立浇底注底部雨淋浇筑对高档数控机床滑枕铸造性能的影响*
2016-08-08罗泽碧
罗泽碧
立浇底注底部雨淋浇筑对高档数控机床滑枕铸造性能的影响*
罗泽碧
(贵阳学院化学与信息工程学院,贵州贵阳550005)
摘 要:高档数控机床高性能、高质量和机床零件制造水平与工艺存在密切相关性,而数控机床中的一个大件就是滑枕,滑枕的制造工艺在很大程度上影响着数控机床的性能与精度。而且作为一种大型铸铁件,滑枕在实际生产制造中很容易发生缩孔、裂纹以及念砂等问题。为此,本研究为设计高档数控机床滑枕铸造工艺,采用计算机软件对滑枕铸造工艺进行模拟,对工艺参数进行全面优化,不断提升高档数控机床滑枕铸造水平,同时探究高档数控机床滑枕铸造中立浇底柱底部雨淋浇筑对其性能的影响,以此为类似的机床铸件生产与制造提供有效借鉴。
关键词:立浇底注底部雨淋浇筑;高档数控机床;滑枕;铸造性能
为使高档数控机床滑枕实际铸造工艺水平得以不断提升,本研究分析与探讨滑枕结构和材质,同时设计出滑枕铸造工艺,与ProCASE软件相结合,模拟分析其实际充型过程。结果发现,选择立浇底注底部雨淋浇注,与冷铁、出气冒口的设置相结合,有助于滑枕铸造充型效果的全面提升,同时消除缩松与缩孔等缺陷,使滑枕铸件质量得以不断提升,具体研究内容如下:
1 高档数控机床滑枕的材质和结构分析
依照实际铸造过程和滑枕铸件本身所具有的性能需求,该研究对QT600-3牌号的球墨铸铁进行选择,并将其当作滑枕铸造所需材料,同时依照铸件的壁厚需求,将75%Si硅铁合金当作滑枕铸造中的孕育剂,以使石墨核心的形成效果进行不断提升。高档数控机床滑枕材料的成分见表1。

表1 高档数控机床滑枕材料的成分(%)Tab.1 Composition of high-end CNC machine tools ram material(%)
该研究所用滑枕铸造为3 880 mm×470 mm× 520 mm的外形尺寸,属于柱形壳体铸件,该铸件的重量为2 651 Kg,4.5 t的浇注铁水使用量,铸件壁厚最大值为100 mm,铸件壁厚最小值为35 mm,高档数控机床滑枕铸件存在比较复杂的内部结构,内含彼此连通腔体9个,图1为高档数控机床滑枕三维实体图。
图 1 高档数控机床滑枕三维实体图Fig.1 The high-end CNC machine tools ram dimensional solid modeling
2 高档数控机床滑枕铸造工艺的设计分析
2.1 设计高档数控机床滑枕浇注方案
该研究存在相对比较庞大的滑枕铸件,而且存在较高的铸件质量要求,本研究考虑到高档数控机床滑枕存在较大的卧浇定位难度,再加上卧浇最终凝固面位于滑枕大面,很难确保滑枕顶端面工艺要求,所以,本研究选择立浇半封闭的方式浇注,选择底部注入雨淋式的浇注方法实现滑枕浇注,由此就有助于充型平稳性能的提升,降低金属液氧化率,同时也有助于熔渣粘附率的降低,提升高档数控机床滑枕浇补缩效果[1]。砂型内冷却成型过程中,会在很大程度上影响到铸件的质量,而且逐渐在最佳状态下进行冷却,有助于确保铸件韧性和强度与出型要求相符合,若冷却时间与要求不相符,那么就极易造成铸件出现形变或者裂纹等缺陷。而实际冷却时间和铸件厚度、质量以及材料等存在直接相关性,而本研究高档数控机床滑枕冷却时间在25 h。
2.2 高档数控机床滑枕浇注系统的设计
2.2.1 滑枕浇注时间
因为滑枕本身为大型铸件,所以,其具体浇注时间计算公式应该选择在该公式中,S1表示系数,该系数在底部注入中的实际取值范围是1.7~1.9,在该实际中将S1定为1.7;δ表示壁厚平均值,单位为mm,本研究中的铸件壁厚平均值为45 mm;GL表示浇注总量,单位为kg,该研究中的铸件浇注量是4 500 kg。所以,对浇注时间进行计算结果为102 s[2]。
2.2.2 浇道口的尺寸
该研究中,设计内浇道截面为矩形,15 mm× 50 mm的尺寸,75 cm2的截面积。并将横浇道截面设定成梯形,110 mm的下底尺寸,90 mm的上底尺寸,设置其高度为86 mm,86 cm2的截面积,将直浇道的界面设定成圆形,55 mm的半径。横浇道和内浇道的截面尺寸见图2。
