S3150重型卧车电气大修
2016-06-27石秀峰
石秀峰
(中国第一重型机械股份公司,黑龙江161042)
S3150重型卧车电气大修
石秀峰
(中国第一重型机械股份公司,黑龙江161042)
摘要:介绍了S3150重型卧车电气大修过程的操作要点,对以后的类似项目起到了参考和指导作用。
关键词:重型卧车;电气大修;PLC调试;控制原理
S3150重型卧车是我厂多年前引进的二手设备,由于机床长时间使用导致机床线路老化,故障频繁,已经严重影响了机床的正常生产。为了恢复机床功能,保证机床的加工能力,决定对该机床电气部分进行大修。以前我厂机床大修工作都是外委修理,设备修理工期长,维修成本高。为了尽快修理机床,恢复生产,分厂研究决定自行修理该机床。
1大修要求
为了恢复机床的各项功能,更换所有电气配线,重新制作按钮盒,所有电线电缆都要穿管,更换配电箱并重新配置配电柜,重新制作电缆线托架,地沟盖板改为翻板形式,采用PLC进行控制。
2修理准备
2.1现场调研
现场调研的目的是对设备进行现场考察,了解机床的组成部分、设备原理及具有的功能。通过现场调研发现该设备不同于其他重型卧车,除了具有床头、刀架、尾座三大部分外,还具有推进器,可以进行加工内孔的工作。这无疑给修理工作增加了难度。
2.2设计电气原理图
根据机床原有功能和大修要求设计电气原理图。为了简化机床控制线路,提高设备的稳定性,决定采用西门子S7-300PLC进行控制。选择使用该PLC主要有以下原因:
