一种滑枕热伸长补偿方法在数控落地铣镗床中的试验分析
2013-09-27崔凤有陈雪芳李德刚
崔凤有 陈雪芳 李德刚
(齐齐哈尔二机床(集团)有限责任公司设计院,黑龙江齐齐哈尔 161005)
机床工作至温度稳定期间,滑枕受热伸长量较大,当机床工作温度稳定后,滑枕受热伸长量基本稳定。滑枕热伸长量需要有一个相对的比较,即标准量度,根据此标准量度对滑枕热身长误差进行补偿。殷钢材料的热膨胀率很低,约为滑枕材料HT300的1/20,用该材质做测量滑枕热伸长的标准测量杆件,简称标准杆。本文主要通过试验对滑枕热伸长补偿量进行分析。
1 工作原理及安装
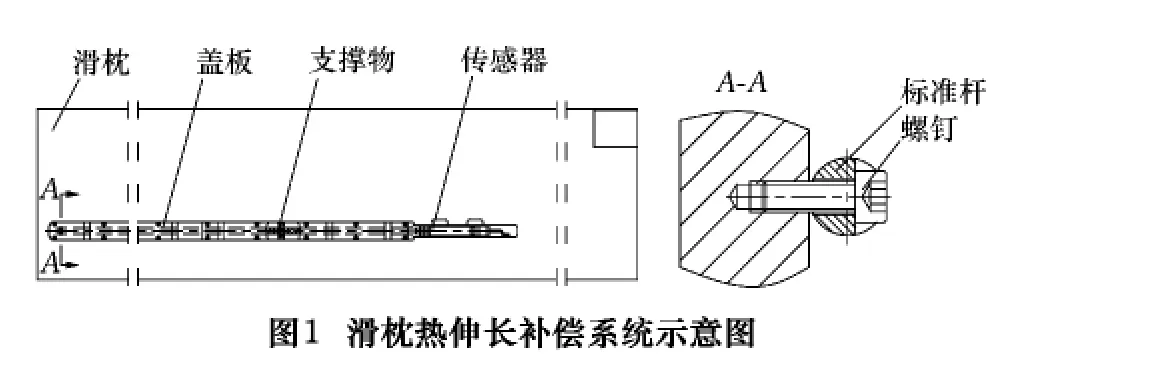
标准杆左端固定于滑枕立面预留的长槽内,其余沿滑枕长度方向自由悬伸,并用支撑物支撑殷钢管保证其水平,因此标准杆会随着滑枕前端热伸长而移动,在标准杆与传感器相连处会产生相对位移,由于标准杆相对滑枕热伸长量很小,该位移量可认为是该段滑枕热伸长量。传感器触头顶到殷钢管右端,并保证传感器与殷钢管保持水平,标准杆及位移传感器安装位置如图1所示。
2 滑枕热伸长补偿系统介绍
