手工电弧焊后SAF2507焊接接头的耐蚀性能*
2016-07-21马国强
马国强,向 嵩,2
(1.贵州大学材料与冶金学院,贵州贵阳550025; 2.贵州省材料结构与强度重点实验室,贵州贵阳550025)
手工电弧焊后SAF2507焊接接头的耐蚀性能*
马国强1,向嵩1,2
(1.贵州大学材料与冶金学院,贵州贵阳550025; 2.贵州省材料结构与强度重点实验室,贵州贵阳550025)
摘要:采用动电位极化曲线和电化学阻抗谱研究了SAF2507双相不锈钢经手工电弧焊后的焊接接头在高温浓磷酸中的电化学行为。结果表明:手工电弧焊后的SAF2507原始焊接接头在85℃,76%浓磷酸中自腐蚀电流密度最小,致钝电流密度最小,焊后的固溶处理会使焊接接头的耐蚀性能有所下降。腐蚀行为受电荷转移电阻和有限扩散层的混合控制,固溶处理会导致其电荷转移电阻降低,钝化膜减薄。
关键词:2507不锈钢高温浓磷酸SMAW极化曲线阻抗谱
双相不锈钢的固溶组织由奥氏体和铁素体两相组成[1],兼有铁素体的强度和抗应力腐蚀能力以及奥氏体的抗点蚀能力,使得其广泛应用于化工、石油、海洋等领域[2-4]。在磷酸工业中,双相不锈钢是湿法磷酸生产的常用钢材[5],生产过程中高温浓磷酸对设备具有很强的腐蚀性,对材料的耐蚀性具有较高要求。SAF2507作为第三代超级双相不锈钢较高的铬钼氮含量使其抗点蚀当量(PREN)非常高,经常应用在一些苛刻环境中。焊接是材料加工不可或缺的一道工序,焊接的快速加热和快速冷却的热循环过程中,冷速过快会导致焊接接头奥氏体相析出过少,冷速过慢会使焊接接头因为时效产生有害的金属间析出相σ、x等[6],所以不适当的热处理和焊接过程会对SAF2507焊接接头耐蚀性能产生很大影响[7]。为此,本工作结合实际生产,通过电化学方法研究了SAF2507经手工电弧焊(SMAW)后焊接接头在85℃,76%浓磷酸溶液中的耐蚀性能,对焊接接头进行不同温度的固溶处理研究其耐蚀性能的变化,为磷酸工业压力容器选材提供理论支持。
1实验材料和方法
采用瑞典山德维克公司生产的超级双相不锈钢SAF2507作为实验材料,其化学成分通过TASMAN全谱直读电火花光谱仪测得如表1所示。焊接方式采用单面坡口焊,焊接材料为E2594焊条。焊接接头分别在950℃,1 080 ℃,1 150 ℃三个典型的温度进行固溶处理保温1 h,水冷。焊接接头包括焊缝区和热影响区,用王水腐蚀出试样金相组织如图1所示,其中基材的金相组织是白色的奥氏体和暗灰色的铁素体双相组织呈条带状交替平行分布,热影响区的组织奥氏体相明显减少,焊缝区奥氏体呈树枝状晶从铁素体相中析出。

表1 2507不锈钢的主要化学成分(Wt%)

(a)基体 (b) 热影响区和焊缝区图1 2507双相不锈钢基材和焊接接头的金相组织
取样模型如图2所示,以焊缝为对称中心截取试样,使测试面包含焊缝区和热影响区两部分,试样尺寸为φ8×4 mm。用砂纸由粗到细将试样表面打磨光滑、抛光后,用去离子水和无水乙醇清洗,吹干待用。电化学试样用焊笔将其与Cu导线连接起来,预留出50 mm2的工作面,以环氧树脂和固化剂以4∶1比例的调剂对试样非工作面进行包封。腐蚀介质用蒸馏水和质量分数为88%的某磷矿厂提供的工业磷酸进行配比。

