取螺栓材料屈服极限的50%作为预紧力控制选取原则。如性能等级为6.8,M8的粗牙螺纹螺栓的轴向预紧力Fo=0.6σsAs=0.6×480×36.6=10 541 N。而性能等级为8.8,M8的粗牙螺纹螺栓的轴向预紧力Fo=0.5σsAs=11 712 N。
此处拧紧力矩系数按照表3进行选取。螺栓连接拧紧力矩主要按式(1)计算得出,表4和表5主要按螺栓本身强度等级4.8、5.8、6.8、8.8、10.9、12.9、A2-50、A2-70分类,列举了M4~M6粗牙螺纹在非润滑状态下的拧紧力矩值。安装螺栓时一般应采用旋动螺母的办法拧紧,当必须从螺栓头部拧紧时,其拧紧力矩值应再增加10%。

表4 M4~M6碳钢螺栓拧紧力矩理论值

表5 M4~M6合金钢螺栓拧紧力矩理论值
3.2 螺钉连接的紧固力矩确定原则
3.2.1 适当预紧力的确定
当螺钉紧固时,除了考虑螺钉本身的保证力矩外,还要考虑承载基体的材料强度,以避免在拧紧过程中出现基体被压变形或者基体中的螺纹滑丝、脱扣等现象[4]。对于雷达装配中的螺钉连接结构,不仅要考虑连接紧固件本身的强度等级,还需考虑被连接件装配母材的强度等级,适当预紧力主要参考德国标准中的按螺纹副中较弱材料屈服极限的70%作为预紧力控制选取原则。
以性能等级为A2-50,M3的粗牙螺纹螺钉拧入16Mn钢材料中为例,从表1和表2可知A2-50螺钉紧固件的屈服极限为210 MPa,小于16Mn的屈服极限275 MPa。在计算适当预紧力时,主要选取屈服极限较弱的螺钉材料作为屈服极限理论依据,螺钉拧紧预紧力Fo=0.7σsAs=0.7 × 210 × 5.03=739 N。而同样性能等级为A2-50,M3的粗牙螺纹螺钉拧入6063材料中时,螺钉拧紧预紧力Fo=0.7σsAs=634 N。
在实际工程应用中螺钉拧入屈服极限较弱的母材中时,一般在母材螺纹孔中安装钢丝螺套或插销螺套。此类情况计算螺钉拧紧力时,屈服极限的选取就不能单纯选取较弱母材的屈服极限,而是需要将紧固件材料与螺套材料进行比较,选取屈服极限更弱的材料作为预紧力计算对象。
3.2.2 适当紧固力矩的确定
此处拧紧力矩系数同样按照表3进行选取。螺钉连接拧紧力矩也是主要按式(1)计算得出。在相同装配对象上,一般无润滑条件下的紧固力矩大于有润滑条件下,细牙螺纹的紧固力矩大于粗牙螺纹。表6和表7主要列举了雷达装配中常用的A2-50,M4~M6粗牙螺纹螺钉在非润滑条件下分别拧入不同强度等级母材中的合适的拧紧力矩值。
表6 A2-50螺钉与强度高的母材(Q235、2A12(H112)、16Mn、45#、TC4R)螺纹副之间的拧紧力矩理论值
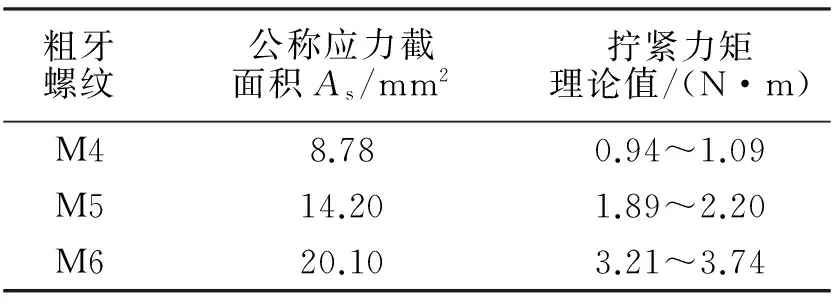
粗牙螺纹公称应力截面积As/mm2拧紧力矩理论值/(N·m)M48.780.94~1.09M514.201.89~2.20M620.103.21~3.74
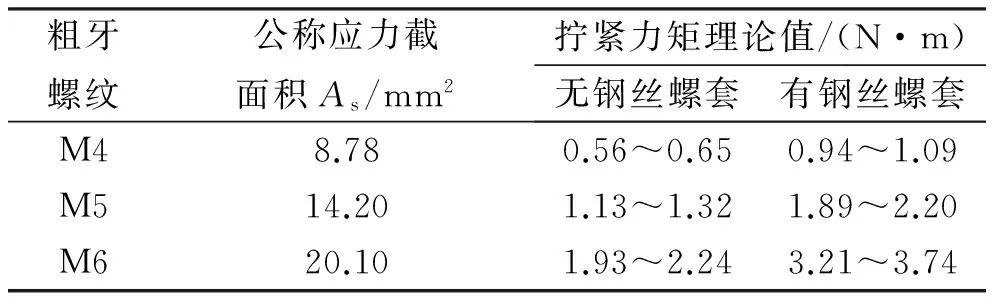
表7 A2-50螺钉与强度低的5A05(H112)
4 合适拧紧力矩的试验验证
合适拧紧力矩的确定不仅需要理论计算,还应依据拧紧力矩理论值装配一批样品,实际观察螺钉是否拧紧到位,有无螺纹滑牙和损伤,以及有无拧断螺钉等现象;同时按产品环境试验标准做具体的振动试验,振动试验后,检查标志漆是否完好无损,同时用力矩工具按试验力矩值检查螺钉是否发生松动[5]。
5 结束语
