八钢中厚板精整线产能的提升
2016-05-25朱豪唐年刘斌唐勇
朱豪,唐年,刘斌,唐勇
(新疆八一钢铁股份有限公司)
八钢中厚板精整线产能的提升
朱豪,唐年,刘斌,唐勇
(新疆八一钢铁股份有限公司)
中厚板生产是按照合同进行组织生产,根据不同用户的需求来生产,具有小批量、多规格、物流运转繁琐等特点。在中厚板生产中,精整工序对整个产能的发挥至关重要,文章介绍了八钢中厚板提高精整产能的改进措施。
中厚板;精整工序;剪切;物流运转
1 前言
近年来随着八钢中厚板轧机生产效率的提高,轧机日产能力达到3800t/天。然而八钢中厚板精整生产线各工序的装备条件、冷床冷却能力、剪切能力、中间库和物流运转等存在不足,制约了中厚板产能的发挥。为解决存在的问题,对八钢中厚板精整生产线的一些工艺装备进行了改造,对工艺参数及生产组织流程进行了优化。
2 改进前精整生产线状况
八钢中厚板精整生产线工序多、装备水平参差不齐、钢板流向复杂,物流的运作和生产管理组织难度大,多方面因素都制约了精整产线产能的发挥。
2.1 冷却能力受限
八钢中厚板一期工程只投建了2#冷床,容量为31.7×66.6(m),有效使用长度只有59m,三组上料区辊盘和一组下料区辊盘不参与冷床摆动,实际只有37.5m长度区域的辊盘参与作业,起到冷床摆动均匀冷却钢板的作用,冷床的冷却能力远远小于轧机能力。
2.2 剪切能力不足
八钢中厚板成品剪切生产有两种方式即钢板剪切和钢板火焰切割。精整线各工序的生产能力在2800~3500t/天(见表1),小于轧机日产3800t/天能力。
2.3 中间库与物流的问题
精整生产线工序多、钢板流向复杂,由于车间厂房面积不足,精整线中间库库位少,物流运转的空间小,中间库和物流管理组织难度大。产能提升后以及生产品种钢比例提高时,钢板探伤、厚板切割、分流能力不足等问题又会加剧中间库管理的难度。精整产线处理能力小于轧机能力,制约着中厚板全产线的连续生产和产能发挥。
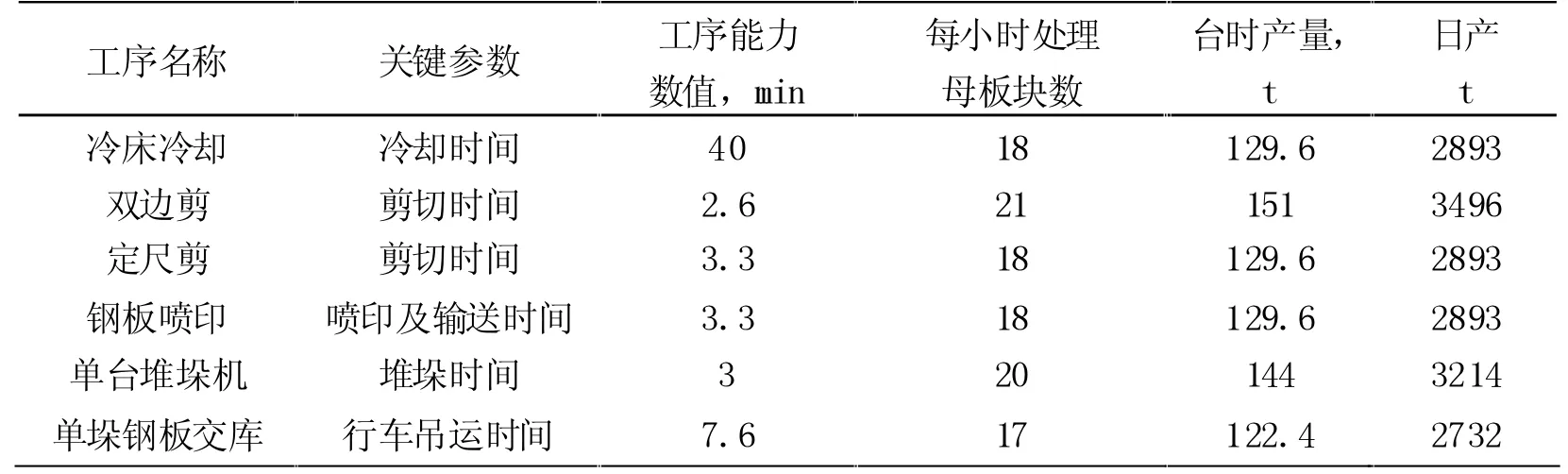
表1 精整工序能力统计表
3 提升精整线产能的措施
3.1 冷却能力的提升
