Minitab在白酒灌装计量过程控制中的应用
2016-07-16胡建锋贵州茅台酒厂集团习酒有限责任公司贵州习水564622
钟 星,胡 峰,胡建锋(贵州茅台酒厂(集团)习酒有限责任公司,贵州习水564622)
Minitab在白酒灌装计量过程控制中的应用
钟星,胡峰,胡建锋
(贵州茅台酒厂(集团)习酒有限责任公司,贵州习水564622)
摘要:探讨白酒灌装计量检测的控制过程。运用Minitab软件制作质量控制图,分析过程能力。结果发现,容量法检测过程存在异常,检测数据虽然在内控标准范围内,但已呈不良趋势,且过程能力较差(Cp=1.09;Cpk= 1.00);研究表明,运用重量法进行灌装容量的净含量计量检测过程更加稳定,过程能力更好(Cp=1.51;Cpk=1.27)。
关键词:Minitab;白酒灌装;容量法;重量法;质量控制图;过程能力
优先数字出版时间:2016-04-25;地址:http://www.cnki.net/kcms/detail/52.1051.TS.20160425.1633.024.html。
顾客是企业的根本,白酒灌装净含量的准确性直接关系到顾客的利益。贵州习酒公司作为国家大型二级白酒酿造企业,已通过测量管理体系AAA认证、C标志计量保证能力评价,年包装量达1.7万t,但在灌装计量过程关键控制点中,只注重是否满足控制范围,而忽略了计量检测方法对产品净含量变化趋势的影响。由于产品多、产量大,给净含量的平稳控制增加难度,因此,如何增加净含量计量检测的稳定性和准确性,保证顾客和企业的利益,已成为白酒灌装计量过程控制的首要问题[1]。
Minitab是现代质量管理与六西格玛行业的专业统计软件,1972年诞生于美国宾西法利亚大学统计系[2]。根据六西格玛管理的核心:界定、测量、分析、改进和控制,Minitab主要包括假设检验(hypothesis testing)、方差分析(analysis of variance)、测量系统分析(measurement system analysis,MSA)、统计过程控制(statistical