薄壁壳体零件加工夹具设计
2016-07-04张智森许永强陆海桃戴延丰
张智森,许永强,陆海桃,戴延丰
(1. 中航工业金城南京机电液压工程研究中心 工艺工程部,南京 211106;2. 中航工业航空机电系统综合航空科技重点实验室,南京 211106)
薄壁壳体零件加工夹具设计
张智森1,2,许永强1,2,陆海桃2,戴延丰1,2
(1. 中航工业金城南京机电液压工程研究中心 工艺工程部,南京211106;2. 中航工业航空机电系统综合航空科技重点实验室,南京211106)
摘要:为实现对某型薄壁壳体零件加工变形的控制,文章从零件的加工工艺技术条件出发,结合刀具的切削力以及产品装夹时的夹紧力对产品变形的影响。通过有限元软件分析其变形状态,并依据理论分析结论改进设计夹具。实践证明,该型夹具结构简单,操作便捷,极大地减少了该型产品夹具因素对加工变形的影响,对类似弱刚度产品加工夹具设计提供了参考。
关键词:夹具设计;弱刚度;有限元分析;加工变形
0引言
薄壁壳体零件广泛应用于航空航天工业中,由于其弱刚度、易变形的特点,导致对其加工变形的控制一直是个难点。国内外对该类型变形的研究主要集中在:工件力学特性与结构特点、加工进给参数选择、加工残余应力对产品形变的影响等[1]。
本文主要从刀具切削力以及夹具定位支撑与装夹机构对产品的静态形变影响方面出发,利用有限元软件分析从理论上找出零件装夹薄弱部位,针对此类问题来设计夹具。从而减少刀具切削力因素与装夹问题对产品静态变形的影响,为提高产品的加工合格率,加快弱刚度类零件的夹具设计效率提供了参考。
1薄壁壳体零件工艺性分析
该型薄壁壳体零件是航空机电壳体零,由上下两个半壳体组合而成,其材料为铸造铝合金,代号是ZL114A—T6,材料牌ZAlSi7Mg1A[2]。其结构示意图如图1所示。
该零件为薄壁壳体类零件,最小厚度为3mm,其外形结构复杂,内部空腔跨度尺寸大。在整体加工时,由于切削量较大,切削热易引起热变形。另外加工部位缺乏可靠的结构性支撑,以致在轴位待加工孔加工完成后,在夹具拆卸前后孔对定位面的位置度计量值误差较大。本文选择产品加工最后一道工序的精加工作为案例。
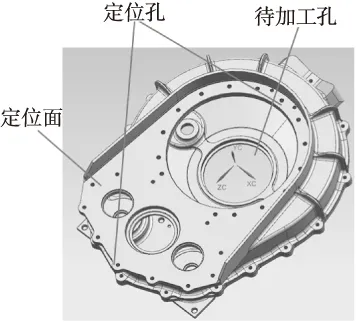
图1 某型机电壳体示意图
2夹具设计
2.1产品定位
根据零件加工工艺技术要求结合产品结构特性,该零件加工时以测量基准面作为定位面,以经过预加工的壳体零件安装螺栓孔作为定位孔安装菱形销与圆柱销,这就限制住了产品的六个自由度,实现完全定位。
2.2夹具设计步骤
该夹具设计从工艺技术要求出发,将夹具设计分为两个阶段:①分析薄壁壳体零件模型(包括图纸审核和CAD模型分析),初步设计出符合定位和夹紧原理的装夹方案;②基于上述装夹方案,根据定位位置、夹紧位置和夹紧力的大小计算出薄壁壳体件的装夹变形,并验证该方案是否满足所有的约束条件,再根据变形量大小计算出产品形位位移,并通过对比比较,从几种备选方案中选出最优方案[3]。装夹方案优选流程图如图2所示。
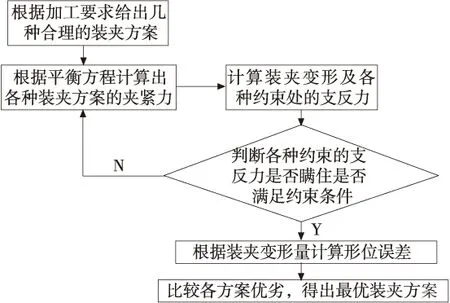
图2 优选装夹方案示意图
2.3夹紧力对零件静态变形的影响
夹紧力大小不仅与切削力和零件自重有关,而且还与作用点和作用方向有关。其大小对零件的静态变形有较大的影响。依据设计步骤,结合零件外形特征,初步设置六块压板以均布的方式来保证压紧力平均分配[4-6]。