提升精整产能首先要解决冷却能力。根据生产现场情况,提升冷却能力主要有两种途径:其一,加强冷床区域空气流通,改进热气流循环方式,加快钢板自身热量传递;其二,扩大冷床面积,增加冷床容钢能力。根据这两种途径,制定了提升冷却能力对应的措施。
3.1.1 改进冷床气流循环方式
在2#冷床的两侧各安装4台轴流风机,对向吹风,加强冷床上方的空气流动和循环,以此加快环境热量散发和钢板表面与环境的热量传递,从而达到加快钢板冷却的目的。如图1所示。3.1.2 双边剪前辊道安装雾化冷却装置

图1 增强冷床上空气流循环流动示意图
设计加工制作了一套雾化冷却的装置,安装于双边剪前面切头剪辊道。在钢板剪切前,用雾化的水对钢板进行加速冷却,使其满足钢板温度小于150℃的剪切温度要求。
为了保证钢板的均匀冷却:首先冷却用水压力要足够大,压力不足借用压缩空来增加压力,以此来达到喷雾的效果;其次,喷头的设计要保证喷雾范围覆盖整个钢板表面。如图2、图3所示。
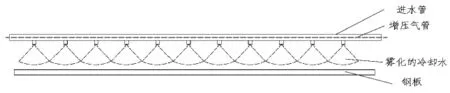
图2 雾化冷却装置示意图

图3 雾化冷却工作示意图
3.2 剪切和交库能力的挖掘改进
3.2.1 剪切效率提升
影响双边剪剪切效率主要因素是剪切频次和剪切步长。滚切式双边剪上线后,正常剪切只达到16 刀/min的能力,受设备精度的影响,20刀/min频次以上的模式剪切时,钢板跑偏严重,影响生产运行。通过对夹送辊标高、水平度、倾斜、压力等参数的调整,实现了20刀/min,满足了正常生产需求,大大提高了剪切效率。如表2所示,剪切效率从20.8m/min提高至26m/min,双边剪剪切效率提高25%。
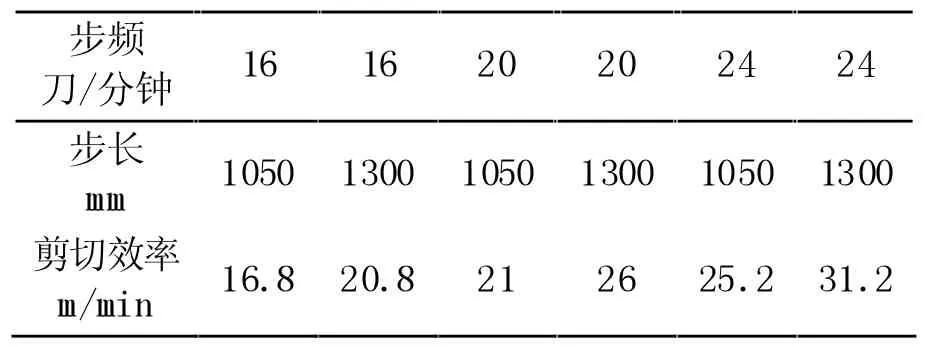
表2 双边剪不同模式剪切效率比较
定尺剪操作主要采用人工手动,工序之间的衔接不畅,造成剪切效率低。通过对工序动作程序优化,以及设备改造和优化操作方式,节约用时22s,提高定尺剪的平均剪切效率11.7%,如表3所示。
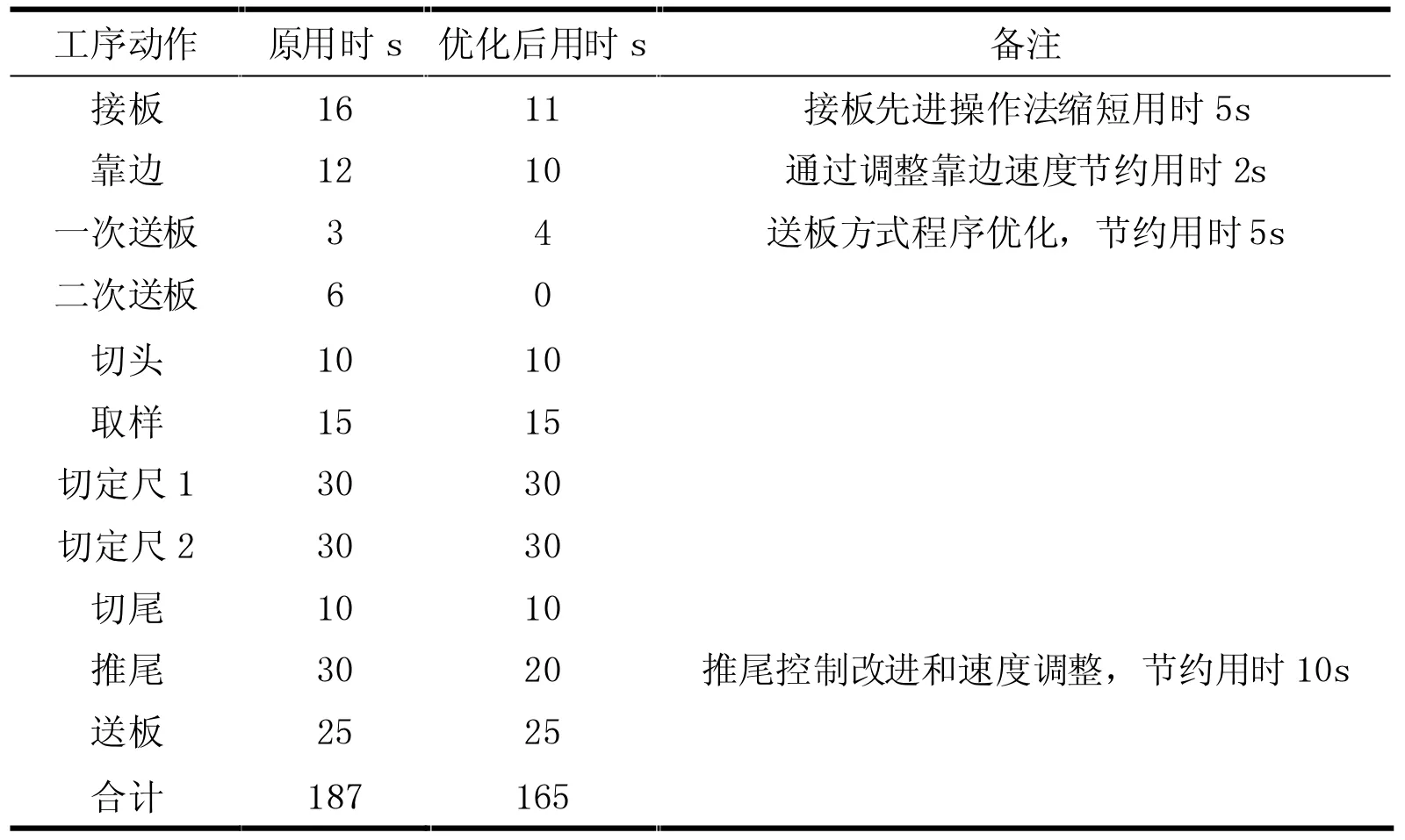
表3 定尺剪工序动作优化后用时统计
3.2.2 剪切宽度拓展