process control,SPC)、过程能力(process capability)、相关和回归(correlation and regression)、试验设计(design of experiment,DOE)、可靠性/生存(reliability/survival)、多变量(multivariate)和时间序列(time series),具有强大的数据处理和统计分析能力,是过程控制、质量管理和方法改进的良好工具[3-7]。本研究采用Minitab对白酒灌装计量检测进行控制,优化计量过程。
1过程控制方法
定量包装商品的净含量是质量溯源体系的关键控制点,也是JJF1070的强制性要求。白酒灌装净含量的计量检测过程,属于计量型数据,利用Minitab软件进行过程分析和能力评价,确保精确、稳定的计量检测过程。
1.1数据收集
灌装机开机运行稳定后,利用检验液体商品标准量器、容量法测某批次白酒的灌装容量,测定3次,测量数据见表1。
1.2数据分析
1.2.1独立性分析
将表1中容量法计量检测数据导入Minitab软件,得“游程检验”功能的P值为0.589,大于假设检验值0.05,表明检测数据具有独立性。
1.2.2正态性分析
将表1中容量法计量检测数据导入Minitab软件,得正态性检验图(图1)。从图中可知,P值为0.193,大于0.05,表明检测数据服从正态分布,可以使用质量控制图进行过程稳定性分析。
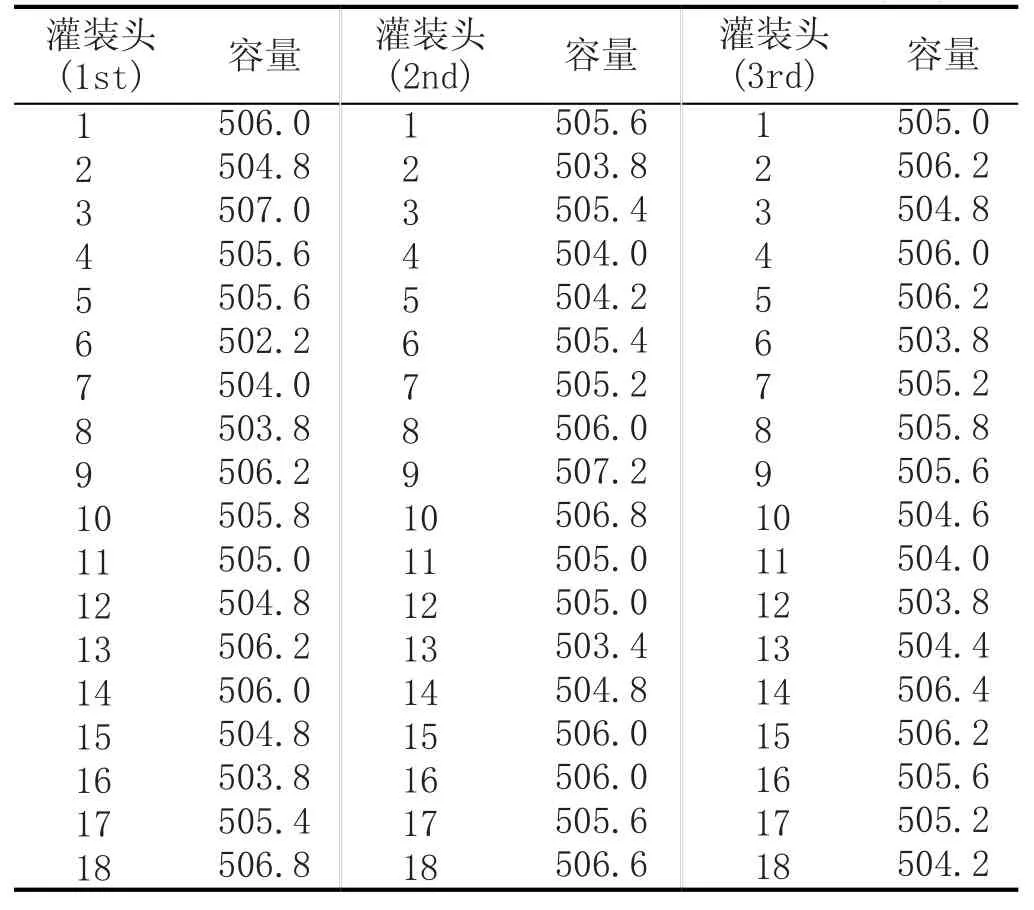
表1容量法灌装容量 (mL)
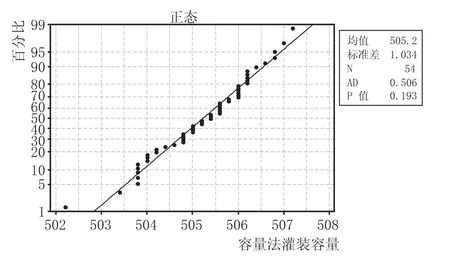
图1容量法灌装容量的正态检验图
1.3统计过程控制
根据GB/T 4091—2001《常规控制图》[8]中的过程控制理论,Minitab软件制作质量控制图,应用判异准则判定测量数据异常,便于查找不良趋势;计算过程能力指数(Cp和Cpk),判定过程稳定性和过程能力,发现过程潜在问题。
1.4判断标准