2.3.1铣削力计算
根据铣削力经验公式[7]结合本案例实际情况,得到铣削力经验公式:
(1)
其中,铣刀直径D=2.6mm,铣削速度vc=1382.3mm/min,每齿进给量fz=0.1mm,进给速度vf=300mm/min,轴向切深ap=0.5mm,径向切深ae=0.5mm。
得:
(2)
由上述结论可知,刀具切削时刀具对工件Z方向的力最大,这会加大产品的切削弹性变形。在夹具设计时需要考虑Z方向力的影响。
2.3.2压紧力计算
零件的固定主要是靠夹具体上的压板来保证的,压紧力需要与切削力和零件自重保持平衡。
根据压紧力计算公式(3)所示:
(3)
式中:M—切削扭矩;f—压板与产品的摩擦系数,此处为压板与毛坯面的摩擦系数选取0.3。由式(3)可知,压紧力大小还与作用力的方向和作用点有关。
另外在实际生产中还需保留一定的安全系数K,精加工时K取值为1.5~2.5。在本案例中取值K=2。
综合公式(1)、(3)计算出六个分布式压板实际夹紧力大小如表1所示。

表 1 各压板受力数据(单位 N)
2.3.3压紧力对产品静态变形的影响
夹紧力对零件静态变形的影响,会直接影响到零件加工的最终精度。因此,在零件加工前,对其受力进行模态分析,并找出对其变形影响较大的因素。再从改进夹具或者加强产品本身刚性上进行优化[8]。
图3为采用表2中数据分析出的产品静态变形图。
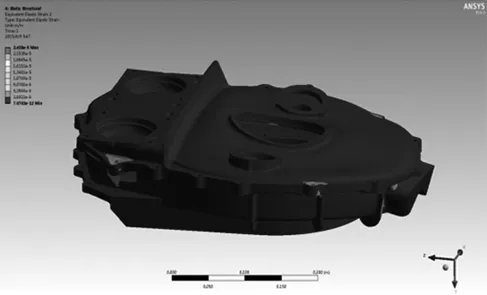
图3 产品静态变形示意图
从图3可知,零件下壳体轴环处加工变形较大,结合零件结构特征分析,零件内腔跨度较大,壳体在该部位刚性较弱,需要在夹具上额外增加支撑或者直接增强零件的刚度。夹具经过调整后再次进行仿真,见图4。
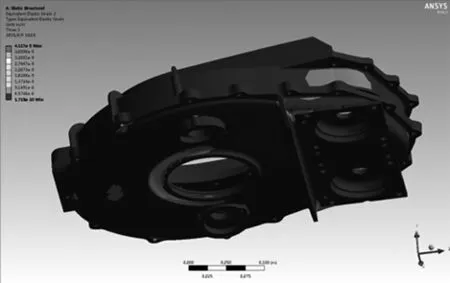
图4 改进后产品静态变形示意图
零件静态下的变形问题已得到极大的改善。
2.4夹具设计
本文采用增加辅助支撑的方式来解决装夹变形问题[9-11]。根据2.3节仿真结果设计夹具最终装配图如图5所示。

1.基体 2.吊环螺钉 3.压板 4.压缩弹簧 5.双头螺柱 6.调节支承 7.菱形销 8.螺母 9.圆柱销 10.六角螺母 11.压板 12.垫圈 13.紧定螺钉 14.双头螺柱 15.压缩弹簧 16.垫圈 17.调节支撑 18.薄六角螺母
图5夹具示意图
图5为夹具装配图,以夹具基体1为基础进行装配,产品放置在基体1的上工作面,其放置方向根据夹具上菱形销7与圆柱销9的位置而定。然后依次压紧各压板,压紧螺母初次拧紧为计算压紧力的50%,待六块压板全部安装好后,再逐步拧紧到计算压力的80%。然后在腔体内部加工孔侧面安装调节支承,支承面逐步调整到接触产品。此时再将压板调整到计算压力值。并检查调节支承状态。
在加工状态下,刀具对零件上表面切削的铣削力通过调节支承传递到夹具基体上,避免产品在此发生弹性变形。
3结束语
本文主要针对薄壁壳体零件的结构特征以及装夹特点,设计了该型夹具。依据该款夹具的设计思路,对多型号薄壁壳体零件进行夹具设计,不但缩短了设计周期,而且很大程度上解决了零件装夹静态变形问题,为提高生产效率和经济效益,作出了很好的探索。
[参考文献]
[1] 路冬.航空整体结构件加工变形预测及装夹布局优化[D].杭州:浙江大学,2007.