图2 电化学取样模型
在科斯特CS350型号的电化学工作站上,采用三电极系统,即工作电极,参比电极(Ag/AgCl/Cl-),辅助电极(Pt电极),测试动电位极化曲线和EIS。如无特殊说明,所有的电位均相对于所用的参比电极而言。动电位极化的扫描速率1 mV/s,扫描范围-0.8 V~1.8 V;EIS测试的扰动电位为10 mV,频率范围为100 kBZ~10 mBZ。实验数据采用Cview和Zview等软件拟合。
2实验结果与讨论
2.1动电位极化曲线
图2为SAF2507的SMAW焊接接头在85℃,76%浓磷酸中的动电位极化曲线。从图中可以看出,四种状态的焊接接头的极化曲线具有类似的特征,阳极极化率远远高于阴极极化率,腐蚀过程由阳极控制。较高的阳极极化率表明此时试样表面已经形成一定厚度的表面膜,但表面膜并不稳定,随后在某一临界电位后极化电流随着电位的升高急剧降低,最后在一段较高的电位区间内维持较为稳定的低电流值,表明此时形成了致密的钝化膜。
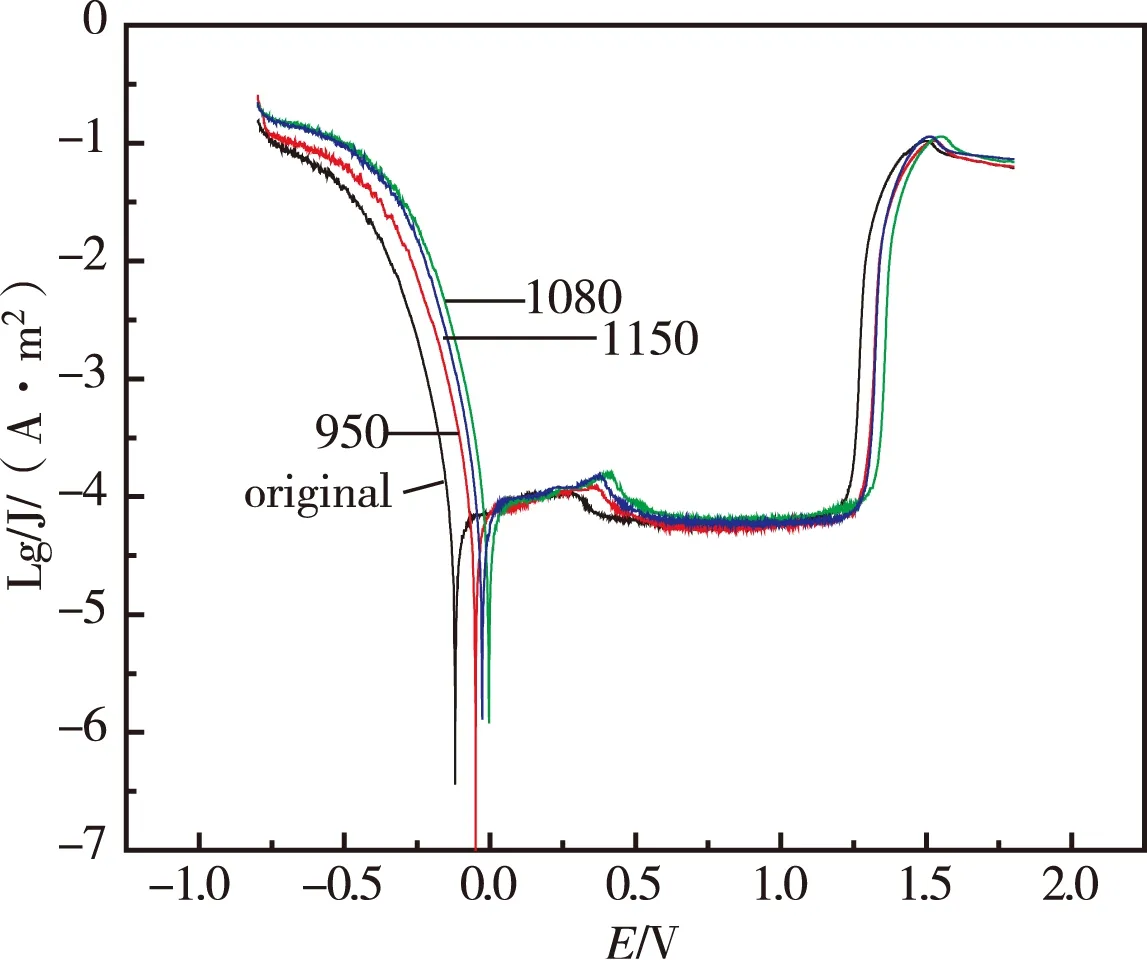
图3 2507不锈钢焊接接头在浓磷酸中的动电位极化曲线
电化学参数如表2所示。自腐蚀电流密度越小表示试样在自腐蚀状态下腐蚀速率越小。致钝电流密度越小表明试样极化的过程中表面形成的钝化膜溶解速率越小[8]。其中原始焊接接头自腐蚀电流密度和致钝电流密度分别为85.9 ×10-2A/m2和103×10-2A/m2,950℃固溶处理焊接接头自腐蚀电流密度和致钝电流密度分别为96.9×10-2A/m2和122×10-2A/m2。1 080℃固溶处理的焊接接头自腐蚀电流密度和致钝电流密度分别为108.6×10-2A/m2和154×10-2A/m2。1 150℃固溶处理的焊接接头自腐蚀电流密度和致钝电流密度分别为93.1×10-2A/m2和150×10-2A/m2。由数据看出原始焊接接头在高温浓磷酸中的腐蚀速率最低,极化后表面形成的钝化膜溶解速率最小,1 150℃固溶处理的焊接接头耐蚀性能次之,950℃和1 080℃固溶处理的焊接接头耐蚀性能最差,结果表明原始焊接接头相对于固溶处理后的焊接接头具有更好的耐蚀性能。根据金属材料耐蚀性NACE标准,由拟合出的腐蚀速率来看,SMAW焊接接头在85℃,76%浓磷酸中属于欠耐蚀级别(1.0~5.0 mm/a),焊后的固溶处理并不能提高其焊接接头的耐蚀性能。
自腐蚀电位的高低与腐蚀速度并无必然联系,随固溶温度的提高,自腐蚀电位逐渐提高,这可能是随固溶温度的提高晶粒逐渐长大的缘故,一般晶界处的腐蚀电位要低于晶内,晶粒长大界面所占的比例就相应减少,所以腐蚀电位会有所提高。