质量特性的观测值服从正态分布,其变差的可查明原因的模式检验方式见表2,即小概率事件原理的判异标准。统计控制理论中根据过程能力指数Cp将测量过程分为6个等级(表3)。
2结果分析
2.1过程稳定性分析
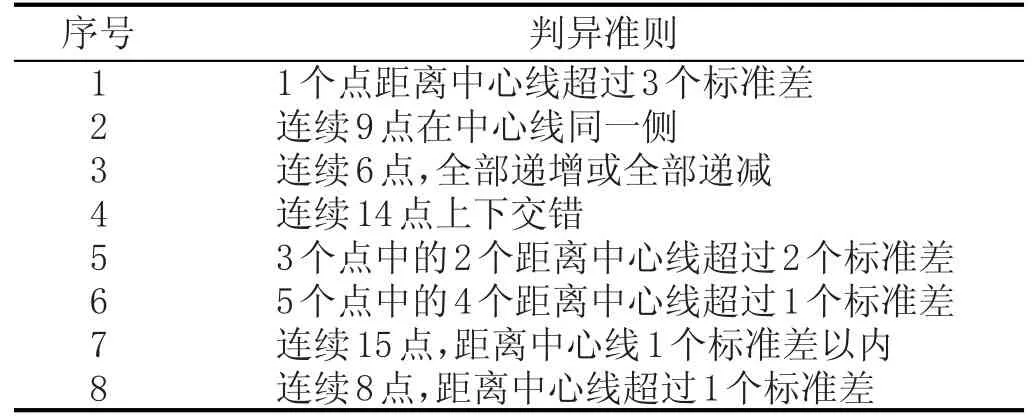
表2质量控制判异准则
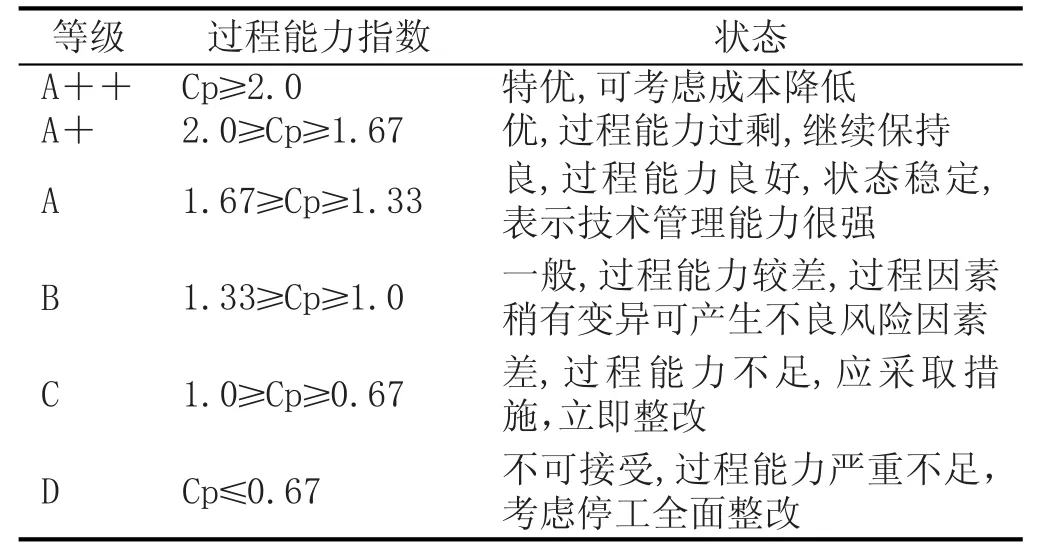
表3过程能力评价标准
应用Minitab软件作质量控制图(图2),从图2可知:53个点在以3σ为标准的范围内(UCL=507.977,LCL= 502.477),1个点距离中心线超过3个标准差。
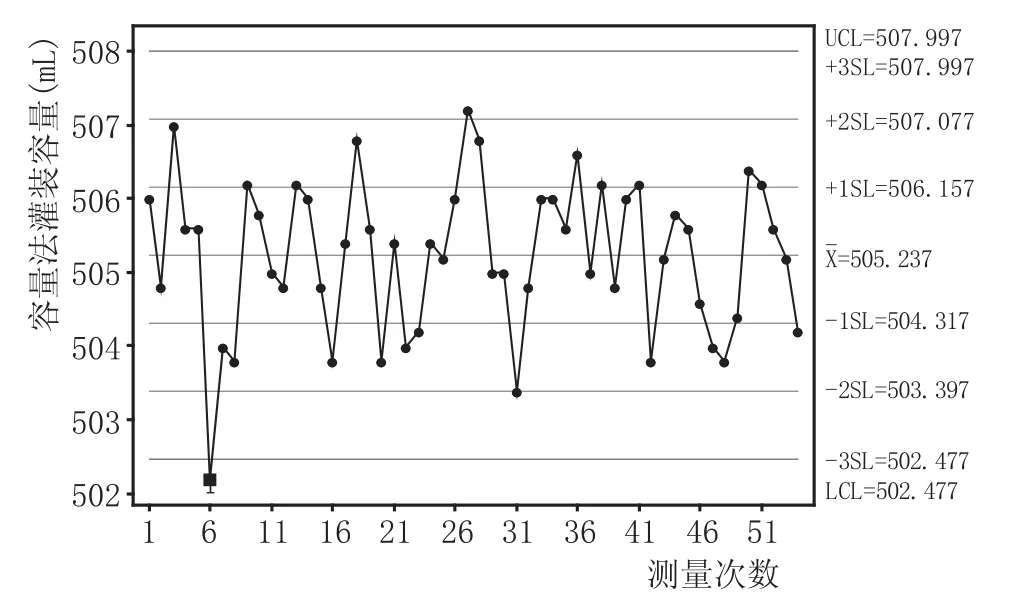
图2容量法灌装容量的质量控制图
测量点6的数据为502.2mL,小于LCL(502.477mL),为异常数据,需进行离群值判定。
(1)平均值和标准差。容量法灌装容量检测数据平均值为505.237,标准差为1.034。
(2)偏离值。平均值与异常数据之差3.037。
(3)Gn值。Gn=偏离值/标准差=2.937。
(4)确定检出水平α和测量次数。根据统计理论,确定α=0.01,则置信概率P=1-α=0.99,测量次数n=54,查阅格拉布斯表,得临界值G99(54)=3.388。
(5)判断异常。Gn=2.937,G99(54)=3.388,Gn<G99(54)。
因为Gn<G99(54),则测量值502.2mL不是异常值,不能从54个数据中删除。
2.2过程能力分析
应用Minitab软件作“过程能力分析六合一图”(图3),从图3可知:容量法检测数据单值图中,1个点距离中心线超过3个标准差,已经证明,不能剔除;正态概率图P值为0.193,大于0.05,数据呈正态分布;过程能力指数Cp=1.09,Cpk=1.00。由表3可知,该过程能力较差,技术管理能力勉强,稍有变异可产生不良风险,应设法整改。
2.3原因分析与改进