2015年以来,一些用户订购的产品规格超出了八钢中厚板双边剪的剪切宽度范围,生产此类钢板只能通过人工火切作业来完成,生产效率非常低。为此,研究分析了双边剪结构的设计参数,在满足设备设计能力的前提下,决定通过拓展双边剪机架工作范围来拓展剪切宽度,以此满足此类钢板的剪切,提高生产效率,具体措施见图4,表4。
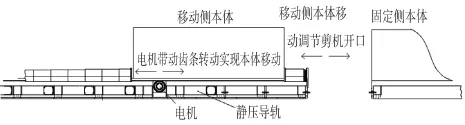
图4 剪机开口宽度调节示意图

表4 双边剪剪切宽度拓展实施表
3.2.3 优化喷印机控制程序
喷印机工作分为表面喷印、侧面喷印和针刻印三种方式,在生产过程中这三种方式由三部分设备独立进行。对喷印机工作的用时统计表明,针刻印部分用时最长达到35s,是影响喷印工序效率的主要原因。对此,对电气控制程序进行了优化,将刻印方式改为原地“直上直下”方式,节约横向移动用时8s,满足了喷印工序生产节奏的需求。
3.2.3 新增过跨设备,提高交库能力
原有交库流向设计为两个流向即成品跨交库和精二跨交库。实际操作过程中,精二跨交库受行车、过跨设备的影响,交库能力非常有限,无法满足3800t/天的交库能力。针对此情况,分别在剪切跨和精二跨新增两台过跨设备,增加两个交库点,增加了800t/天的交库能力。
3.3 间库管理及物流优化
3.3.1 生产计划优化
每日进行轧制计划审核,根据每日的精整线探伤能力、火切能力及时调整日轧制计划,保证探伤、火切资源合理分配到每块场地,使中间工序更加有序和高效。
3.3.2 库位管理优化
如图5所示:将现有的中间库库位划分为钢板下线库位、紧急合同库位、异常钢板库位和探伤区域。钢板临时下线区域的库位按照班别划分开,各个班组临时下线的钢板摆放到各自班组的库位,临时下线的钢板的生产,遵循先下线先上线剪切的原则、按批次下线上线剪切的原则来进行组织生产。

图5 中间库库位示意图
3.3.3 物流走向优化
物流流向根据生产计划来进行调整和分配,使相同的客户合同、相近的产品规格、相近的运输走向的资源在同一交库点交库,使交库和收库形成纵向协同,从而提升生产效率。当发生异常流向时,按照中间库管理程序进行处置,减少逆向物流。
4 效果