表2 电化学测试参数
2.2电化学阻抗谱

图4 2507焊接接头在磷酸溶液中的EIS曲线
SMAW焊接接头在高温浓磷酸中的Nyquist图和Bode图如图4所示。三者的Nyquist图相近,在高频区为容抗弧,而中低频区为一条45°倾角的斜线,这是由于试样在腐蚀介质中形成了钝化膜。导致离子的迁移受到极大的阻碍,出现了Warburg阻抗所致,符合半无限扩散过程的特征。此时试样在高温浓磷酸中电化学腐蚀行为受电荷转移电阻和通过有限扩散层的混合控制。从Bode图可以看出,原始焊接接头阻抗模值大于1 150℃固溶处理的焊接接头阻抗模值,且明显高于950℃和1 080℃固溶处理后的焊接接头,而三者在高频区阻抗模值相差不大,这也与Nyquist图的变化相一致。从相位角图可以看出,在1 BZ~1 000 BZ有明显的高频相位角峰,数值均在-45°以上表明试样钝化膜对于基体有较好的保护作用[9]。

图5 电化学阻抗谱的等效电路

通过Zview软件拟合得到的结果如表3所示,原始焊接接头的电荷转移电阻为24 944 Ω, 950℃固溶处理后的电荷转移电阻为1 901 Ω,1 080℃固溶处理后的电荷转移电阻为4 002 Ω,1 150℃固溶处理后的电荷转移电阻为22 172 Ω,电荷转移电阻越大形成的钝化膜耐蚀性越好。通过对比R2的大小可知SMAW原始的焊接接头耐蚀性能最优,而对焊接接头进行固溶处理后耐蚀性能有所下降,这与极化曲线得出的结果相一致。CPE与高频区的阻抗有关,其数值的物理意义目前尚无定论,可能与电极的表面反应活性有关[10]。CPE1-T的拟合数值可以看出原始焊接接头和1 150℃固溶处理焊接接头双电层等效电容较小,950℃和1 080℃固溶处理后的双电层等效电容较大。CPE2-T为钝化膜的电容性,原始焊接接头的钝化膜等效电容最小,说明原始焊接接头在腐蚀介质中形成的钝化膜较厚或者钝化膜的缺陷较少,其表面形成的钝化膜对基体的保护作用较好。