根据六西格玛管理原则,影响白酒灌装容量计量检测数据的因素包括:人员、机器、物料、方法、环境,在保证其他条件稳定的情况下,发现容量检测方法影响较大。刘淑玲等[9]对容量法和重量法进行分析比较,发现容量法存在一些不足:肉眼目测差异大;测量次数增加,引入误差相应增大;体积受温度影响。
针对容量法存在的问题,采用重量法进行检测。
3改进计量检测方法后的结果分析
3.1收集数据
利用天平、密度瓶称重测量,数据见表4。
3.2独立性分析
将表4中数据导入Minitab软件,得“游程检验”功能的P值为0.116,大于假设检验值0.05,表明检测数据具有独立性。
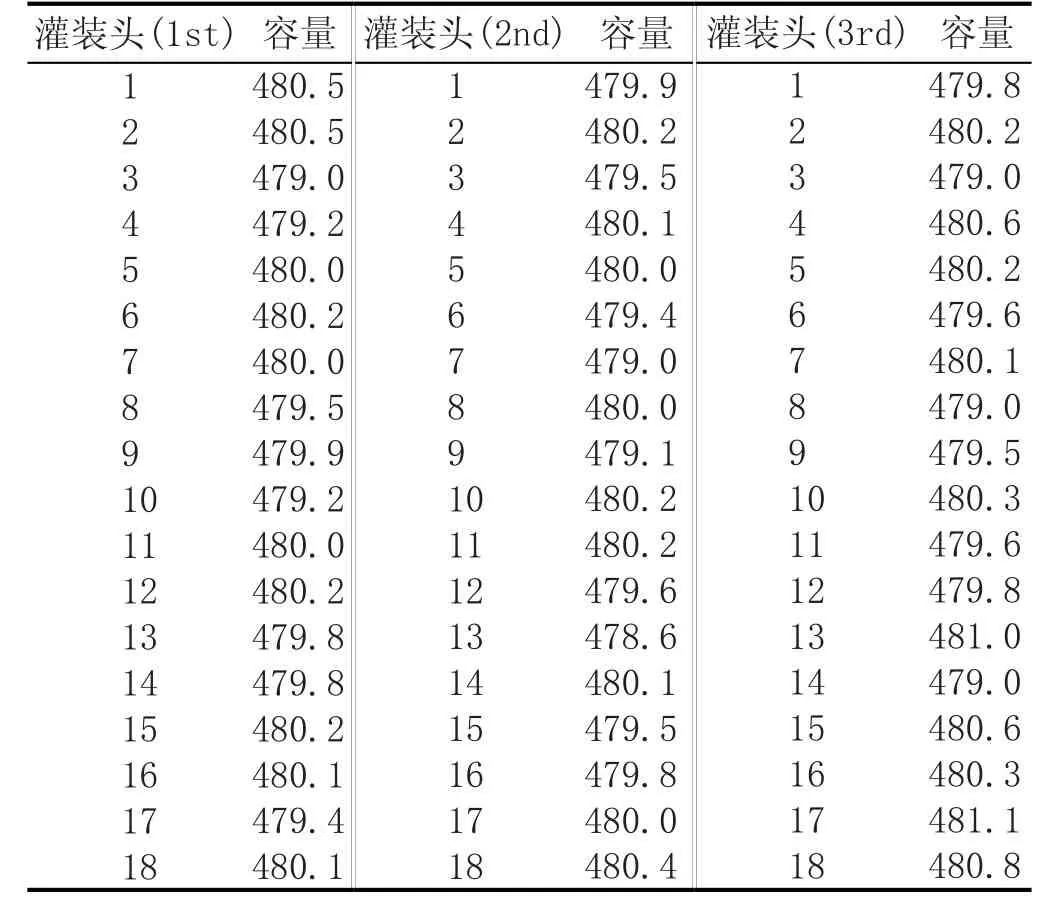
表4 重量法灌装重量 (g)
3.3过程能力分析
将表4中数据导入Minitab软件,作过程能力分析六合一图(图4),正态概率图P值为0.093,大于0.05,数据呈正态分布,过程能力Cp=1.51,Cpk=1.27,由表3可知,过程能力良好,状态稳定,技术管理能力很强。
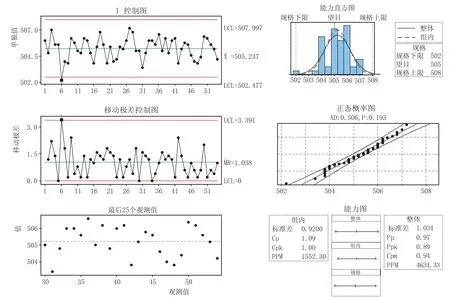
图3容量法灌装容量检测的过程能力分析六合一图
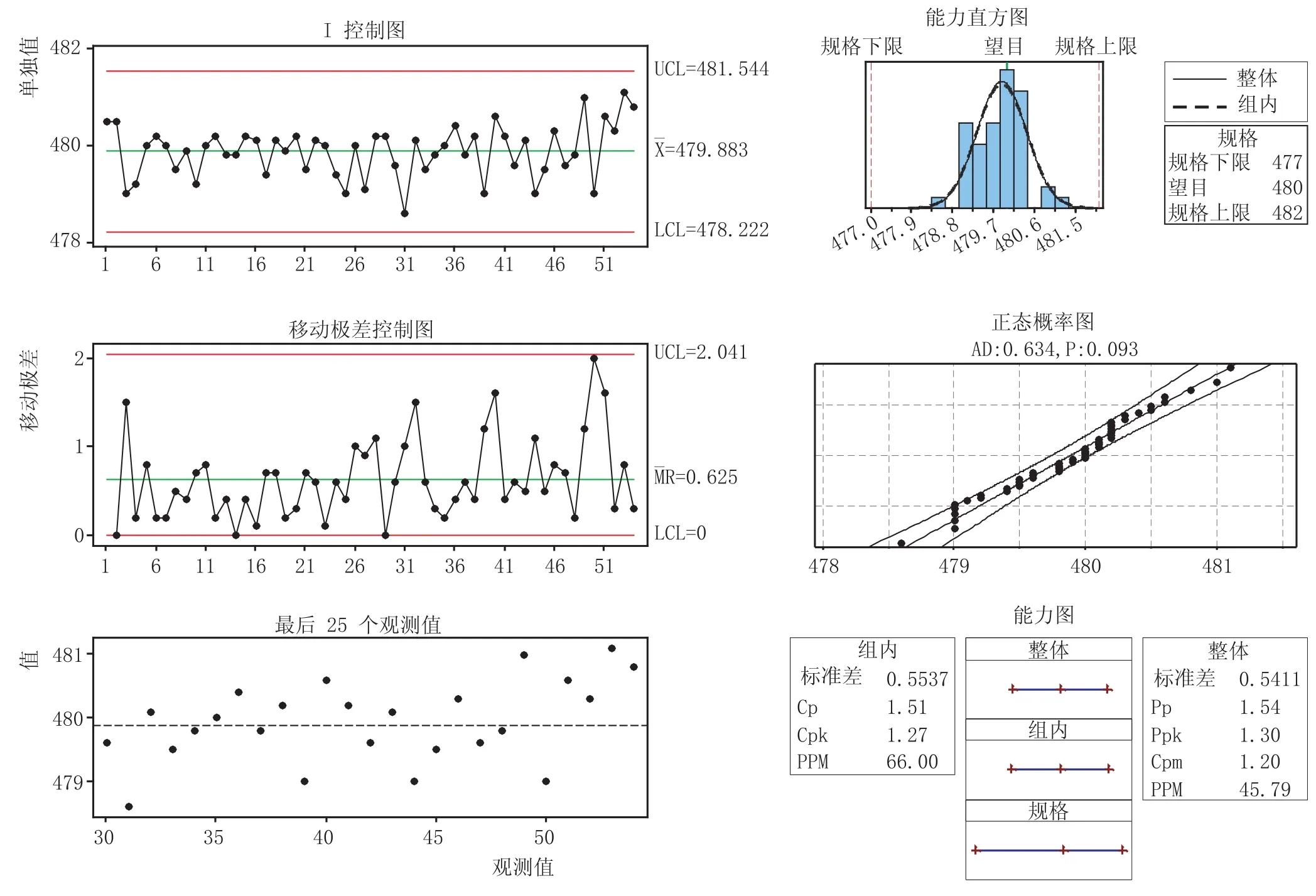
图4重量法灌装重量检测的过程能力分析六合一图
4 结论
白酒灌装容量测量过程中,容量法数据均未超过控制限,但应用Minitab软件进行统计分析发现该过程的不良趋势,且过程能力指数低;通过分析,利用称重法测量灌装容量的数据更加稳定,过程能力指数增加。综上所述,Minitab软件在产品质量过程控制中的应用是科学有效的,可用于指导工艺,提高计量准确性。
参考文献:
[1]邹慧,戚丽君.浅析白酒生产中灌装容量的计量控制[J].工业计量,2010(S1):22-23.
[2]Khan R M.Problem Solving and Data Analysis using Minitab: AClear and Easy Guide to Six Sigma Methodology[M].New York: John Wiley & Sons,2013:1-5.