(1)本车间内机床所使用的西门子PLC大部分为S7-300,因此该PLC的备件可以通用;
(2)S7-300PLC的稳定性和可靠性高,使用时很少出现故障;
(3)该PLC的接线简单方便,使用十分灵活;
(4)当控制任务增加时,可以自由扩展输入、输出模块,使用起来更加方便。
2.3程序设计
根据机床的功能和控制要求设计逻辑控制程序。设计程序时,首先要根据实际要求进行硬件组态。硬件组态的顺序为:电源模块→CPU模块→数字量输入模块→数字量输出模块。实际组态如图1所示。组态完成后,可以根据实际的控制要求设计机床的PLC程序。
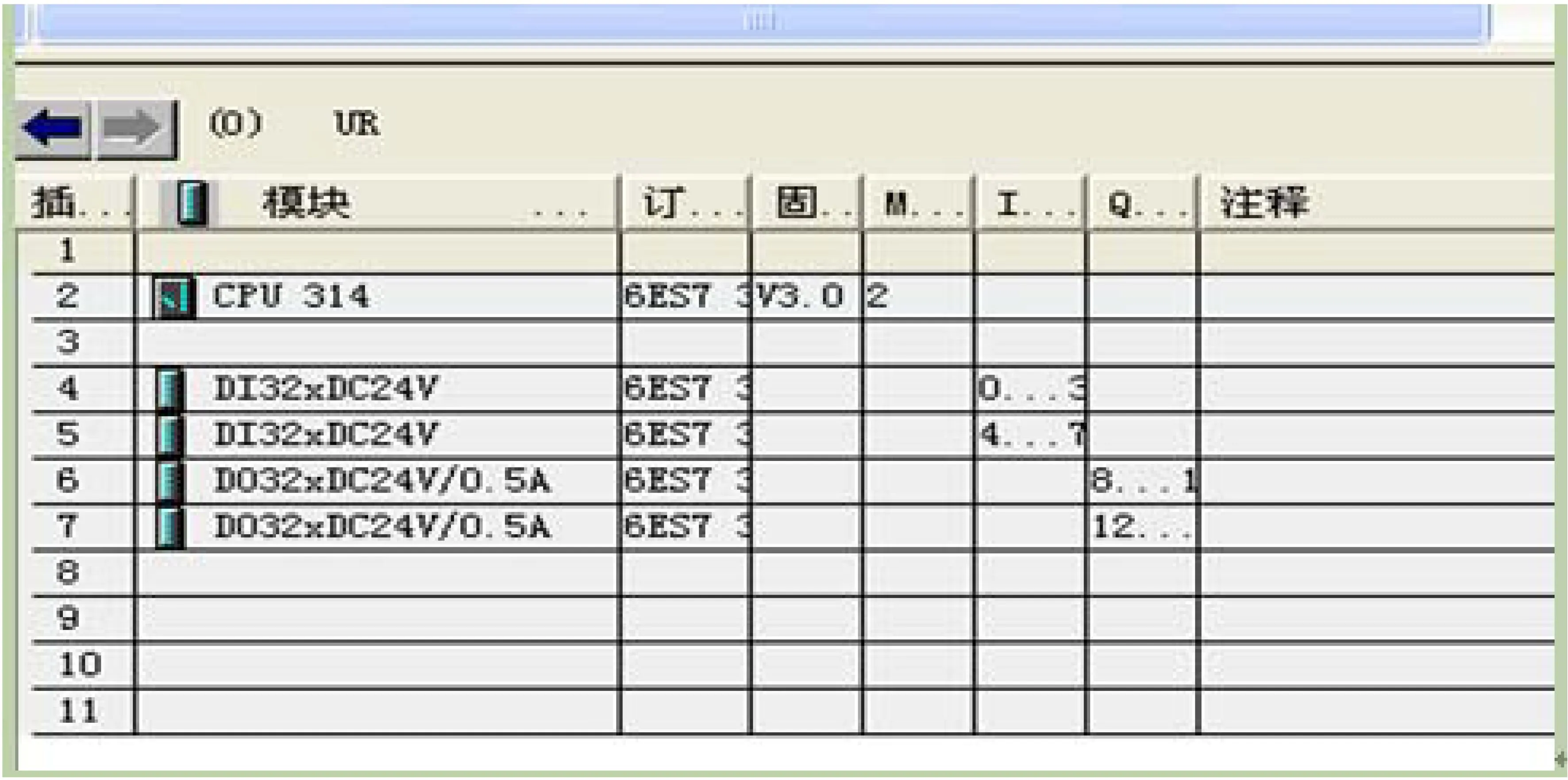
图1 组态图
2.4配置配电柜
根据所设计的电气原理图配置配电柜,该配电柜可以划分为四个部分:主轴部分、刀架部分、尾座部分、推进器部分。为了降低信号干扰,防止出现交直流混线,配置配电柜时严格遵守相关标准,尽量将交流线和直流线分开,每一个空开只保护一个驱动设备,接地线固定牢固,将强电部分和弱点部分隔开,信号线采用屏蔽线进行连接,接线端子处采用空心端子进行压接。在电柜配置中,尽量遵循就近原则,即相关连接件之间的距离不要太远,这样既能够减少线路的长度,节省材料,而且能够减弱干扰的影响。
3控制原理
3.1主轴部分
