铝板热轧机乳化液工艺润滑系统设计
2016-06-27陈敏
陈 敏
(中国第二重型机械集团公司,四川618000)
铝板热轧机乳化液工艺润滑系统设计
陈敏
(中国第二重型机械集团公司,四川618000)
摘要:介绍了乳化液工艺润滑系统在热轧铝板轧机上的应用、设备组成及工艺参数。
关键词:热轧铝板;乳化液;润滑系统
铝及铝合金的热轧温度一般在320~520℃之间,由于铝材的特殊性,极易与轧辊发生粘连,造成热轧板带表面缺陷,因此必须采用润滑与冷却性能好的乳化液进行工艺润滑。喷射到轧机上的乳化液与高温铝板和轧辊接触时,稳定的乳化状态被破坏,油水分离,油吸附在铝板和轧辊表面并进入轧制变形区,起到润滑作用,减少轧辊表面粘铝,降低轧制力;分离的水由于蒸发对轧辊起到冷却作用,通过调节乳化液的喷射流量、压力,能更好地控制辊型,从而提高产品的板型和表面质量。
1概述
乳化液的正确使用与润滑冷却效果密切相关,在设计乳化液工艺润滑系统时应满足使用乳化液介质的如下要求:
(1)粒径效应:系统能使油在水中均匀分布;
(2)使用浓度:系统能方便调整乳化液浓度;
(3)使用温度:系统能自动控制介质的温度;
(4)使用周期:系统能方便维护和管理,防止乳液腐败变质,尽量延长乳液使用寿命;
(5)循环过滤:系统能有效防止其它因素对其污染,同时去除沉淀物及液面上的悬浮物。
2乳化液工艺润滑系统设计
本文以1 850 mm“1+4”铝带热连轧精轧机区为主要介绍对象。
乳化液工艺润滑系统是以乳化液为工作介质的设备,乳化液主要由基础油、乳化剂、添加剂和水组成。精轧机区乳化液系统是循环供送工艺润滑介质的设备,用作热轧铝带精轧机区辊系及带材的润滑和冷却。阶段性喷射小流量的乳化液用于对精轧机区的辊道、圆盘剪、卷筒等设备的冷却和润滑。
3主要技术参数
系统流量/L·min-1:30 000
扬程/m:90
工作介质:95%软水+5%基础油(可溶性脂)
工作温度/℃:50~60
主乳液箱容积/m3:520
4设备组成及工作原理
精轧机区乳化液工艺润滑系统由五个子系统组成,即配液系统、净液系统、污液系统、过滤系统、分段控制系统。
4.1配液系统
轧制过程中由于液体的不断蒸发,供给辊道、圆盘剪、夹送辊、卷筒的乳液没有回收,系统运行一段时间后,工作介质的浓度变化,乳液箱的液位下降,需要补充乳液,因此设置了配液系统。制备乳化液的基本工艺流程如下:
基础油→乳化剂→添加剂→加热、搅拌→加软水→乳化液。
