温度对尺寸测量的影响研究
2016-06-27陈昶
陈 昶
(中国二重(德阳)重型装备部有限股份公司检测中心, 四川 618013)
温度对尺寸测量的影响研究
陈昶
(中国二重(德阳)重型装备部有限股份公司检测中心, 四川 618013)
摘要:分析尺寸检测中温度对测量结果的影响及控制措施,介绍传统的测量结果修正方法。如何确定恒温时间(以pro/e的动态温度显示及温差、时间变化趋势),以消除温度变化对测量结果的影响。
关键词:尺寸测量;恒温时间;修正
在大型工件的加工中,通常在加工机床上进行尺寸检测,工件装夹、机械切削产生的热能使工件温度升高,体积膨胀,尺寸增大;当工件离开加工机床后,温度降低,体积减小,尺寸减小,测量时,如果不考虑环境温度对测量结果的影响,必然存在质量风险。
通过对测量人员、测量设备、被测工件、测量方法、测量环境等影响因素的分析。测量环境中,温度对测量结果的影响为主要影响。
1温度变化对尺寸测量的影响
在影响测量准确性的众多因素中,工件和测量设备的膨胀系数差、工件和测量设备的温度差为主要影响因素。
工件使用的材料具有热胀冷缩的特性。在温差很大时(温差大于15℃),测量时温度差对大尺寸测量结果影响很大,必须严格控制温度差。减小温度变化对测量结果的影响,可通过近似计算,修正测量结果。
1.1一维线性计算
对于形状简单的工件,可通过公式计算变化量,并对测量结果进行修正,公式[1]为:
(1)
式中L——被测工件的尺寸,单位为mm;
△L——工件、测量设备的温度、线膨胀系数差引起的测量误差,单位为mm;
a1——工件使用材料的线膨胀系数;
a2——计量器具使用材料的线膨胀系数;
t1——测量时工件的温度,单位为℃;
t2——测量时计量器具的温度,单位为℃。
1.2非一维线性计算
对于形状、结构复杂的被测件,不能按上述线性公式进行修正值计算,应按公式(2)计算[1]:
式中L——被测工件的尺寸,单位为mm;
△L——工件、测量设备的温度、线膨胀系数差引起的测量误差,单位为mm;
