白酒酿造用稻壳仓储及预处理系统开发
2016-07-15张煜行鲁选民王永芳张文宇祝刚强白艳春陈志军杨影会河北衡水老白干酒业股份公司河北衡水05000河南工业大学河南郑州450000郑州鑫元粮机有限公司河南郑州45004
张煜行,鲁选民,王永芳,张文宇,祝刚强,白艳春,陈志军,杨影会(.河北衡水老白干酒业股份公司,河北衡水05000;.河南工业大学,河南郑州450000;.郑州鑫元粮机有限公司,河南郑州45004)
白酒酿造用稻壳仓储及预处理系统开发
张煜行1,鲁选民2,王永芳1,张文宇3,祝刚强1,白艳春1,陈志军1,杨影会1
(1.河北衡水老白干酒业股份公司,河北衡水053000;2.河南工业大学,河南郑州450000;3.郑州鑫元粮机有限公司,河南郑州450042)
摘要:稻壳作为普遍使用的酿酒辅料,其质量的好坏直接影响白酒质量。就研究开发的从来料接收、预处理、储存到输送、清蒸、机械化配送的超大能力一体化系统做了简要介绍,阐述了实现稻壳精细化预处理、大容量储存、长距离高浓度比输送、清蒸等技术要点,并介绍了为该系统专门设计、开发的主要设备。
关键词:稻壳;预处理;风送;利浦仓储存;加速器;破拱;白酒
优先数字出版时间:2016-05-17;地址:http://www.cnki.net/kcms/detail/52.1051.TS.20160517.1024.002.html。
传统白酒酿造过程中使用的辅料有稻壳、谷糠、玉米芯等,目前大多使用稻壳,主要是利用其物性特点,在发酵及蒸馏过程中起疏松和填充作用,可以起到调整酒醅的淀粉浓度,降低酸度,吸收酒精,保持浆水的作用,使酒醅有一定的疏松度和含氧量,使蒸煮、糖化发酵和蒸馏能顺利进行。
在白酒酿造过程中,稻壳用量很大,一般为投粮的20%以上,稻壳比重为110~120 kg/m³,因此加入酒醅中的体积很大。稻壳的质量好坏直接影响到酒的质量,如果稻壳的质量差、带异味,会直接使发酵好的优质酒变成劣质酒。
白酒行业经历黄金十年的发展,产能迅速扩大,过去不被重视的稻壳质量、储存管理以及恶劣的工作环境和大量的库房占用问题迫使企业必须去改进。本项目的研究团队打破传统观念束缚,整合国内外最新技术成果,大胆创新实践,衡水老白干酿酒集团对稻壳从接收、清理、储存、清蒸及输送工序,成功开发出一套自稻壳入厂到制酒车间使用的机械化超大能力工艺系统。
1工艺流程设计
1.1现状分析
1.1.1稻壳的质量要求
酿酒用稻壳,一般选用2~4瓣的粗壳,要求新鲜、干燥、有骨性、不霉、不烂,颜色呈金黄色为好,杂质少,无污染,具有一定的疏松度及吸水能力,少含多缩戊糖、果胶质等成分。实际上,稻壳中的杂质较多,如麻绳头、稻草、砂土等。
1.1.2稻壳的输送、仓储
稻壳经汽车运输至厂区,目前多采用人工卸车搬倒至仓库堆放储存。使用时,再由工人按酿酒工艺配比需求,用小拉车运至生产班组的操作现场。此过程存在以下主要问题:
①稻壳出、入库时,工人劳动强度大,生产效率低;
