热轧卷取AJC伺服系统故障的快速诊断
2016-05-25朱松涛
朱松涛
(新疆八一钢铁股份有限公司)
热轧卷取AJC伺服系统故障的快速诊断
朱松涛
(新疆八一钢铁股份有限公司)
八钢热轧卷取机采用全液压AJC伺服系统控制卷取全过程,由于机电液一体化控制高度集成,内部结构复杂,一旦出现故障,排查较为困难。文章介绍了利用IB实时在线监测系统,分析了几种常见AJC伺服系统故障原因及其有规律的曲线图,帮助现场快速诊断故障原因,从而快速消除故障。
AJC伺服系统;喷嘴挡板式伺服阀;IB实时在线监测;快速诊断
1 前言
八钢热轧卷取机采用了全液压AJC伺服系统控制卷取全过程,采用J079系列喷嘴挡板式伺服阀,使卷取机控制精度高、响应速度快。但由于机电液一体化控制高度集成,内部结构复杂,一旦出现内部故障,排查较为困难。通过更换来消除故障,不仅耗时长,还浪费人力物力。如何利用有效工具快速诊断故障原因,是设备维护人员的工作方向。
2 AJC伺服系统控制原理简述
2.1 AJC伺服系统控制原理
热轧卷取AJC伺服控制系统,采用J079系列喷嘴挡板式三级电液伺服阀,通过位移传感器、压力传感器精密检测元件,结合PLC伺服控制模块控制助卷臂油缸的位置、压力和位移速度,实现助卷辊自动踏步AJC的闭环控制。
2.2 喷嘴挡板伺服阀结构原理
J079系列喷嘴挡板式三级电液伺服阀主要由力矩马达、喷嘴、挡板、反馈弹簧杆、阀芯、阀套及内置放大板等零部件组成。
工作原理:当力矩马达两控制线圈有差动控制电流时,在衔铁上产生电磁力矩,使衔铁挡板组件发生偏转,弹簧管产生变形,挡板偏离中间位置,这时喷嘴挡板间左右间隙发生变化,两喷嘴负载腔有差动压力输出,使二级控制阀滑阀阀芯位置变化,这时阀芯推动反馈杆端部球头,产生反馈力矩作用在衔铁挡板组件上,当反馈力矩逐渐等于电磁力矩时,衔铁挡板组件被逐渐移回到对中位置,于是阀芯停留在一个平衡位置,从而使三级伺服阀在AB口产生相对应输出流量驱动执行元件动作。通过给定不同的控制电流,实现伺服阀不同的流量输出及动态特性。这其中,喷嘴与挡板之间的间隙极小,为0.025~0.050mm,液压油中的污染物颗粒将会直接影响到伺服阀的动作。
3 AJC伺服系统常见故障原因诊断分析
在卷取过程中,AJC伺服控制系统经常出现的故障现象主要有:助卷辊辊缝异常波动,无法稳定在精度范围内;助卷辊位置控制失控,快速打开或快速压在卷筒上,无法正常穿带卷钢;助卷辊动作缓慢,无法达到设定辊缝,报伺服阀故障禁止穿带;伺服阀无法驱动助卷辊动作等。
针对现象,通过对IB实时在线监测系统记录的数据曲线故障,进行了分析,认为这几种常见伺服系统故障的原因,即某一元件出现故障与IB记录有规律的曲线图存在着关联性。
3.1 外部卡阻造成AJC异常
故障现象:助卷辊无法动作。
IB记录曲线图(图1)解读:助卷辊无法按照设定位置执行关闭动作,但伺服阀阀芯开口度设定值与反馈值均达到关闭方向的最大值,助卷辊油缸无杆腔压力已升至系统压20MPa。
原因分析:从实时监测数据曲线图可判断出,伺服阀工作正常,压力反映正常,液压控制回路正常,造成助卷辊无法关闭,应是外部机械卡阻造成。
现场排障:经检查发现是安全销窜出,致使助卷辊无法关闭动作。将安全销恢复原位,助卷辊动作随即恢复正常。
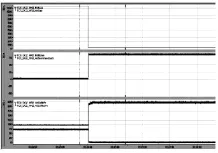
图1 外部卡阻AJC控制异常波形
3.2 喷嘴挡板堵塞造成AJC动作异常
故障现象:助卷辊位置保持不住,往一边位移。
IB记录曲线图(图2)解读:助卷辊辊缝位置在无输出指令信号的情况下,逐渐增大;伺服阀阀芯开口度设定值与反馈值出现明显偏离,在某一点又突然跳跃到跟随一致。
原因分析:伺服阀阀芯反馈与设定值出现偏离,是由于油液中污染物颗粒造成一侧喷嘴堵塞,阀芯平衡位置控制破坏,偏置到一侧,造成助卷辊位置保持不住。同时先导控制油路滤芯过滤保护功能失效,需更换。
现场排障:更换伺服阀,并更换伺服阀先导控制油路滤芯,AJC伺服系统动作恢复正常。

图2 喷嘴挡板堵塞控制异常波形
3.3 伺服阀内置放大器板卡故障
故障现象:报伺服阀故障,助卷辊无法动作。
IB记录曲线图(图3)解读:助卷辊辊缝位置在无输出指令信号的情况下,自己发生变化;伺服阀阀芯开口度反馈值出现高频宽幅波动,幅值达到最大开度,且持续较长时间。
原因分析:伺服阀阀芯反馈剧烈波动,应是伺服阀内置放大器板卡损坏,造成无法正常工作。
现场排障:更换伺服阀,AJC伺服系统动作恢复正常。

图3 内置放大器故障控制异常波形