[3]王会良,朱德荣,桂斌,等.MINITAB软件在工序质量控制中的应用[J].煤矿机械,2006,27(10):114-116.
[4]张艳花,王纯杰,李艳.Minitab软件在计量数据管理中的应用[J].计量技术,2010(8):66-68.
[5]Zhang S Q,Lv X L,Zhang L H,et al.Application in the experimental data analysis of the slag viscosity with Minitab software[J].Advanced Materials Research,2013,753:1857-1861.
[6]龚立雄,刘娅.基于Minitab的生产过程质量特性分析与控制[J].重庆理工大学学报:自然科学,2013,27(2):69-73.
[7]Leuca T,Novac M,Stanciu B,et al.Using Minitab-Box Benken software to optimize the induction heating process[J].Journal of Electrical and Electronics Engineering,2014,7(1):73-76.
[8]全国统计方法应用标准化技术委员会.常规控制图:GB/T 4091—2001[S].北京:中国标准出版社,2004.
[9]刘淑玲,李建刚.大包装白酒产品净含量测量方法的探讨与改进[J].酿酒科技,2012(3):57-62.
Application of Minitab in Measurement Process Control of Baijiu Bottle-Filling
ZHONG Xing,HU Feng and HU Jianfeng
(Xijiu Co.Ltd.of Maotai Distillery Group,Xishui,Guizhou 564622,China)
Abstract:The measurement process control of Baijiu bottle-filling was investigated in this study.The quality control chart made by Minitab software was used to evaluate the process capability and to analyze the process stability.The results showed that,there were some abnormalities in the process by volumetric method,although all data was in the range of the internal control standards,it had presented a negative trend and the process capability was poor(Cp=1.09,Cpk=1.00).The research revealed that the measurement process was more stable and got improved by gravimetric method(Cp=1.51,Cpk=1.27).
Key words:Minitab;bottle-filling;volumetric method;gravimetric method;quality control chart;process capability
中图分类号:TS262.3;TS261.4;TS261.3;TH71
文献标识码:A
文章编号:1001-9286(2016)06-0093-04
DOI:10.13746/j.njkj.2016116
收稿日期:2016-04-06
作者简介:钟星(1987-),男,贵州遵义人,硕士研究生,研究方向:计量测试技术与管理。
通讯作者:胡峰,男,高级工程师,E-mail:xjjszx149@sina.com。