②运送过程中,尘土飞扬,操作环境恶劣,污染环境;
③入库时,未进行除杂清理,杂质会直接掺入酒醅中;
④开放式储存造成物料被二次污染的几率大,质量难以保证;
⑤稻壳堆放场地(库房)占地面积大,利用率低。
1.1.3稻壳清蒸
稻壳在使用前应进行预处理,除了应除尘、除杂外,还需要清蒸和摊晾,去除稻壳中的杂味、生糠味等以及降低多缩戊糖及果胶质的含量。传统做法有以下几个问题:
①酿酒班组各自清蒸,操作点分散,蒸汽消耗大;
②清蒸过程缺乏标准化管理,清蒸效果一致性差,质量不稳定;
③敞口清蒸,大量蒸汽被直接排放,造成能源浪费;
④没有除尘、除杂处理工序。
1.2系统设计
1.2.1设计思路
稻壳入库以前充分除杂、除铁;从稻壳进厂、入仓、出仓、蒸煮到酿酒车间的全过程实现机械化,减轻工人劳动强度;选择新式生产方式,彻底改善工人的工作环境;利用自动化控制技术尽可能节省人力;采用高效、低耗的输送方式;全过程尽可能密闭,避免外界因素对稻壳的二次污染;全系统除尘,保护环境;充分利用空间,节约土地。
本设计最大的困难是由于稻壳的密度很小且表面粗糙、多毛刺,出入库输送困难,储存过程易形成搭桥的现象。
为此,在充分分析研究了现有成熟技术及设计参数的基础上,确定了主要使用气力输送、振筛除杂、钢板仓储存、双路阀切换落料给料点、密闭容器蒸煮等整套技术方案;重点就储存过程易形成的搭桥破拱和清理、输送能力、微压清蒸问题进行论证,确保在实施中得到突破。
1.2.2生产流程
该系统由卸料、除杂除铁、风送入出仓、储存仓、除尘、清蒸、废气排放等几个主要单元组成(见图1)。该系统的整体布置见图2。
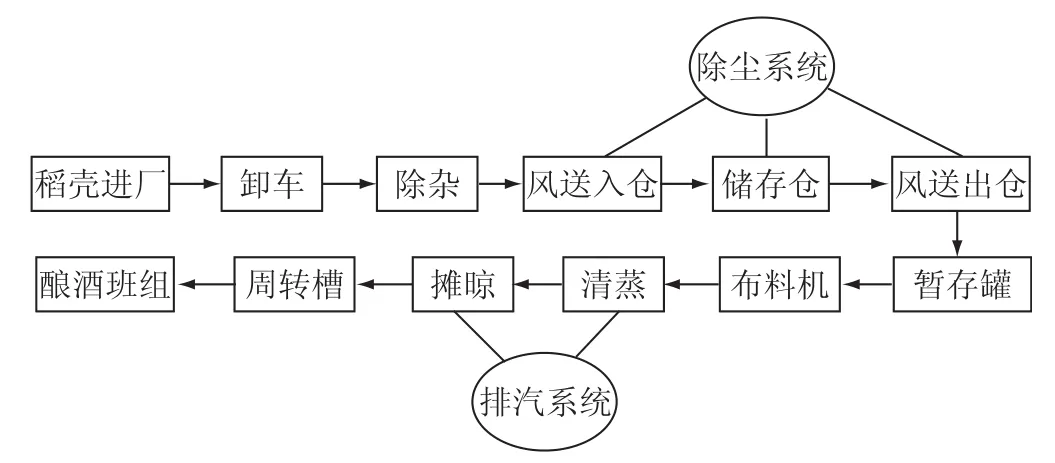
图1工艺流程图
1.2.3主要生产单元
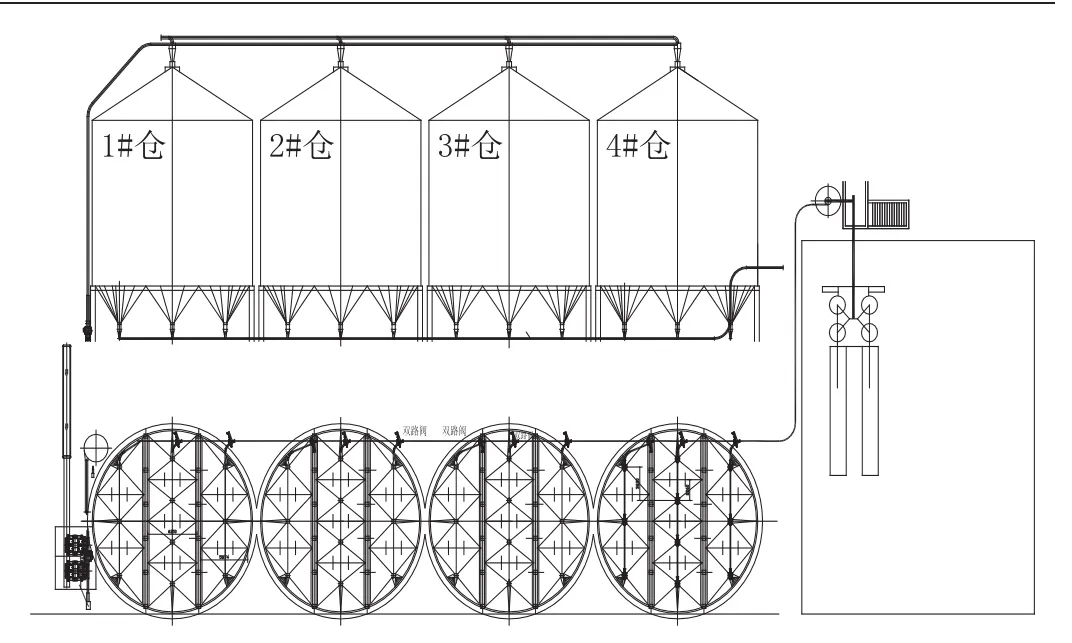
图2整体布置图
1.2.3.1除杂
稻壳的入仓系统设计了自衡振动筛、除铁器、除尘器,具有最大筛分能力和除杂、除尘、除石、除铁更精细的功能,保证了入仓稻壳的干净度。
由于稻壳比重小、滑动性差,极不易处理干净。目前,普通振筛最大的处理能力为6 t/h,如果采用普通振筛进行处理,在增加多台振筛处理的同时,也需增大占地面积,且物料输送、分料、处理后集合物料的系统会很大,相应的投资和动力都增加。因而,我们采用独特的双通道新型自衡振动筛,成倍提高了设备的筛分能力,提升到≥15 t/h,并且实现了更精细的原料清理与分级,去杂率≥94%。
1.2.3.2筒仓储存
为解决传统库房储存的多项弊端,选用密封好、占地小、造价低、损耗少的利浦筒仓储藏稻壳。它不仅有利于实现机械化出、入仓,降低劳动强度,减少用工数量,改善操作与厂区环境,而且由于利浦筒仓密闭性好,可以有效防止稻壳储存过程中的二次污染,保证储存质量,降低稻壳损失。同时还具有占地少、储存量超大、利用率高的特点,便于物料管理。