八钢中厚板精整产线多项改进措施实施后,精整线各工序生产能力得到有效提升(见表5)。
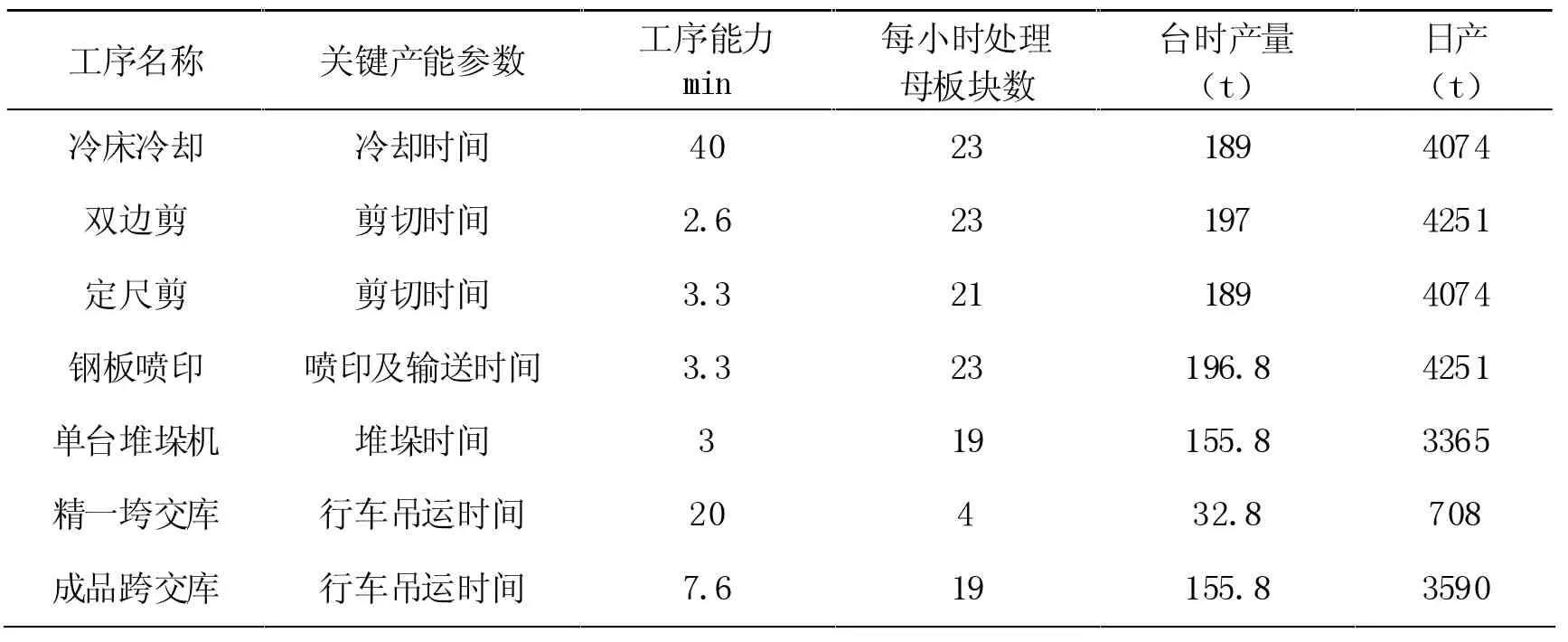
表5 产能提升后精整各工序能力精整工序能力核算
5 结束语
在八钢中厚板生产实践过程中,通过对精整线设备的优化改造,提高了钢板的冷却能力和剪切能力;同时通过管理体系的完善和操作方式的优化,使中间库和物流的管理更加有效和快捷。精整线的产能得到大幅提升,具备了3800t/天的精整能力,从而保证了中厚板全线产能的发挥。
Improvement Capacity of Finishing Line of Medium Plate Mill in Bayi Steel
ZHUHao,TANG-Nian,LIU-Bin,TANG-Yong
(XinjiangBayi Iron&Steel Co.,Ltd)
The medium plate production is organized according to the contract,according to the needs of different users toproduce,with small amount,various specifications and logistics operation complex.The finishing process is very important to the whole production capacity in the medium plate.This paper introduces the improving measures of finishing capacityofmediumplate factoryin Bayi Steel
mediumplate;finishingprocess;shear;logistics operation
TG333.5+2
B
1672—4224(2016)04—0054—04
联系人:朱豪,男,30岁,大学本科,乌鲁木齐(830022)新疆八一钢铁股份有限公司轧钢厂中厚板分厂
E-mail:zhuhao@bygt.com.cn