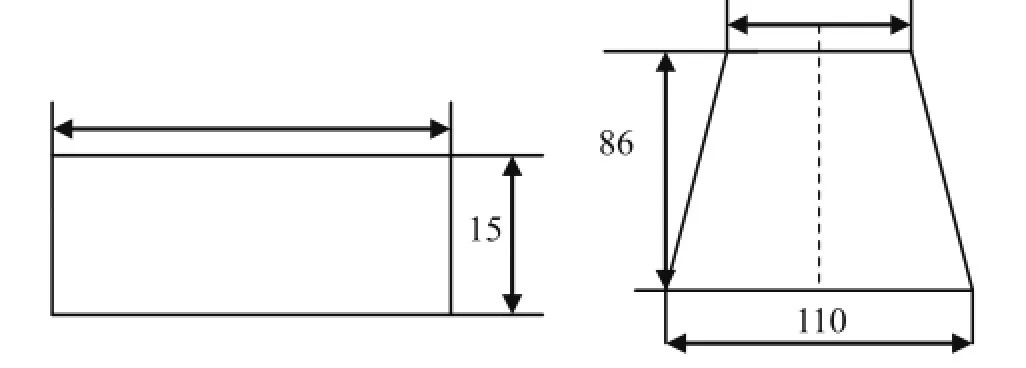

图2 内浇道、横浇道的截面尺寸Fig.2 runner,runner-sectional dimension
2.2.3 冒口的设计
铸件凝固期间,冒口会持续提供相应的金属液补缩,使缩松与缩孔缺陷风险进行不断降低[3]。该研究中在铸件顶部热节圆的位置设置冒口,对四个冒口进行设置,设计冒口的尺寸见图3。


图3 冒口的尺寸Fig.3 The size of the riser
2.2.4 冷铁的设计
在高档数控机床滑枕铸造中,冷铁激冷效果有助于铸铁表面迅速凝固。具体设计期间选择底部注入式的浇注方法,该铸件底部存在比较厚的壁厚,为避免缺陷的产生,将4块冷铁置于底部侧面,400 mm×500 mm×160 mm的冷铁尺寸[4]。
3 ProCAST的计算仿真分析
设置冷铁和出气冒口,能够对滑枕铸造工艺水平进行全面优化,为对两者的效果和作用进行研究,在该设计期间,选择有限元模拟软件——Pro-CAST模拟充型整体过程,同时分析对比两个不同的设计方案。方案一没有对冷铁和出气冒口进行设置,而方案二将冷铁和出气冒口设置在铸件的底部和顶部位置[5]。为对充型过程进行分析,本研究对金属液横浇道、金属液逐渐中间厚大位置、首个内腔被充满以及填充尾声留顶部的重要时刻进行选择以展开分析。方案一结果发现,金属液首先与距离直角比较近的内浇道相接触,并向其他内浇道进入,而且金属液在横浇道和内浇道中充满的时间基本相同,而后在铸件整体中充满,铸件顶部发生液流现象。而方案二结果发现,金属液第一进入的是距离直浇道比较远的内浇道,充满横浇道后,距离直浇道比较近的内浇道才进入相关金属液,并向型腔内填充,顶部液流搅动减轻比较显著。由此可见,冷铁和出气冒口存在明显的作用[6]。方案一中,因为并未对冷铁和出气冒口进行设置,所以滑枕铸件顶部压力相对比较大,而且产生搅动液流现象,存在不显著的回流现象,增加铸铁缩松缺陷与缩孔缺陷发生率。设置冷铁后,有助于铸铁厚大部位液流搅动情况的减轻,能够对铸件底部缩松、缩孔问题进行有效清除。
4 结论
本研究通过分析与探讨大型铸件滑枕结构和材质,设计出滑枕铸造工艺,采用ProCAST模拟分析实际充型过程,所得结论为:①高档数控机床滑枕铸造对立浇底注浇注进行选择,以矩形为内浇道的截面,75 cm2的截面积,以梯形为横浇道的截面,86 cm2的截面积;②设置顶部出气冒口,有助于阻力的下降,同时提升充型速度,确保浇注能够快速完成,防止铸件顶部凝固期间发生缩松与缩孔等问题;③在底部放置冷铁,有助于减轻在该位置铸件液流搅动情况,同时彻底消除缩松与缩孔等情况。
参考文献:
[1]Juniper B E.Growth,development,and effect of the environment on the ultra-structure of plant surfaces[J]. Journal of the Linnean Society of London Botany,2015,6 (2):734-735.
[2]郭永.大型高档数控机床用滑枕的铸造工艺模拟研究[D].长沙:湖南大学,2010:156-157.
[3]Abramson E L,Mcginnis S,Moore J,et al.A Statewide Assessment of Electronic Health Record Adoption and Health Information Exchange among Nursing Homes[J]. Health Services Research,2014,49(1 Pt 2):361-362.
[4]刘敏.高档数控机床滑枕铸造工艺的优化设计[J].热加工工艺,2015(19):87-89.