依据新厂区基酒的生产规模,结合场地及周边设施,考虑整体布局,最终确定储仓直径20m、仓直体高20m、基础高6m,4座筒仓连排布置,总容积可达26000m³,是目前国内单体容积最大的稻壳储仓。而大容积的储仓,怎样增加筒仓的容积利用率和防止结拱现象是技术难点。为此,经过多次计算与实验形成如下方案。
①增加容积利用率
通常入仓时多为每个仓顶设置一个入仓口,入料结束时,仓顶上面都会留有一部分空间,大约占仓容积的18%,由于稻壳流动性差、密度小,筒仓的容积利用率会比较低。为此,经过多次计算与实验,设计了一套一孔多通道的布料形式,通过测试,此形式比传统的单孔入仓,容积率提高8%以上,明显提高了仓储能力。
②破拱方法
使用筒仓储存稻壳的另一个难题是防止搭桥、出料顺畅。稻壳经过储存,在仓内容易形成物料结拱现象,更何况采用大直径的筒仓,如果出料口设计不合理,不仅易结拱而且还会降低仓容积的利用率。为此,设计了多口放料的仓底结构形式,经过多种形式的摆布与应力计算,最终选用了十孔出料形式[1-2],不仅解决结拱现象,而且完全避免填坡,提高了约10%的容积利用率。
1.2.3.3输送系统
稻壳的入仓出仓系统,对其过程中易出现的环节问题进行逐项分析,认为主要输送采用气力输送是最理想的方式。气力输送方式不仅可以保证超大的输送能力,而且输送过程在全封闭管道中进行,输送路线摆布灵活、占用空间小、组成设备数量少、便于维护。
考虑到来料卸车需要尽可能在短时间内完成,按15 t/h进行设计,每车(按目前的最大车考虑)用时约2h。具体方案是,卸车稻壳用人工拆包后喂入皮带机,再通过刮板提升供给振动筛,筛后稻壳经除铁器除去磁性杂质后,用气力输送方式送入筒仓完成入仓输送。
对气力输送而言,有正压输送和负压输送2种方式,正压输送具有输送稳定、输送能力大、物料气浮性好、能耗较低的优点,故多优先使用在点对点或单进多出的场合。本项目的入仓输送为单进4出,正好适合采用正压输送。而本项目的出仓设计了40个落料点,属于多进单出的情况,故采用负压输送。
根据制酒车间的生产量需要,出仓设计能力为5 t/h。
入仓输送的仓间分流和出仓输送的出口间汇流都采用专门开发的电动双路阀进行切换,可方便地实现自动控制。
①配套研制专用正压输送关风器和加速器
目前常用的微正压气力输送系统浓度比较小,能耗高,并且由于采用正压输送致使输送系统的压力大于料仓的喂料压力,导致喂料不顺利。为此,在确保达到大流量输送的前提下,设计选用稻壳专用微正压输送关风器、配套加速器和生物质微正压气力输送系统技术,并进行了专门设计,显著改善了微正压输送系统的喂料条件,使系统的喂料浓度比提高,从而节约空气用量,降低风机动力消耗,并且可减少输送管道的尺寸[3]。喂料条件的改善使得物料更加易于进入输送管道输送,解决了微正压输送系统经常出现的喂料难问题,确保了入仓能力达到15 t/h,满足稻壳采购高峰期快速卸车要求。
②特制的输送管道
输送管道采用厚度为6 mm的无缝钢管制造,弯管部分也采用无缝管拉制成型,使用结果表明该管避免了一般使用镶玻弯管玻璃易碎的问题,耐磨性显著优于多节直管焊接制成的弯管[3]。