在雷达重要装配场合中,力矩装配要求提高了螺纹连接的一致性和可靠性。本文所提供的拧紧力矩主要依据理论公式计算得出,力矩值的真正应用需要与各产品的使用条件相结合,进行大量的试验验证。同时力矩装配只是螺纹连接质量的一个侧面,更多是为了解决力矩过大问题和保证拧紧力矩的一致性,并不能解决根本的松动问题。螺纹连接防松可以通过合理的设计,采用弹簧垫圈、力矩型锁紧螺母、开口销开槽螺母、打保险等防松零件,破坏螺纹副永久防松和涂胶等方式实现。
[1] 丁立强, 王晓晖, 孙东梅, 等. 雷达结构中的螺纹连接预紧力控制研究[J]. 现代雷达, 2011, 33(S): 407-410.
[2] 姚敏茹. 螺纹联接防松技术的研究应用与发展[J]. 新技术新工艺, 2006(6): 26-28.
[3] 毛谦德, 李振清. 袖珍机械设计师手册[M]. 北京: 机械工业出版社, 2007.
[4] 焦超锋, 任康, 姜红明, 等. 机载电子设备常用螺钉拧紧力矩研究[J]. 电子机械工程, 2012, 28(6): 54-56.
[5] 赵蕴懿, 李金萍. 螺钉装配及防松技术[J]. 航天制造技术, 2008(5): 45-47.
孙东梅(1977-),女,工程师,主要从事特殊元件制造和电子装联工艺技术工作。
周 敏(1986-),女,工程师,主要从事电子装联工艺技术及三维布线研究工作。
Application of Torque Control in Radar Assembly
SUN Dong-mei,ZHOU Min
(NanjingResearchInstituteofElectronicsTechnology,Nanjing210039,China)
Using appropriate tightening torque to control screw assembly pre-tightening force is an important assembly technology, it is also a difficult point in mechanical assembly. Some researches on torque control have been carried out in our nation, but most of tightening torque standards just list the numerical torque values according to screw strength levels, the degree of torque control is not considered from the perspectives of application objects and connected parts. In this paper, the objects needing torque control in radar assembly procedure are listed, the basic theory of torque control engineering application and the determination principle of torque value are discussed.
torque control; pre-tightening force; tightening torque
2016-01-21
TN95
A
1008-5300(2016)02-0053-04