主轴部分采用Z4-280-2直流电动机带动主轴旋转,电机额定功率为119 kW,额定电压为400 V,额定电流为332 A,励磁额定电压为180 V,励磁额定电流为18 A。该直流电动机的驱动系统采用6RA27直流调速系统,该调速系统具有性能稳定、故障率低、响应速度快、精确度高等优点。电气原理如图2所示。
3.2刀架部分
该机床有一刀架和二刀架两个刀架,每个刀架采用两台电机进行驱动,快速行走采用Y100L1-43KW交流电动机驱动,走刀采用西门子1FT5104-1AC71-1AA0交流伺服电动机驱动。采用西门子伺服电机的主要原因有两点:
(1)车间内该型号的电机应用较多,备件可以通用使用;
(2)该电机转速更加平稳,使机床走刀速度均匀,可以提高加工活件的表面质量。
刀架走刀驱动系统采用西门子611A模拟驱动系统,电气原理图如图3所示。
刀架快速部分采用交流接触器直接控制交流电动机进行工作,利用接触器改变相序实现电机的换向。
3.3推进器部分
推进器部分采用Z-100直流电动机进行驱动,电机额定功率为10 kW,额定电压为220 V,额定电流为53.7 A,电机额定励磁电压为110 V。采用KSA23直流调速系统进行驱动。KSA23直流调速系统熟称V3系统,该系统具有体积小,性能可靠,价格低廉等特点;并且在本车间内使用广泛,备件可以通用。电气原理图如图4所示。
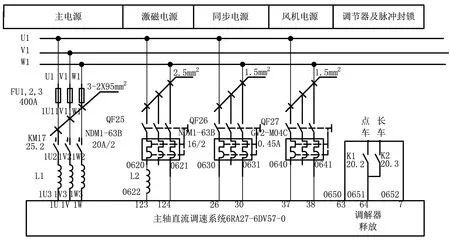
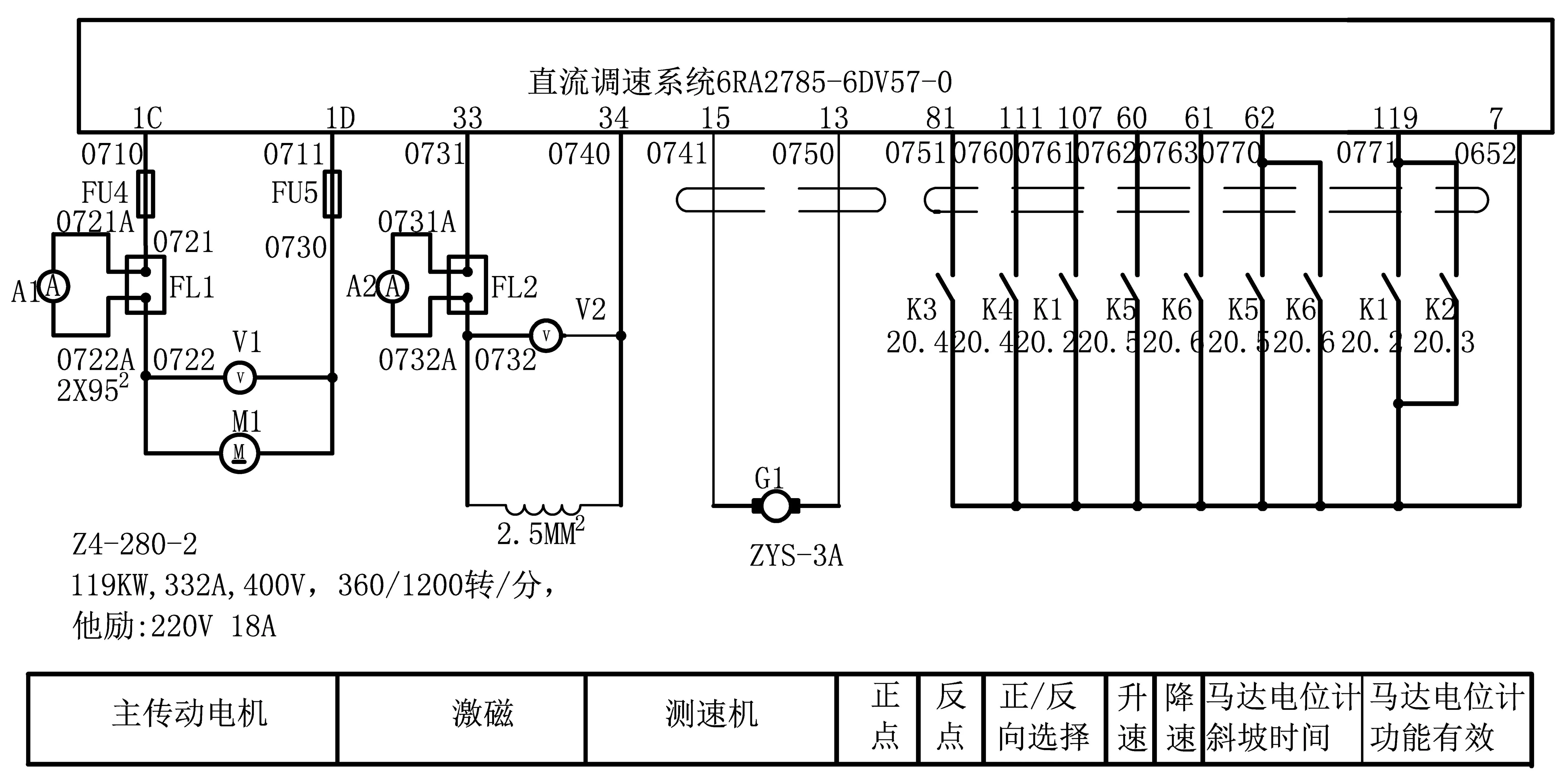