③灵活的双路阀切换设计
如前所述,本系统入仓为单进4出,出仓为40进1出,研发了专用的双路阀,实现了分发输送和汇集输送的灵活切换,可随意改变输送路线以完成定向输送;专用双路阀具有一阀双控的优势,不仅切换简单可靠,也节约了投资成本。
1.2.3.4除尘
尾气处理上,先通过下旋式刹克龙配合卸料关风器卸料,卸料后尾气再通过脉冲布袋除尘器过滤后排放。同时,还将分离器出风口管径适当加大,有利于提高灰尘的分离效果。
由于稻壳在全密闭管道中输送,无粉尘外溢问题;在筛选设备的进出料口,设有专门的除尘风管,无灰尘飞扬问题;输送废气于卸料后通过布袋除尘器排放,无环境污染问题,现场劳动环境和卫生条件得到大大改善。
1.2.3.5带压清蒸
采用集中处理、带压清蒸、通风摊晾方式。
稻壳仓通过输送管道与稻壳预处理车间相连接。布料机将稻壳均匀装入蒸锅中,装满蒸锅后,密封,按设定好的程序保持微压自动清蒸,在清蒸过程中定时排气,排出邪杂味,气体通过集气罩收集,排放到室外。清蒸结束后,蒸锅可180度翻转将稻壳倒入链板输送机,进入摊晾机。摊晾机采用密闭方式,蒸汽通过排气筒排放到室外,链板上风孔适宜,设有防止稻壳飞散的压网,摊晾机通过吹风,进一步除去稻壳中的邪杂味,同时降温,防止产生霉味。摊晾结束的稻壳盛入稻壳周转槽中,运送到酿酒班组使用。
2应用效果分析
稻壳在仓内较传统库房储存,质量稳定、干净。
入仓、出仓顺畅,经过实测,入、出仓能力达到设计的15 t/h、5 t/h,大杂、砂石、铁的去除率可达100%,尘土去除率为94%。
自动控制稻壳清蒸,避免了对员工经验的依赖,提高了质量的稳定性,实现了精准化、标准化。
经过试验与生产验证,表明在0.12~0.14MPa压力下,清蒸25min和传统方式清蒸50min的稻壳效果相当。由于采取密闭、低压清蒸和集中处理的方式,大大降低了蒸汽的用量,经过对比测试,节约蒸汽达65%。
该系统投入使用后,基本实现了物料全封闭,彻底改变了工人的工作环境。通过机械化、自动化的生产方式,大大降低了工人劳动强度,节省了人力。
该系统建成后,节约土地、节省投资显著。4个筒仓占地仅1600m2,其储能相当于传统的12000m2的库房;该系统与建设同等储存能力的库房比较,节省投资1000万元以上。
3 结语
截止目前,白酒辅料入厂(除杂)、输送、储存、清蒸、机械配送的一体化系统投入使用已达2年,各环节运行平稳,达到了设计要求,表明该系统的开发应用是成功的。它保障了白酒辅料的清蒸质量及其除杂效果和储存质量,从而保证了白酒质量的稳定。该系统的开发应用,适应了白酒行业规模化发展需求,为实施酿酒机械化提供了支撑。同时,该系统关键技术也可以应用于中小型白酒企业辅料的集中处理。
参考文献:
[1]任宁,王永芳,祝刚强,等.稻壳储存用钢板仓锥底应力分析[J].粮食加工,2015(6):56-58.
[2]鲁选民,张煜行,王永芳,等.酒厂稻壳储存用钢板仓出料形式及仓底结构设计[J].粮食与饲料工业,2015(10):5-10.