配液系统由软水部分和基础液部分组成。
软水部分主要由软水箱、软水泵、电磁流量计、控制元件(液位控制器、温度控制器)、加热器、功能性阀门及管道等组成。
主要参数如下:
软水箱容积/m3:25(不锈钢)
流量/L·min-1:400
基础液部分主要由基础液箱、计量泵、电磁流量计、控制元件(温度控制器、液位控制器)、加热器、功能性阀门及管道等组成。
主要参数如下:
基础液箱容积/m3:10
流量/L·min-1:100
软水部分和基础液部分都能独立实现温度、液位的自动控制,根据需要由HMI控制所加介质的体积。
4.2净液系统
净液系统是接收过滤后的乳化液,并由主泵将乳化液供送到设备上各润滑、冷却点的设备。
净液系统主要由净油箱、加热装置、冷却装置、轧制液主泵装置、功能性阀门(单向阀、节流阀、开关阀门)、控制元件(压力控制器、温度控制器、液位控制器)及管道等组成。
主要参数如下:
净油箱容积/m3:300
轧制液主泵装置(变频电机,3台工作,1台备用)
流量/L·min-1:10 000
扬程/m:90
为了使介质的温度满足使用要求,净液系统设置了旁路循环加热、冷却装置。
主要参数如下:
循环泵(2台工作,1台备用)
流量/L·min-1: 7 500
4.3乳化液污液系统
污液系统是接收从轧机上回流的乳化液,并由过滤泵供送到真空过滤器的设备。
污液系统主要由污油箱、带式撇油装置、过滤泵装置、功能性阀门(单向阀、节流阀、开关阀门)、控制元件(压力控制器、温度控制器、液位控制器)及管道等组成。
主要参数如下:
污油箱容积/m3:220
过滤泵装置(3台工作,1台备用)
流量/L·min-1:11 000
4.4乳液过滤系统
轧机在生产过程中,乳化液将受到铝粉、油污、自身分解出来的矿物油以及液压或润滑系统中因故障而泄漏的油污染。当油积累到一定程度时,对产品的表面质量有影响,必须及时清除,因此设置过滤系统和带式撇污设备。
主要参数如下:
真空平床过滤器(3台工作,1台备用)
流量/L·min-1: 12 000
过滤精度/μm:50
真空过滤系统采用两种控制模式:
(1) 净液腔中的负压值达到设定的压力值时,负压传感器发出电讯号,控制走纸系统;
(2) 污液腔液位发讯报警装置发出电讯号,控制走纸系统。
乳化液站内设置有检测元件(压力、液位、温度),带有模拟信号输出,使上述信号能传到主操作台,以便于通过HMI监控和显示。整个乳化液站中的配液系统、净液系统、污液系统、过滤系统都能独立控制,又能相互联锁控制。