a1——工件使用材料的线膨胀系数;
a2——计量器具使用材料的线膨胀系数;
t1——测量尺寸时工件的温度,单位为℃;
t2——测量尺寸时计量器具的温度,单位为℃。
工件长度为1 000 mm,a1、a2、t1、t2取不同值时,修正值如表1所示。
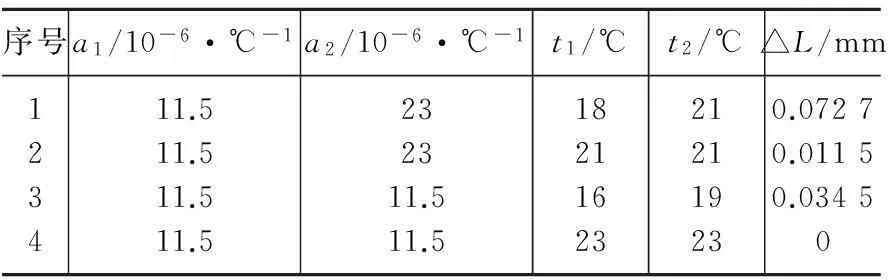
表1 工件长度为1 000 mm 修正值
通过表1可知:当工件和计量器具的温度一致、膨胀系数相同时,温度的影响量可以消除;当工件、计量器具膨胀系数相同,温度不同时,可以通过恒温的方式来消除测量误差;当工件和计量器具膨胀系数不相同,温度不同时,应尽量选择接近工件膨胀系数的计量器具,并通过恒温手段有效消除测量误差。
2对温度变化的控制措施
2.1通过公式计算恒温时间
通常可采用恒温和对结果进行修正的方式消除温度差的影响。可通过下列公式计算工件、测量设备温度一致所需时间为:
式中γ——密度,单位为kg/m3;
V——体积,单位为m3;
F——表面积,单位为m2;
△t1——初始温差,单位为℃;
△t2——最后温差,单位为℃;
K——有关系数。
以200 mm的量规则形体,初始温度30℃,最终温度20℃,计算得150 min后达到等温状态。此方法虽然计算快捷,但在实际测量工作中,因为工件结构性复杂,简单地套用公式,往往准确性较差,求得的等温时间与实际等温时间存在很大差异。
2.2通过软件进行模拟,确定恒温时间
目前,许多技术规范只规定恒温时间,没有考虑温差对恒温时间的影响。为消除温度对测量结果的影响,另一种方法就是将工件、测量设备放在同一环境中经过长时间后,工件、测量设备的变形已趋于稳定,当两者温差小于0.1℃时,认为两者温度相等,以此确定恒温时间。可用下列方法确定恒温时间。
2.2.1采集尺寸、温度变化数据,用 《Matlab》求恒温时间