图2 主轴部分电气原理图
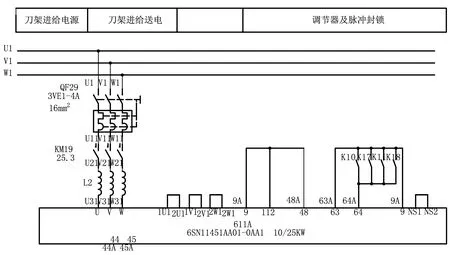
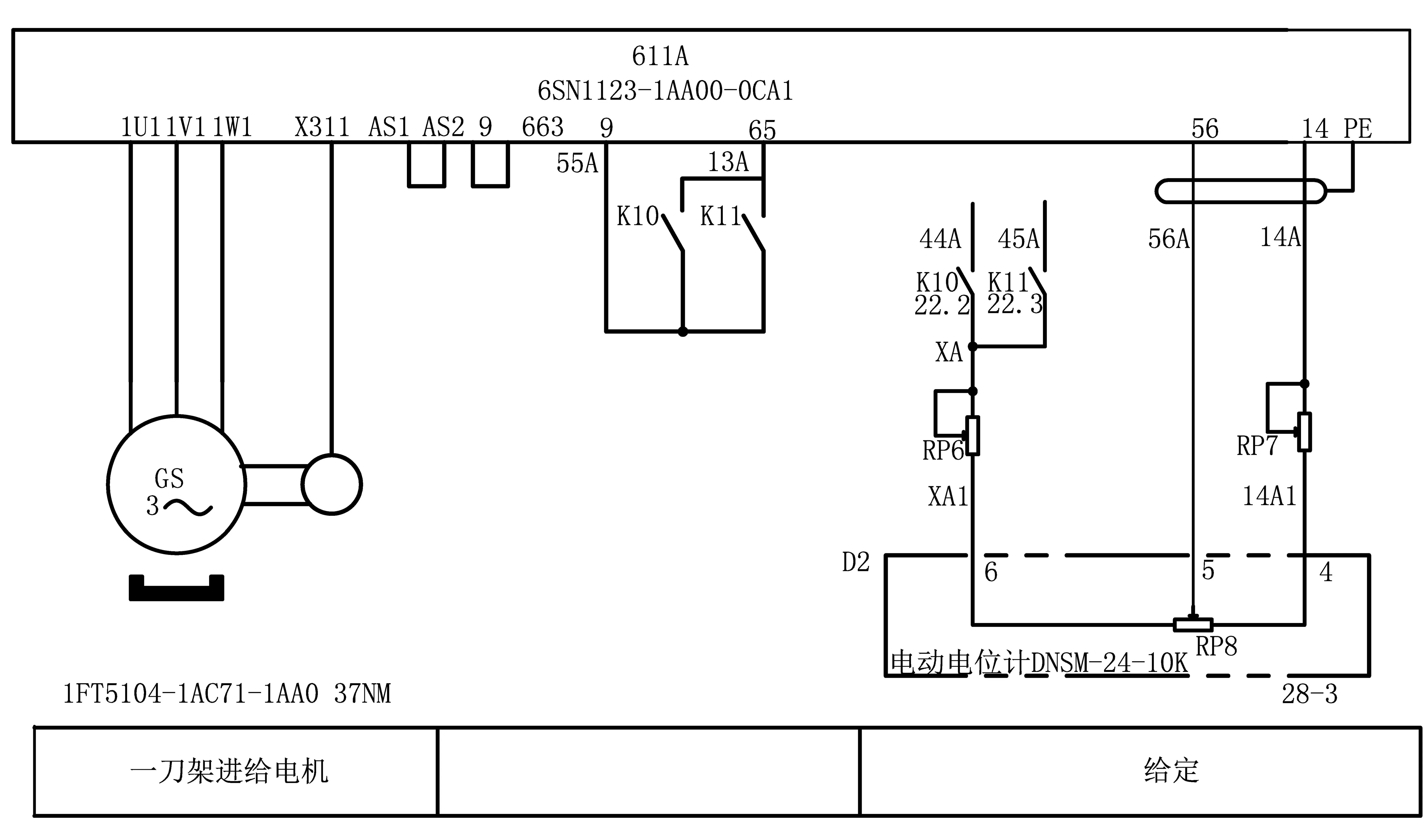
图3 刀架走刀驱动系统电气原理图
4现场施工
现场施工部分包括现场接线、现场调试和地沟盖板的改造三部分。
4.1现场接线
现场接线是将所有电气配线按照电路图的要求进行连接。线路连接后要进行测试,以防止出现线路混线、接地的现象。
4.2现场调试
现场调试主要分为三个部分调试:主轴部分、刀架部分和推进器部分调试。
4.2.1主轴部分调试分为PLC调试和驱动系统调试。PLC调试就是调试PLC的输入输出点,使原设计的程序能够正常执行。驱动系统调试是调整直流调速系统参数,使它与电机相匹配,具体需要调节以下参数:
P71=55(电机额定电流/装置额定电流);
P77=0(e.m.f给定,该电机采用恒定励磁);
P76=65(电机额定励磁电流/装置额定励磁电流);
P98=380(供电电压匹配因子,系统三相电压输入为380 V);
P16=16,P17=16(斜坡函数发生器斜坡上升/斜坡下降时间);
P31=7(转速调节器增益、反应电机跟随特性);
E29=1(选择A1210板单元的配置);
P83=1(通过斜坡函数发生器或转速调节器达到点动转速P11);
P84=2(通过斜坡函数发生器或转速调节器达到点动转速P12);
P11=-2(点动1给定即正向点车转速给定);