[5]Scott B,Meichel G,Phillips-Kress J,et al.System for Staged Inoculation of Multiple Cyanobacterial Photobioreactors for Commercial Scale Generation of Cyanobacteria Cultures,US20140273175[P].2014:15-16.
[6]Rajkumar S,Jebanesan A.Oviposition deterrent and skin repellent activities of Solanum trilobatum leaf extract against the malarial vector Anopheles stephensi.[J].Journal of Insect Science,2014,5(2):15-16.
中图分类号:TG659;TG24
文献标识码:A
文章编号:1673-6125(2016)02-0021-03
收稿日期:2016-03-14
基金项目:贵州省教育厅高等学校“科学教育专业综合改革试点”项目(项目编号:20130385103)。
作者简介:罗泽碧(1979-)女,贵州福泉人,贵阳学院讲师、硕士。主要研究方向:机械制造,科学教育。
Antes Li pouring rain pouring on the bottom end CNC machine tools casting properties ram
LUO Ze-bi
(college of chemical and material engineering,Guiyang University,Guiyang Guizhou 550005,China)
Abstract:high-performance high-end CNC machine tools,high-quality and machine parts manufacturing and technology level there is a close correlation,and digital control machine is a large ram,ram manufacturing process greatly affects CNC machine tools performance and accuracy.But also as a large cast iron ram in the actual manufacturing are prone to shrinkage,cracking and read sand and other issues.In this study,the design of high-end CNC machine tools ram casting process,the use of computer software to ram casting process simulation,optimization of process parameters to conduct a comprehensive,high-end CNC machine tools and improve ram casting level,while high-end CNC machine tools to explore the ram neutral bottom pouring casting pillar pouring rain on the properties,in order to provide an effective reference for similar casting machine production and manufacturing.
Key words:Li pouring Antes bottom pouring rain;high-end CNC machine tools;ram;casting performance