4.5分段控制系统
分段控制系统是控制喷射到设备上各润滑、冷却点的乳化液的流量和压力的设备。轧机喷射系统具备多种模式的分段冷却、润滑功能。现主要介绍几种典型的控制方式:
4.5.1辊道冷却
每组流量为320 L/min。
采用辊道分组,单阀控制,手动调节流量的控制方式,如图1所示。
4.5.2机前带材强冷却
为了控制板材进入精轧机前的温度,设置机前带材强冷却集管。
流量范围为(1 200~3 200)L/min。
强冷却集管共分成六组(即六根喷射梁),每根喷射梁分成七段,每段用一个气动开关阀控制乳化液的喷射或停止,手动节流阀调节每组集管的总流量,如图2所示(仅表示上、下表面各一组集管)。
4.5.3入口、出口上下工作辊冷却
为了在工作辊表面形成油膜,防止工作辊热涨冷缩,影响铝带产品质量,设置了入口、出口上下工作辊冷却。
流量范围为(2 400~6 300)L/min。
工作辊冷却采用分段冷却控制方式,每个喷嘴单阀控制,流量调节阀在线调节每台轧机冷却工作辊的乳化液流量,设置电磁流量计检测流量,与调节阀一起构成闭环调节,如图3所示。
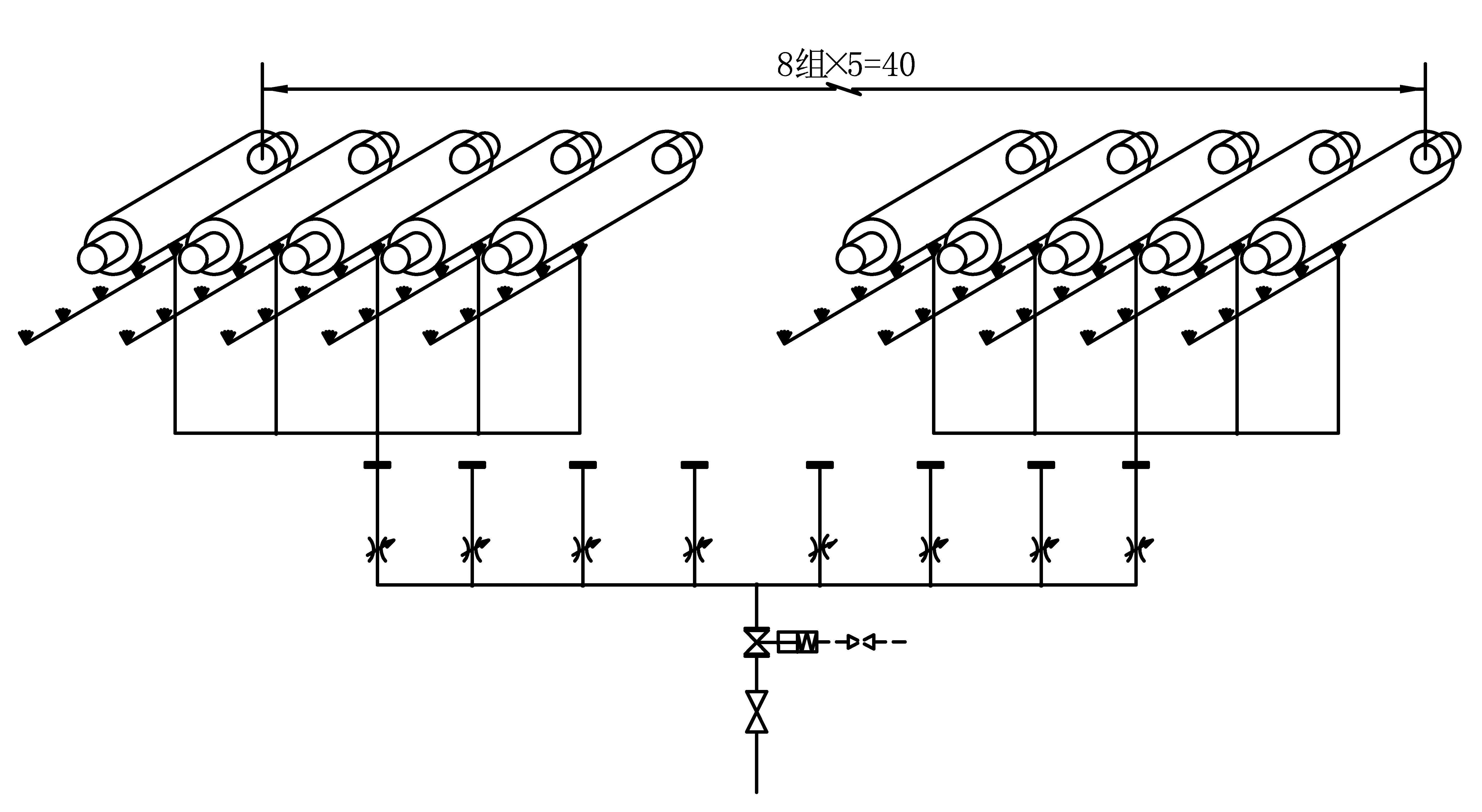
图1 辊道冷却控制原理图
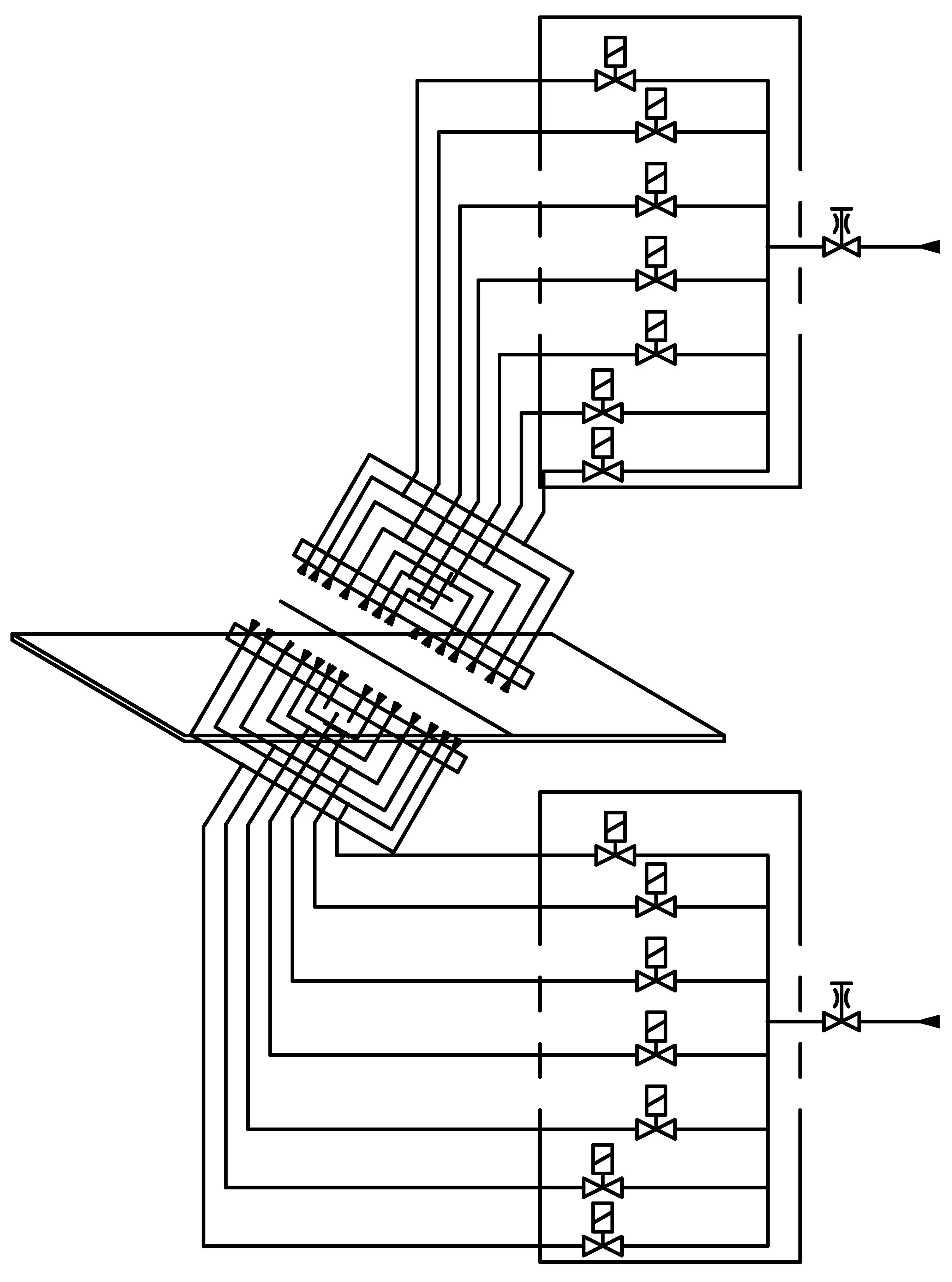
图2 强冷却集管
4.5.4工作辊辊缝润滑
为了避免干轧,并且控制工作辊辊缝形状,以免影响产品质量,设置了工作辊辊缝润滑。
流量范围为(320~960)L/min。
工作辊辊缝采用分段润滑控制方式,每根喷射梁分成七段,每段一个气动开关阀,同时控制上下喷射梁的喷射或停止,手动调节阀调节流量。
4.5.5机上喷淋系统
由于产品在320~520℃温度范围内轧制,机上液压油、润滑油等矿物油的使用有可能产生火情,因此设置机上喷淋系统。当轧机上出现火情时,紧急喷射冷却液。
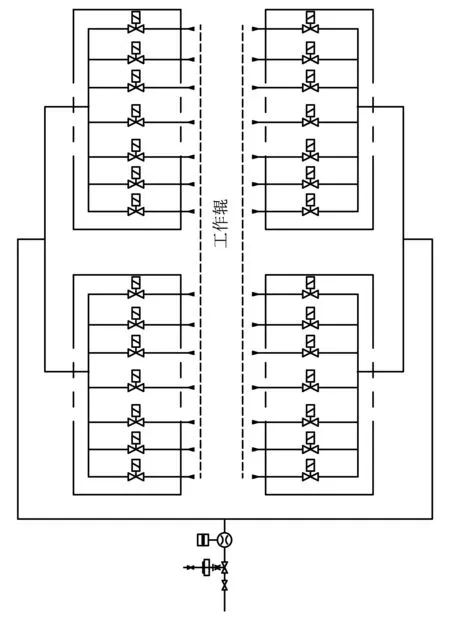
图3 轧机工作辊冷却控制原理图
流量为3 500 L/min。
一个气动开关阀控制乳液的喷射或停止,采用人工干预的方式。
5结论
5.1清除油污和泡沫的措施
在实践应用中,乳化液系统运行时产生的污油和泡沫很难彻底清除,针对此问题,采取以下措施:
(1)使用真空平床过滤装置,实现连续循环过滤污油中的浮油和杂物。