P12=2(点动2给定即负向点车转速给定);
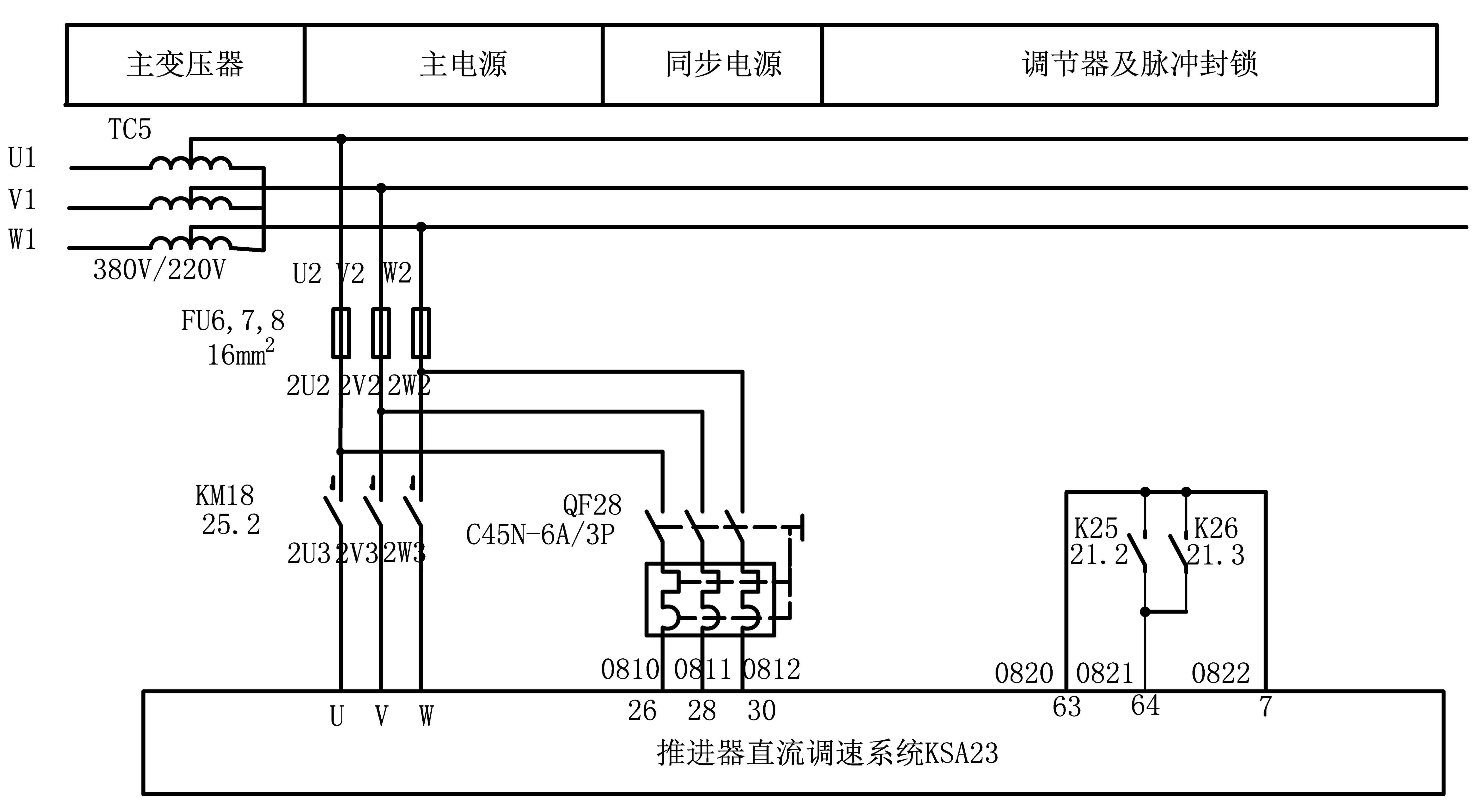
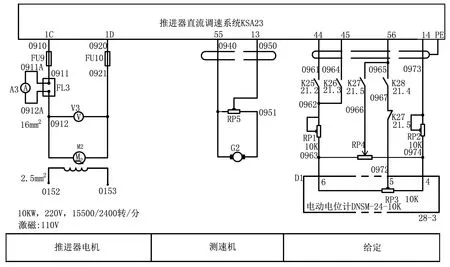
图4 推进器部分电气原理图
E16=10(斜坡函数发生器斜坡上升时间);
P17=10(斜坡函数发生器斜坡下降时间);
P88=1(选择自动减少励磁电流的操作方式即设定停机励磁);
P96=25(最小励磁电流)。
参数设定后,对系统的电流环和速度环进行最优化运行,由于该电机设定为恒定励磁运行,因此不需要对电机进行励磁的最优化运行。
4.2.2刀架部分调试分为PLC调试和驱动系统调试。PLC调试就是调试PLC的输入输出点,使原设计的程序能够正常执行。而驱动系统调试就是调整驱动系统参数,使它能够和电机相匹配。611A驱动系统的调试分为速度调节器的调整和电流调节器的调整。速度调节器通过调节比例增益(KP)、积分时间(TN)、速度漂移等进行调整。电流调节器采用PI调节器调整,使系统和电动机相匹配。

图5 改造后的地沟盖板
4.2.3推进器部分调试分为PLC调试和驱动系统调试。由于推进器部分的驱动系统采用的是KSA23直流调速系统,因此该部分的调试是通过调节电位计来完成的,即调节图中的RP1(上限电阻)、RP2(下限电阻)和RP5(反馈电阻)与电机匹配。
4.3地沟盖板改造
原地沟盖板采用链板的形式,由于该链板在使用中经常出现被铁屑卡住的现象,导致链板经常被拽断。并且链板上焊接处较多,故链板已不能继续使用。为了保护地沟拖链,对盖板进行改造,将链板改成翻板的模式。具体改造形式如图5所示。
5效果评价
该设备大修后,已经运行一年多了,从机床的使用情况来看,机床运行平稳,功能完全恢复,加工活件满足质量要求,已经完全满足了大修之前所提出的各项要求。
编辑陈秀娟
Electrical Overhaul for S3150 Heavy Duty Horizontal Lathe
Shi Xiufeng
Abstract:The major operation points of electrical overhaul for S3150 heavy duty horizontal lathe have been introduced in the paper, which can guide for similar projects in future.
Key words:heavy duty horizontal lathe; electrical overhaul; PLC adjustment; control principle
收稿日期:2016—02—24
作者简介:石秀峰,本科,助理工程师,从事设备维护工作。电话:15663168299,E-mail: ishixiufengi@163.com
中图分类号:TG511
文献标志码:A