[2] 航空材料手册编写组.航空材料手册[Z].北京:北京国际工业出版社 ,1994.
[3] 秦国华,吴竹溪,张卫红.薄壁件装夹变形机理分析与控制技术[J].机械工程学报,2007,43(4):211-216,223.
[4] 李玉梅.薄板件切削回弹变形机理及装夹优化方法研究[D].济南:山东大学,2008.
[5] 上海市金属切削技术协会.金属切削手册[M].2版.上海:上海科学技术出版社,1984.
[6] 魏中兴,吕彦明,王发成,等.夹具静态误差与动态误差的综合分析[J].组合机床与自动化加工技术,2012(5):62-64.
[7] 李作丽,赵军,王素玉,等.球头铣削切削力预测模型的解析计算[J].山东科技大学学报(自然科学版),2005,24(1):76-78.
[8] 王海军,陈红霞,董书文,等.有限元分析在加工轮毂液压夹具柔性化设计中的应用[J].组合机床与自动化加工技术,2011(6):33-37.
[9] 航空制造工程手册总编委员会.航空制造工程手册[M].北京:航空工业出版社,1995.
[10] 赵勇,罗静,龚文均,等.摩托车曲轴箱油道孔钻铰加工专用夹具设计[J].组合机床与自动化加工技术,2013(5):114-116.
[11] 李吉,赖玉活,冯跃霞.发动机气缸钻孔专用夹具设计[J].组合机床与自动化加工技术,2013(3):108-110.
(编辑赵蓉)
Design of Fixture for Thin-walled Shell
ZHANG Zhi-sen1,2,XU Yong-qiang1,2,LU Hai-tao2, DAI Yan-feng1,2
(1.Engineering Department,Nanjing Engineering Institute of Aircraft Systems, Jincheng,AVIC,Nanjing 211106,China;2. Aviation Key Laboratory of Science and Technology on Aero Electromechanical System Integration,Nanjing 211106, China)
Abstract:In order to control the deformation of a thin-walled shell parts, this paper is based on the processing technology of the parts, and the influence of the cutting force and the clamping force on the deformation of the product. The deformation state is analyzed by finite element software, and the design fixture is improved according to the analysis conclusion. Practice has proved that the fixture structure is simple and easy to operate. It greatly reduces the influence of the fixture on the machining deformation. It provides a reference for the design of similar products.
Key words:fixture design;low-rigidity ; finite element analysis ; machining distortion
文章编号:1001-2265(2016)06-0155-02 1001-2265(2016)06-0157-04
DOI:10.13462/j.cnki.mmtamt.2016.06.043 10.13462/j.cnki.mmtamt.2016.06.044
收稿日期:2015-07-17;修回日期:2015-08-17
作者简介:张智森(1982—),男,湖北荆州人,中航工业金城南京机电液压工程研究中心工程师,研究方向为航空精密零件加工工艺装备设计,(E-mail)15851852796@163.com。
中图分类号:TH122;TG65
文献标识码:A