目前,利用西门子数控系统的温度补偿模块对滑枕热伸长误差进行补偿。传感器将检测到的位移量转变为电压信号输入到西门子数控系统的模拟量输入模块,采用Step7软件进行编程,完成电压值到位移值的转变。控制程序在主机程序中已编好,原始数据是在传感器与殷钢管之间通过塞塞尺测出相对应的电压信号,继而得到一个关于位移和电压信号之间的线性函数关系式,通过此关系式乘以补偿系数对滑枕热伸长进行补偿。
3 滑枕热误差补偿试验及数据分析
机床滑枕热伸长造成热误差时,标准杆热误差补偿系统将误差值反馈给机床数控系统,从而控制滑枕向热伸长的反方向运动。表1试验数据是通过对补偿系数取0、1、2时滑枕热误差值。
实验条件:主轴转速1 000 r/min,滑枕伸出200 mm,镗轴无伸出。实验进行5 h,每15 min记录一次数据,如表1所示。
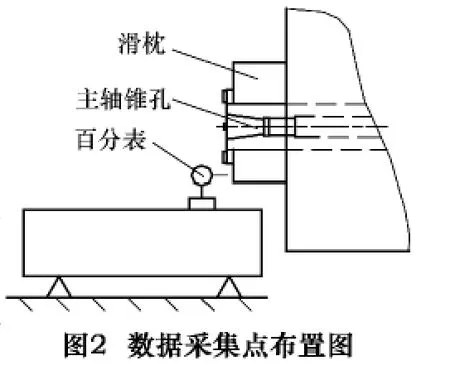
试验设备:TK6920型数控落地铣镗床、百分表(1个)、红外测温计(1个)。本试验是在TK6920型数控落地铣镗床上进行的,用百分表测量滑枕端面补偿后实际热误差值,红外测温计用于主轴锥孔温度测量。
试验时,将补偿开启,此时的补偿值为补偿系统实际检测值,数据采集点布置如图2。
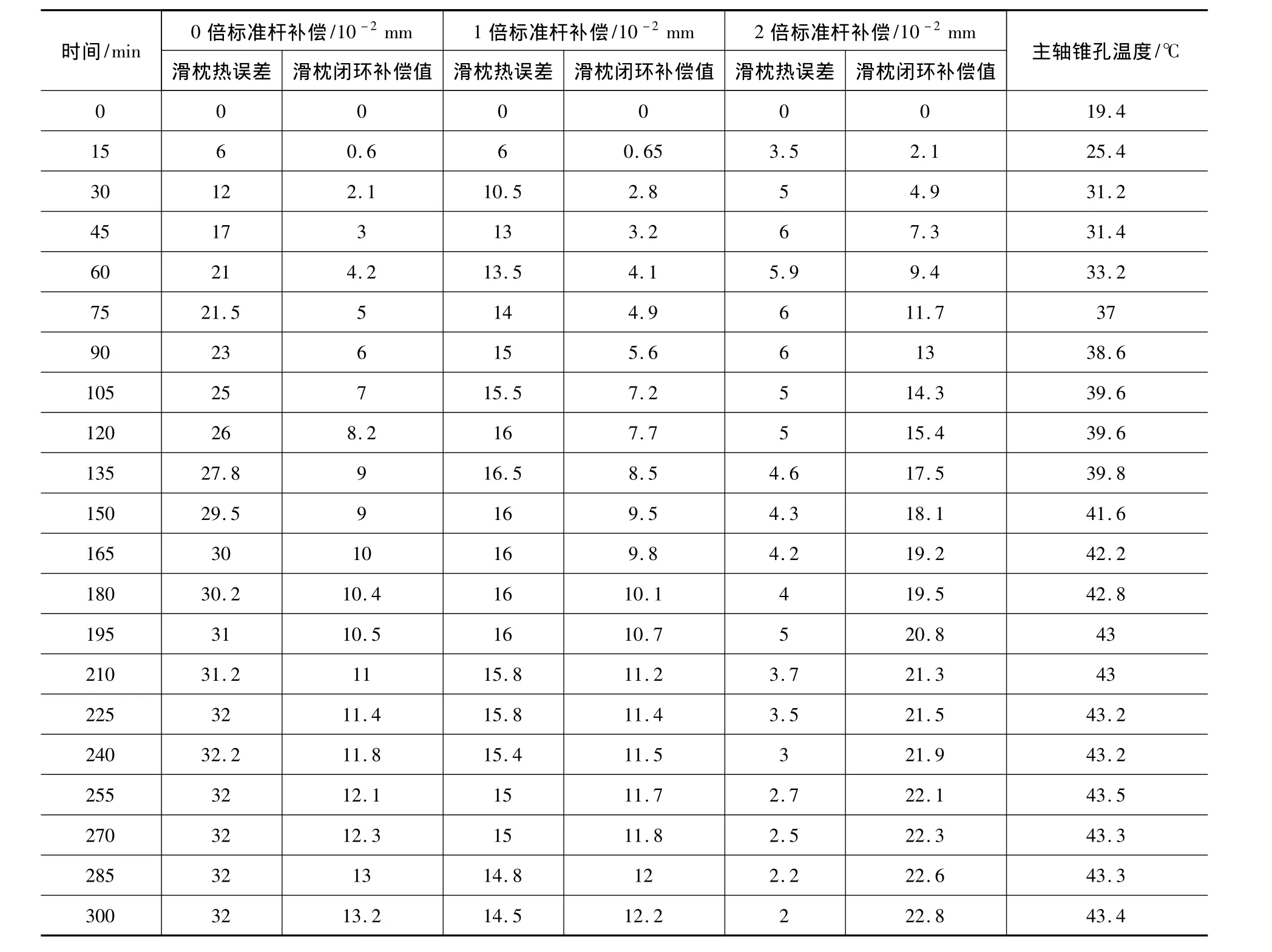
