基于Edgecam的型材铣床自动化编程技术研究*
2016-07-04李铁钢
李铁钢
(沈阳工程学院 机械学院,沈阳 110136)
基于Edgecam的型材铣床自动化编程技术研究*
李铁钢
(沈阳工程学院 机械学院,沈阳110136)
摘要:针对某型材铣切机床的数控程序的自动化生成问题,研究了基于Edgecam软件的自动化编程方法。首先,在基于Edgecam的基础上提出了程序智能生成的系统设计方法,而后,解析了机床接口文件格式,论述了编程操作和软件系统构建等关键技术,利用VB.NET并结合PCI和PDI等二次开发语言编写了程序,最后以典型零件的数控编程的实例证明了方法的有效性,实现了型材铣床程序的智能化和快速化生成,为其它机床的数控程序的自动化生成提供了借鉴。
关键词:型材数控铣;自动编程;Edgecam;二次开发;VB.NET
0引言
随着现代建筑技术的发展,幕墙逐渐成为当代楼宇外部装饰的新潮流,在机场、火车站、体育馆、博物馆、文化中心、大酒店和大型商场等标志性建筑中广泛采用,特别是伴随幕墙工艺与科技的结合,比如太阳能光伏幕墙等智能型幕墙的出现更展示出了建筑的独特魅力。
铝型材是幕墙结构的骨架,是主要受力结构部件,为提高制造精度和生产效率,大型幕墙制造企业广泛采用数控型材铣床加工。现在数控型材铣床与传统的金属切削机床数控系统不同,属于专用数控系统机床,能够完成钻孔、攻丝和铣削沟槽、直线、圆弧、曲线等加工操作,程序编制在机床自带的控制系统上完成,编程采用交互会话方式进行,输入加工的几何元素信息,定义刀具、加工参数和加工操作,而后控制机床加工。前期结构设计的CAD模型不能直接在程序编制时使用,编程时信息手工输入易错且效率低下,机床经常停机等待程序编制,造成生产效率低下。现在的通用数控编程软件无型材加工功能,必须在此类软件平台上,针对具体的机床开发相应的型材加工功能模块,以提高数控加工效率。
Edgecam是由海克斯康公司开发的应用于数控铣、数控车、数控线切割以及车铣复合加工等领域的通用智能型数控编程软件,客户数量居独立CAM软件的前列,可读取主流CAD软件的模型数据,利用完备的二次开发工具进行特殊领域复杂功能的客户化定制编程系统开发[1]。
本文在Edgecam软件平台基础上,针对某典型型材铣床自动化数控程序编制问题,研究了机床交换文件的结构、二次开发系统的体系结构、编程操作和系统构建等关键技术。
1关键技术及实现方法
1.1机床交换接口文件解析
机床所用的系统为专用控制系统,只能使用专用的交换文件进行数据交换,如表1所示。