确定工件、测量设备的恒温、检测时间,对组织生产、保证质量都很重要。恒温过程中,不同温度的工件、测量设备处在相同环境条件下,相同时间间隔的尺寸测量值的差值逐渐趋近于一个固定值,温度变化的这一过程就是恒温过程。所用的时间就是要求的恒温时间。某产品的时间拟合曲线如图1、图2和表2[2]所示。
从图2可知,恒温时间35 h以后,测量值、温度差值趋于恒定,所用的时间为恒温时间。
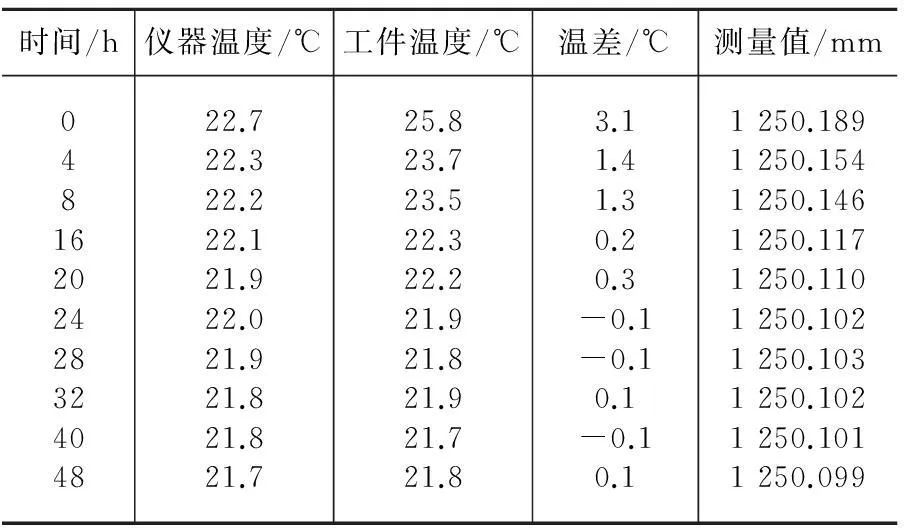
表2 某产品的时间拟合表
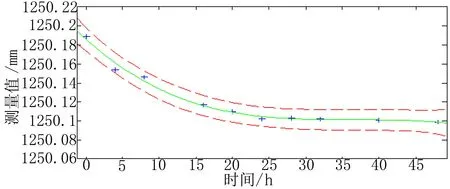
图1 某产品的时间拟合曲线
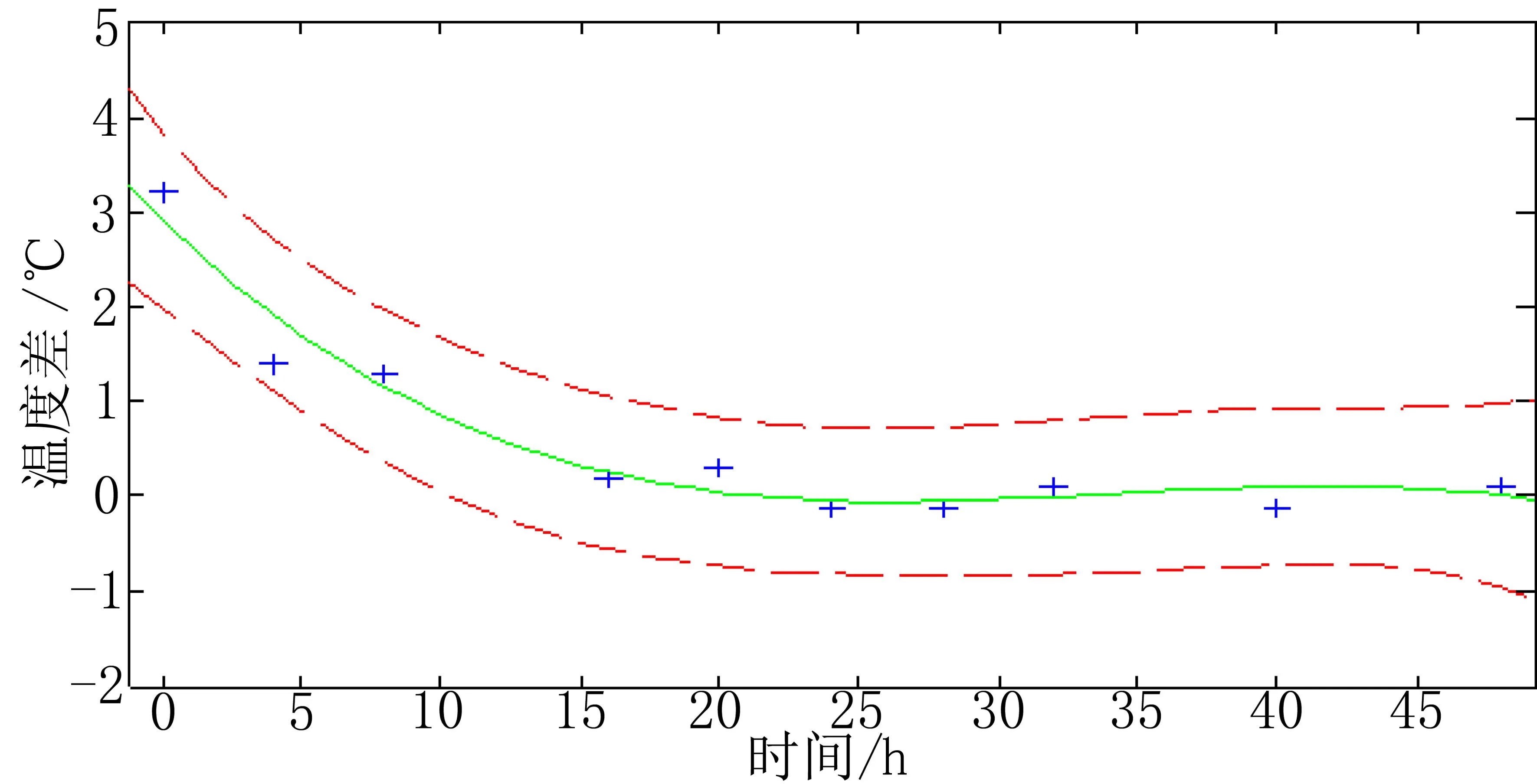
图2 某产品的温差变化曲线
2.2.2用《pro/mechanica wildfire 3.0/4.0 结构、热力分析》软件确定恒温时间
用pro/e软件对工件进行恒温时间仿真,首先要输入pro/m可接受的模型,可用UG、SOLIDWORKS、MASTERCOM等软件制作,可接受的通用格式为IGS。在mechanica模块下输入模拟环境变量,材料参数[3],并进行计算,得到温度、时间变化曲线[3],如图3所示。
在相同的时间间隔内,温度差小于或等于0.1℃(或允许的温度差),温度变化对工件尺寸测量的影响很小,可以忽略,其所用时间为希望得到的恒温时间。
图3中为同一工件,环境条件、材料、温差相同,恒温时间相同。从图3中可以看到,用时17 142 s(约4.7 h)后,达到两次采样温差小0.1℃,所用的时间为恒温时间。
3结论
本文分析了温度变化对测量的影响。工件、测量设备的温度差是整个测量过程的关键。探讨工件、测量设备的膨胀系数差、温度差、计算测量结果的修正量和软件模拟来确定充分恒温所必须的时间,以消除温度差对测量结果的影响。
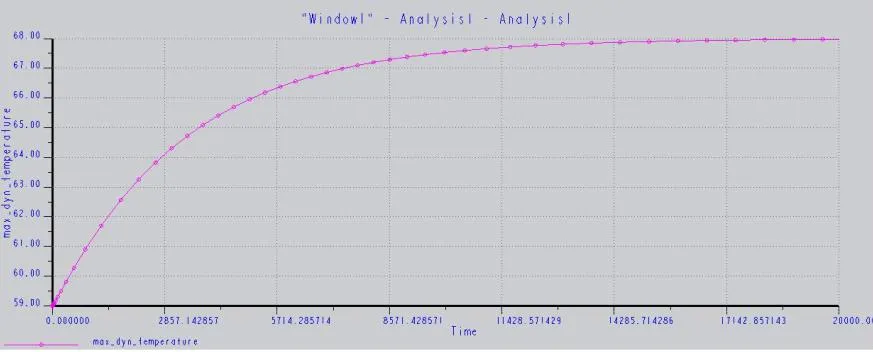
(a)15℃的工件置入20℃的恒温室内的温度变化曲线