表1 试验数据
4 滑枕补偿数值确定
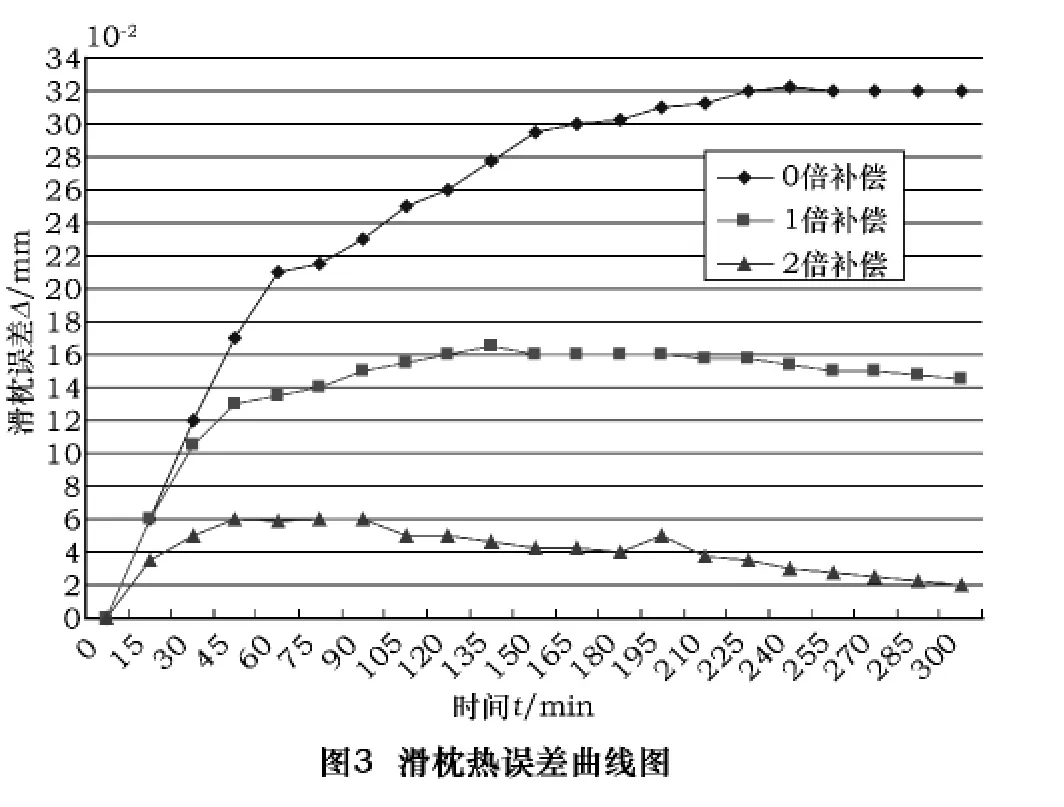
从图3中可以看出滑枕没有标准杆补偿时,滑枕受温度影响比较大,从试验起始至60 min内,滑枕热伸长量受温度变化较大,近似线性变化。主轴旋转60 min以后曲线走势变缓呈抛物线变化,在主轴旋转240 min以后,滑枕热伸长趋于稳定,最大热伸长量为0.32 mm;1倍标准杆补偿时,从起始至45 min内,近似线性变化,以后变化变缓,在135 min以后变化平缓,在200 min以后有下降趋势,最大热伸长量为0.165 mm;2倍标准杆补偿时,从起始至90 min内,变化呈抛物线状变化,90 min以后总体变化平缓并稳步下降,滑枕最大热误差0.06 mm。
通过调节标准杆补偿系数,滑枕热误差从0.32 mm减至0.06 mm,滑枕热误差改善明显,从而实现了对滑枕热误差的控制。
5 结语
由于滑枕热伸长补偿系统精度比较高,在传感器安装以及电缆和信号线布置等过程中要进行严格的屏蔽,以免受外部电源对补偿系统的干扰,保证滑枕热伸长量测量和补偿的准确性。
[1]汪木兰.数控原理与系统[M].北京:机械工业出版社,2004.