表3 2507不锈钢焊接接头在浓磷酸中的
2.3钝化膜增厚减薄模型

图6 钝化膜层增厚减薄机制
针对钝化膜半导体特征已有大量研究,双相不锈钢的钝化膜主要由三价铁的氧化物、三价铬氧化物和少量二价铁氧化物组成[11-12]。针对不同温度固溶处理的焊接接头和原始焊接接头形成的钝化膜厚度有所不同,这里假设一种钝化膜层增厚减薄机制如图6所示。首先将电极表面钝化膜当作是n型半导体,并认为氧空缺为n型掺杂物质,可以看出,离子传导其实存在两种方式:一种是氧离子通过氧空位向内迁移,即图6(b)下部分所示。另一种是金属离子通过金属离子空位的迁移,图6(b)上部分所示。
两种离子传导方式虽然不同,但是电流的方向都是一致的,宏观的腐蚀电流是两者的相加。但两种传导方式对钝化膜层厚度的影响是截然相反的(图6(a)),氧离子通过氧空位向内迁移导致钝化膜层逐步增厚,而金属离子通过金属离子空位的迁移则会导致膜层逐渐减薄。在自然状态下,这两种方式谁占主导就会导致膜层的增厚或减薄过程发生。钝化膜厚度Yoriginal>Y1150℃>Y1080℃>Y950℃,固溶处理导致焊接接头钝化膜厚度相对于原始焊接接头钝化膜厚度变薄,是金属离子的迁移占主导因素的结果,进而导致其耐蚀性能降低。由于SAF2507合金成分以及高温浓磷酸腐蚀介质的复杂性,具体原因尚需进一步讨论。
3结论
1)极化曲线分析可知,手工电弧焊后的SAF2507原始焊接接头在85℃,76%浓磷酸中自腐蚀电流密度最小,致钝电流密度最小,焊后的固溶处理并不能提高其耐蚀性能。
2)阻抗谱分析可知,SAF2507的焊接接头在85℃,76%浓磷酸中腐蚀行为受电荷转移电阻和有限扩散层的混合控制,固溶处理会导致其电荷转移电阻降低,钝化膜减薄。
参考文献
[1]Nilsson J O. Super duplex stainless steels[J]. Materials Science and Technology, 1992, 8(8):685-700.
[2]Angelini E, De Benedetti B, Rosalbino F. Microstructural evolution and localized corrosion resistance of an aged superduplex stainless steel[J]. Corrosion Science, 2004, 46(6):1351-1367.[3]Goh C S, Yip T H. Fatigue deformation-induced response in a superduplex stainless steel[J]. Metallurgical & Materials Transactions A, 2002, 33(11): 3433-3442.
[4]IMOA.Practical guideline for the fabrication of duplex stainless steels[M]. 2nd edition. London: International Molybdenum Association, 2009.
[5]刘焕安, 叶际宣. 湿法磷酸工业中不锈钢应用综述[J]. 腐蚀科学与防护技术, 2012(4)267-274.
[6]谭华. 双相不锈钢焊缝组织演变与腐蚀行为研究[D]. 复旦大学, 2012.
[7]张建勋, 李庆琰, 李为卫,等. 2205双相不锈钢模拟焊接HAZ组织与性能[J]. 稀有金属材料与工程, 2006, 35(11):1822-1825.
[8]王快社, 王文, 郭韡,等. 搅拌摩擦焊与手工电弧焊接头电化学腐蚀性能研究[J]. 稀有金属材料与工程, 2010, 39(4):747-749.
[9]李涛, 李晓刚, 董超芳,等. Cl-含量对2A12铝合金初期腐蚀行为的影响[J]. 北京科技大学学报, 2009, 319(12):1576-1582.
[10]Jorcin J B, Orazem M E, Pébère N, et al. CPE analysis by local electrochemical impedance spectroscopy[J]. Electrochimica Acta, 2006, 51:1473-1479.
[11]陈长风,姜瑞景,张国安,郑树起. 双极性半导体钝化膜空间电荷电容分析[J]. 物理化学学报,2009,25(03):463-469.
[12]李党国,陈大融,冯耀荣,白真权,郑茂盛. 22Cr双相不锈钢钝化膜组成及其半导体性能研究[J]. 化学学报,2008(21)2329-2335.
中图分类号:TG142.71
文献标识码:A
文章编号:1002-6886(2016)03-0077-05
基金项目:贵州省科技计划项目(SY[2013]3072)。
作者简介:马国强(1990-), 男, 硕士生, 研究方向: 材料结构与性能。
通讯作者:向嵩(1979-), 男, 博士, 教授, 研究方向: 金属材料微观组织控制与性能。
收稿日期:2015-11-30
Corrosion resistance of SAF2507 welding joints after SMAW
MA Guoqiang, XIANG Song
Abstract:Using polarization curve and electrochemical impedance spectroscopy, we studied the electrochemical behavior of SAF2507 welding joints after SMAW in high-temperature concentrated phosphoric acid solution. The results showed that, the original welding joint had the minimum self-corrosion electric current density and passivating electric current density at 85℃, in 76% concentrated phosphoric acid. Solid solution treatment after SMAW would reduce the corrosion resistance of the welding joint. The corrosion process was controlled by charge-transfer resistance and Warburg resistance, and the solid solution treatment would reduce the charge-transfer resistance and thin down the passivation film.
Keywords:SAF2507; high-temperature concentrated phosphoric acid; SMAW; polarization curve; electrochemical impedance spectroscopy(EIS)