表1 机床交换文件
型材铣床系统可以独立地输入/输出七个交换文件,每次输出一个交换文件,交换文件特征中的“必备”指加工时必须有,而“可选”指根据具体的定义方法可以存在;为提高生产效率,也可以一次输入/输出具体零件所用的整个加工指令Exchange.auf文件,涉及到的其它种类交换文件自动关联输入/输出。
交换文件是ASCII码的文本文件,具有特殊的含义,以文件Exchange.bea为例,其由若干个加工程序节组成,顺序排列,每个程序节包括程序头和程序数据段两部分。程序头部分位于每个加工程序节的第一行,由92个字符组成,左起10个字符表示加工程序名称,左对齐,字符不够10位时右补空格;第11-50位表示程序注释,左对齐,字符不够位数时右补空格;第51-56位表示型材长度,少于6位时左补空格;第57-66位表示型材总体参数程序名,左对齐,字符不够位数时右补空格;第67-92位固定为0000.00000.00000.00000.00。程序数据段由若干程序段组成,每个程序段为1行,每行包含276个字符,第1位定义为加工进刀方向,其中1表示刀具向下加工,2表示刀具从后向前加工,3表示刀具从前向后加工,4表示从左面加工,5表示从右面加工;第2位固定为字符0;第3位为整组加工时所需夹紧型材的次数号;第4-18位为X轴的加工位置,第19-33位为Y轴的加工位置,第34-48位为Z轴的加工位置,左对齐;第49-188为深度表,每个数据点具有最多10个深度进给项,共占14个字符,其中深度Z坐标为7个字符,左对齐,少于7位时右补空格,后接6个字符的进给率,整数占3位,小数占2位,位数不足补0,深度表最后1位表示进给类型,铣切为1,钻孔为0;第189位表示程序段加工类型,0表示钻孔,1表示轮廓铣,2表示子程序;第190-199位表示轮廓或子程序号,左对齐;第200-204位表示加工轮廓长度,左对齐;第205-209表示加工轮廓宽度,左对齐;第210-219位表示刀具编号,左对齐;第220-224位为转速,整数格式,左对齐,位数不足补0;第225-230位为进给率,小数点前3位,小数点后2位,位数不足补0;第231-255位固定为0000.000.00.0000 00:00:00;第256-276位全部为空格。
1.2基于Edgecam的程序编制
型材零件以2维DWG或DXF格式和3维的CAD数据形式由工程设计部门提供,可直接输入Edgecam中,开发系统的应用流程如图1所示。
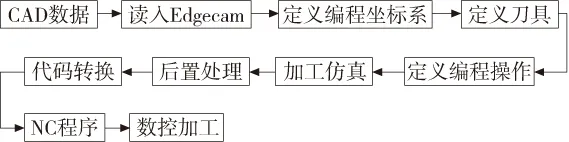
图1 系统应用流程
型材典型加工工艺为钻孔、铣轮廓和攻丝,采用气动装置夹紧,如图2所示,定位为典型的“3-2-1”六点定位,底平面限制Z轴平动、X轴转动和Y轴转动3个自由度,气动夹紧装置的固定块限制Y轴移动和Z轴转动2个自由度左侧面定位器限制沿X轴平动1个自由度。加工坐标系为左手坐标系,而在Edgecam中为右手坐标系,如实线Y1轴,编程后生成交换文件时必须进行坐标转换,变换成虚线Y2轴所示。
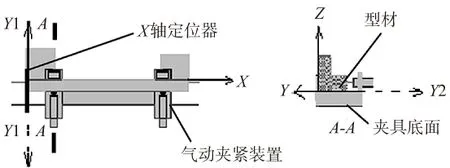
图2 定位及坐标系设置
对于六面体型材框架的加工即可以采取一次装夹定位,利用角度刀具从不同的方向加工;也可以采用普通钻头和铣刀,统一采用形式1的进刀方式多次翻转加工,为了简化刀具和节约成本,本系统规定只采用绕X轴多次翻转加工的形式。
在Edgecam中采用孔加工和轮廓铣功能模块编程,Z向进刀采取3段式表征,第一段选择接近平面,用程序Z值实现,第二段选择基准平面,第三段选择深度平面,第二段和第三段使用深度表实现。轮廓采用轮廓子程序形式,采用直线插补和圆弧插补实现,加工轮廓采用中心轨迹形式,不使用刀具半径补偿功能。
1.3基于Edgecam的自动化编程系统构建
Edgecam基于.NET架构设计,具有丰富的PCI(Programming Command Interface)、PDI(Programming Development Interface)等二次开发语言,利用PCI和PDI可以访问Edgecam的零件PPF数据文件和SQL Server工艺数据;可以使用C++、C#、VB.NET等编程语言调用PCI和PDI工具访问Edgecam的接口函数[2]。本系统利用VB.NET并调用 PCI、PDI和SQL SERVER生成DLL动态连接库,利用Edgecam界面定制器生成菜单和图标快捷方式在主界面调用,开发的系统模块如图3所示。
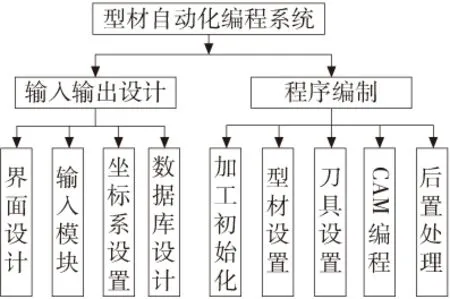
图3 系统模块
利用Edgecam的SQL Server数据库存储系统管理和加工初始化等自定义管理信息,方便程序的编辑和修改,新建立的数据表如图4所示。
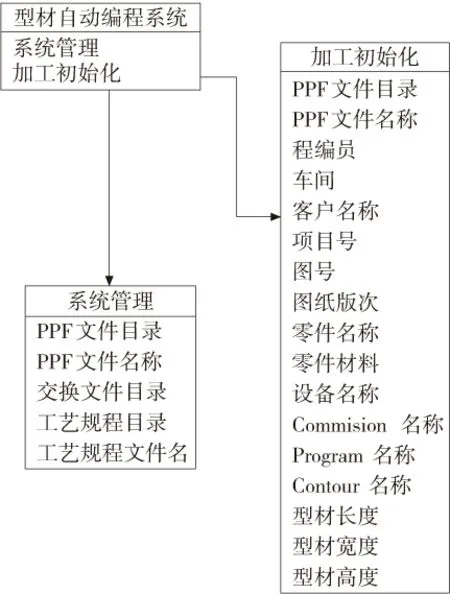
图4 数据表
通用后置处理是将前置CAM操作转化为机床NC程序的过程,首先利用机床用户手册和实测数据,如表2所示,建立机床的实体装配模型和夹具模型,而后在Edgecam中分别打开机床和夹具模型,输出到CodeWizard中建立通用后置处理器的运动模型,建立类似FANUC 0I系统的控制系统模型,最后编译生成后置处理器mcp文件[3-5]。在程序编制完成后,利用Edgecam进行常规的后置处理,生成类似FANUC 0I系统的NC程序。
利用通用后置处理生成的NC程序需要转化为型材铣床可输入的Commision(加工指令)、Program(加工程序)、Contour(轮廓子程序)、Gen. Parameter(总体参数)和TOOL(刀具)等交换文件的形式,常规后置结束后调用专用的接口转换器Dll程序,对生成的后置NC文件进行转化。专用接口转换器具有Edgecam接口模块、数据库信息提取模块、文本文件输入/输出模块、字符处理模块和数学处理模块等。数学处理包括坐标变换、圆弧插补处理和字符截取和圆整等功能。