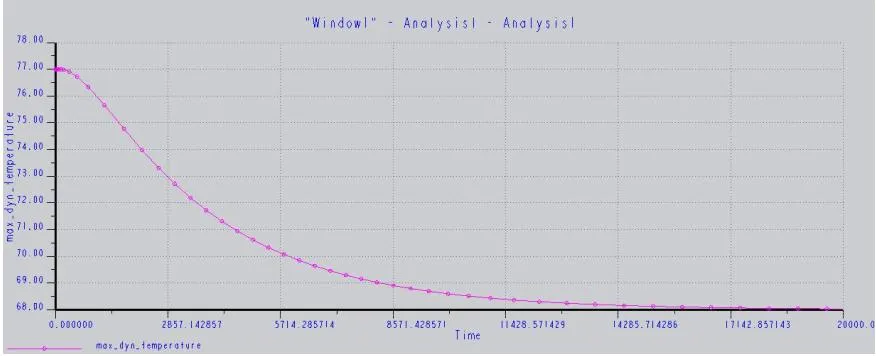
(b) 25℃的工件置入到20℃的恒温室内的温度变化曲线
完成工件在温度变化过程中仿真,应具备以下条件:
(1)制作工件模型;
(2)获取环境参数(资料);
(3)获取工件材料性能参数(资料);
(4)设定符合实际的约束条件等。
参考文献
[1]光滑工件测量计量器具选用技术规范(试行). 中国二重集团技术规范.
[2]陈岚, 赖诚. 大尺寸、高精度测量中温度误差的修正方法及其比较. 《机床与液压》,2014(8):130-132.
[3]PRO/E 结构、热力分析. 电子工业出版社.
编辑陈秀娟
Research on Influence of Temperature on Dimension Measurement
Chen Chang
Abstract:The influence of temperature on dimension checking results and control measurements have been analyzed, and the correct method for traditional checking results has been introduced. The thermostatic time can be confirmed by pro/e dynamic temperature display and variation trend between temperature difference and time to eliminate the influence of temperature variation on checking results.
Key words:dimension measurement; thermostatic time; correct
收稿日期:2015—12—23
中图分类号:TG81
文献标志码:B