[3]鲁选民,鲁艳秋.稻壳正压输送系统的设计和实践[J].粮食与饲料工业,2009(11):3-10.
Development of Storage & Pretreatment System of Rice Husk for Baijiu-Making
ZHANG Yuhang1,LU Xuanmin2,WANG Yongfang1,ZHANG Wenyu3,ZHU Gangqiang1,BAI Yanchun1,CHEN Zhijun1and YANG Yinghui1
(1.Hengshui Laobaigan Co.Ltd.,Hengshui,Hebei 053000;2.He'nan University of Technology,Zhengzhou,He'nan 450000;3.Zhengzhou Xinyuan Grains Machinery Co.Ltd.,Zhengzhou,He'nan 450042,China)
Abstract:Rice husk is commonly used as the auxiliary materials for Baijiu-making.Its quality directly influences the quality of Baijiu.In this paper,the research on and the development of the integrated system including receiving,pretreatment,storage,transportation,steaming and mechanized distribution with ultra-large capacity were introduced briefly.And the technical points in fine pretreatment,mass storage,long-distance & high-concentration ratio transportation,and steaming etc.were elaborated.Besides,the main equipment for the design and the development of such system was introduced.
Key words:rice husk;pretreatment;wind transportation;Lipp steel silo storage;accelerator;arch-breakage;Baijiu
中图分类号:TS262.3;TS261.4
文献标识码:A
文章编号:1001-9286(2016)06-0102-03
DOI:10.13746/j.njkj.2016137
收稿日期:2016-04-18