表2 机床主要技术参数
设在Edgecam编程模式时右手坐标系下零件经通用后置处理输出的NC文件中刀位点的坐标为p0(x0,y0,z0),型材翻转加工时经过饶X轴旋转α=n×90°(n=1,2…8,角度的方向按Edgecam右手坐标系)后的左手坐标点为p1(x1,y1,z1),则由坐标变换有:
圆弧插补用指令G02/G03/G23实现,在Edgecam右手坐标系下,G02表示逆时针圆弧插补,G03表示顺时针圆弧插补,两种情况均需要利用I和J指令表示圆心坐标值,要求运动的圆弧对应的圆心角小于180°。设圆弧起点的坐标为ps(xs,ys),圆弧终点的坐标为pe(xe,ye),圆弧圆心的坐标为Co(xo,yo),此处坐标值为未经过左手坐标变换的坐标值。则计算有:
式中,R为圆弧半径,α为圆心角。
以圆弧插补指令G02为例,如果圆弧的圆心角不超过180°,则向量Cops绕Co点旋转α度可以得到向量Cope,即有关系式:
Cops·(cosα+isinα)=Cope
其中,i为虚数单位,整理得:
如果上式成立,则圆弧插补格式不变,只需要对圆弧起点坐标、圆弧终点坐标和圆心坐标进行左手坐标系变换即可。
如果上式不成立,则表示圆弧插补圆心角大于180°,此时G02/G03指令不适用,需要将其修改成G23指令,去掉原G02/G03中使用的圆心坐标程序字I和J,增加圆弧上的第3点pa(xa,ya),pa点为圆弧起点与圆心Co的连线延长后同圆周弧线的交点,计算有:
xa=2x0-xs
ya=2y0-ys

2应用实例
利用某型材骨架零件铣切编程测试,零件规格为3000×180.5×43.5,单位为mm,已经完成长度下料和端头的开口加工,本机床需要加工上下表面的孔,在加工中需要翻转3次加工,零件形状、Edgecam编程操作、转化后的交换文件和输入机床后的视图如图5所示。对比PPF中的定义的参数、浏览器视图中的操作步骤、加工命令的切削参数和刀具参数,发现生成结果正确,实际切削加工出合格零件,验证了系统设计方法和程序开发的正确性。

(a)型材零件

(b)Edgecam加工路径

(c)Exchange.bea文件

(d)交换文件输入机床系统后界面
3结论
基于Edgecam软件平台,利用VB.NET及PCI和PDI等Edgecam二次开发工具,结合SQL Server数据库开发了型材铣床自动化编程系统,完成了系统的开发并利用典型实例测试,生成了合格的加工程序交换文件,输入机床数控系统通过加工验证了方法和开发软件的正确性。
[参考文献]
[1] 李铁钢. 基于Edgecam的电极自动化编程系统开发[J]. 制造业自动化,2015,1(上):127-129.
[2] 李铁钢. 基于Edgecam的礼品雕刻自动编程系统开发[J]. 制造技术与机床,2015 (2):29-31.
[3] 韩庆瑶, 韩芝龙, 路世强. 基于 EdgeCAM 的数控加工技术在模具加工中的应用[J]. 机床与液压,2009,37(6):214-216.
[4] 李铁钢. 车铣复合集成数字化制造技术[J]. 组合机床与自动化加工技术,2013(2):121-123.
[5] YUNqing Rao,Gang Huang,Peigen Li,et al. An integrated manufacturing information system for mass sheet metal cutting [J]. Int J Adv Manuf Techno,2007,33:436-448.
(编辑赵蓉)
Research on Automatic Programming for Profile Milling Machine Tool Based on Edgecam
LI Tie-gang
(Mechanical School,Shenyang Institute of Engineering,Shenyang 110136,China)
Abstract:In order to solve the intelligently generating of processes form in CNC programming,the method of automatic generating based on Edgecam software was introduced.Firstly,the ideas for intelligent generating in Edgecam is proposed,then,the interfere files format of machine tool were analyzing,the key technology of programming operations and software design were studied,the program was written in VB.NET,PCI,PDI and other secondary development languages in Edgecam, finally,the case study used in a typical part with the proposed method,which provides reference for the processes form generating intelligently and rapidly in other product.
Key words:profile CNC milling;automatically programming;Edgecam;secondary development;VB.NET
文章编号:1001-2265(2016)06-0138-03
DOI:10.13462/j.cnki.mmtamt.2016.06.037
收稿日期:2015-07-23
*基金项目:国家自然科学基金资助项目(50975043);辽宁省博士启动基金资助项目(20141096);沈阳工程学院科技基金资助项目(LGYB-1504)
作者简介:李铁钢(1973—),男,沈阳人,沈阳工程学院副教授,高级工程师,博士,研究方向为数控加工技术,(E-mail)ltgchina@126.com。
中图分类号:TH166;TG506
文献标识码:A