3.4 内泄漏超差造成助卷辊达不到辊缝设定值
故障现象:助卷辊实际辊缝始终达不到设定值,无法满足卷取条件禁止穿带。
IB记录曲线图(图4)解读:助卷辊辊缝实际位置始终无法到达设定值;伺服阀阀芯开口度与反馈值出现7%的较大偏差。
原因分析:伺服阀阀芯阀套因磨损,内泄漏量变大,阀芯给定与反馈值零漂过大,PID调节设定参数已无法使助卷辊辊缝位置实现收敛,即达不到设定值。
现场排障:更换伺服阀,使助卷辊辊缝控制精度恢复正常。
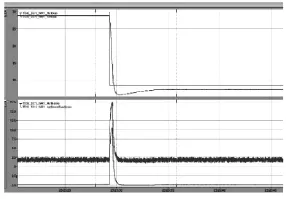
图4 内泄漏超差控制异常波形
3.5 伺服阀反馈杆球头磨损,助卷辊辊缝异常波动
故障现象:助卷辊辊缝波动大、频率高,卷取时卷取机震动剧烈,带钢表面压痕明显。
IB记录曲线图(图5)解读:助卷辊辊缝实际值出现明显波动,超出位置精度范围;伺服阀阀芯反馈值出现异常高频震荡,震荡范围达6%。
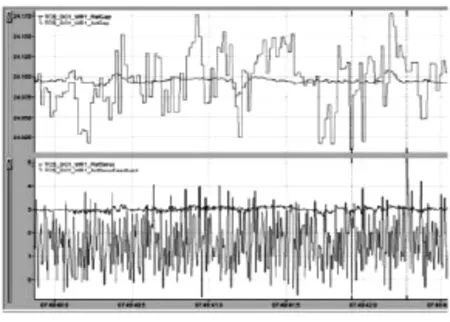
图5 反馈杆球头磨损控制异常波形
原因分析:伺服阀反馈杆球头磨损,导致二级控制阀滑阀阀芯位置无法稳定,使得伺服阀滞环增大零区不稳定,主阀芯出现高频震荡,从而助卷辊辊缝位置异常波动。
现场排障:更换伺服阀后,助卷辊辊缝无异常波动,精度恢复。
4 故障快速诊断及处理措施
(1)通过对AJC伺服系统故障曲线图的分析,总结归纳了常见故障产生的原因,及判断和处理方法。
(2)借助IB在线实时监测系统,调出故障状态下的曲线图,与总结出的规律性曲线图进行快速对比,能快速判断故障原因,并精准排除故障。
(3)通过分析研究,认为喷嘴挡板伺服阀控制回路受油液清洁度的影响较大,油液中的颗粒会造成喷嘴堵塞,阀芯阀套、主阀芯棱边加速磨损,从而导致伺服控制系统出现故障。
(4)建议对于伺服系统,应加强日常油品清洁度控制,定期检测清洁度,定期更换系统各部位滤芯,将油品清洁度控制在NAS5级,会大大减少喷嘴挡板伺服阀故障的发生,提升卷取AJC伺服控制系统的稳定性和精度。
5 结束语
八钢热轧卷取机AJC伺服系统,机电液一体化集成度高、内部结构复杂。通过充分利用IB实时在线监测系统,分析出AJC伺服系统故障原因和其有规律的曲线图,并应用到日常检查和发生故障时的排查,就能作到快速诊断消除故障。通过制定有效措施,预防和减少伺服系统故障的发生。
[1] 路甬祥.液压气动技术手册.北京:机械工业出版社,2002.
[2] 胡海清,陈庆胜.液压气动控制技术.北京:理工大学出版社,2009.
[3] 任光融,张振华,周永强.电液伺服阀制造工艺.宇航出版社,1988.
[4] 陈召国,黄琪.双喷嘴挡板电液伺服阀流量特性的研究.机床与液压,2006,(3).
Fault Diagnosis of Hot Rolling Coil AJC Servo System
ZHUSong-tao
(XinjiangBayi Iron&Steel Co.,Ltd)
Coilingmachine adopts full hydraulic AJCservosystemtocontrol the coilingprocess。Because the integration of highly integrated electro-hydraulic control and complex internal structure,once the failure,the investigation is more difficult.This paper summarizes the use of IB the real-time monitoring system,analyzes the causes of several common faults ofservosystemAJCand its regular graph,soas tohelp the rapid diagnosis offault site,eliminate the faults.
AJCservosystem;nozzle baffle type servovalve;IBreal time on-line monitoring;rapid diagnosis
TG333.2+4
B
1672—4224(2016)04—0043—03
联系人:朱松涛,男,本科,冶金机械工程师,乌鲁木齐(830022)新疆八一钢铁股份有限公司轧钢厂热轧分厂
E-mail:zhust@bygt.com.cn