(2)设计时,整个过滤系统的流量大于轧制液泵的流量约10%,这样不仅能保证净油箱的液位稳定,使净油箱里表面的污油、泡沫远离主泵的吸油口,避免被吸入。而且当各系统正常运行几分钟后,净液箱里的乳化液将漫过主液箱的中间隔板,这时净液箱里上面一层乳化液带着泡沫流入污油箱。
(3)具体设计时,要合理布置净液回油管进入净油箱上的位置,使液体的流动趋式远离主泵吸油口,并向污油箱方向运动,并且油箱上安装带式撇油装置,在污油箱泡沫集结的地方,撇出泡沫。
(4)采用污油箱高位开孔,通过人工控制液位的方式,使浮在乳化液上面的污油流到引流槽。
5.2乳化液系统由内循环状态切换到喷射状态响应快速
当精轧机区穿带成功后,升速轧制时需要快速喷出乳化液,如果轧制液喷射不及时而处于干轧状态(无润滑冷却轧制状态),造成轧辊及卷材出现较严重的粘铝现象,因此在供液主管道上使用了四台轧制液专用的气控二位三通阀。此阀结构特殊并且在内循环管道上设手动节流阀,能保证内循环状态时三通阀前的乳液压力不低于轧制喷射状态时的压力,同时节约电能至少50%以上。一旦三通阀由内循环状态切换为轧制喷射状态时,2 s左右轧机上喷嘴能得到足够的喷射压力,从而实现快速响应功能。
参考文献
[1]孙建林. 轧制工艺润滑. 北京:冶金工业出版社,2010.
编辑陈秀娟
Design of Lubrication System for Emulsion Technology of Aluminium Plate Hot Rolling Mill
Chen Min
Abstract:The application, equipment composition and process parameters of the emulsion technology lubrication system in aluminum plate hot rolling mill has been introduced in this paper.
Key words:hot rolled aluminum plate; emulsion; lubrication system
收稿日期:2016—02—24
作者简介:陈敏(1980—),本科,工程师,主要从事液压传动及润滑设计。电话:13778207378,E-mail:EZSJY2012@163.com
中图分类号:TG333.7+1
文献标志码:A