用于光固化三维快速成型(SLA)的光敏树脂研究现状与展望
2016-05-05郭天喜
郭天喜,陈 遒
(1.浙江广播电视大学德清学院,浙江 德清 313201;2.杭州师范大学有机硅化学及材料技术教育部重点实验室,浙江 杭州 311121)
用于光固化三维快速成型(SLA)的光敏树脂研究现状与展望
郭天喜1,陈 遒2
(1.浙江广播电视大学德清学院,浙江 德清 313201;2.杭州师范大学有机硅化学及材料技术教育部重点实验室,浙江 杭州 311121)
概述了近年来用于光固化三维快速成型(SLA)的光敏树脂研究现状,讨论了其基础树脂成分、引发剂体系对3D打印工艺及成型物性能的影响,并展望了光固化三维快速成型(SLA)材料的研究趋势.
光固化三维快速成型;光敏树脂;3D打印
快速原型制造(Rapid Prototyping)技术是一种先进的工业制造技术,其中被称为3D打印(Three Dimensional Printing)的三维快速成型技术近年来发展尤其令人瞩目.它运用金属、陶瓷、聚合物等材料,通过多层叠加打印方式制造产品.目前,三维快速成型技术的使用已波及工业、医疗、文化创意等多个领域,应用前景广阔.3D打印行业已成为众多研发人员、资金投向的热点领域.
在主流的三维快速成型技术中,有包括光固化三维成型技术(SLA)、熔融沉积成型技术(FDM)、选择性激光烧结技术(SLS)、三维粉末粘接(3DP)技术等.其中,光固化三维成型技术(SLA)就是通过在计算机控制下的紫外激光束,以计算机模型的各分层截面为路径逐点扫描,使扫描区内的光敏树脂薄层产生光聚合或光交联反应而固化.当一层固化完成后,在垂直方向移动工作台,使先前固化的树脂表面覆盖一层新的液态树脂,再逐层扫描、固化,最终获得三维原型.该技术优点是精度高、表面质量好,可以加工结构外形复杂或使用传统手段难于成型的原型和模具.在光固化三维成型技术(SLA)中,合适的液态光敏树脂是这类三维快速成型技术的重要组成部分,同时也决定了成型物的各项性能[1-5].
1 研究现状
1.1 SLA光敏树脂体系的化学组成
用于光固化三维成型(SLA)技术的光敏树脂的基础化学组成与传统的紫外光固化物质一样,主要由可光固化的预聚物、活性稀释剂、光引发剂及辅助材料组成.早期用于SLA技术光敏树脂体系中主要的预聚物及稀释剂以丙烯酸酯类物质为主,采用自由基型光引发剂固化体系,这种体系的树脂在用激光打印时固化速度快,但材料在光固化时收缩率大,成型后的器件变形厉害.另外,成型物的机械性能和耐温性也不好,实际用途小.为此,现在的SLA光敏树脂采用的是以丙烯酸酯和环氧化合物为主体的混合物,自由基和阳离子光引发剂双重引发的物质体系[6-8].如Lapin等人报道一种用于三维成型的光固化物的光敏树脂,其组分包括30%~70%质量分数脂肪族和芳香族的环氧树脂,15%~50%质量分数的至少一种多官能度的丙烯酸酯化合物,5%~30%质量分数的羟基化合物,1%~6%质量分数的阳离子光引发剂和1%~6%质量分数的自由基引发剂等物质[9].Yamamura 等人报道的液态光敏树脂组分包括30%~70%质量分数的至少含一个脂环族环氧基的化合物,5%~45%质量分数的的丙烯酸酯或丙烯酰胺类的化合物,5%~35%质量分数含3~6个羟基的多元醇,3%~30%质量分数的纳米橡胶颗粒,阳离子光引发剂和自由基光引发剂等物质[10].
1.2 SLA光敏树脂特性与三维快速成型工艺及成型物性能关系的研究
一种优良的用于SLA技术的光敏树脂除了要求与常规紫外光固化材料有相似的特性外,如:固化前化学物理稳定性要好,固化成型时材料的收缩率要小,成型物的机械性能和热稳定性要好等,还应有其它一些特性,如:树脂粘度要低,固化产物的耐溶剂性能要好,树脂对相应频率的激光有较高的光学响应性,在3D打印时,固化速度要快,同时保持良好的成型精度及较高的力学强度等.这些特性是与光固化三维快速成型的工艺技术相匹配的.用于3D打印的光敏树脂化学成分的特性将直接影响SLA技术成型器件的质量好坏.
从文献报道中用于SLA技术3D打印树脂的化学组成来看,目前使用的预聚物均是含不饱和官能团化合物及环氧树脂类的化合物.其中含不饱和基团化合物的组分在激光照射下固化速度快,可为成型物提供较强的初始强度,实现快速成型的要求.常用的这类化合物有:(甲基)丙烯酸酯、聚酯或聚醚改性的丙烯酸酯、聚氨酯改性的丙烯酸酯、环氧改性的丙烯酸酯、丙烯酰胺及乙烯基醚等[11-14].
这些预聚物在实际使用时往往是几种单官能团或多官能团化合物组合使用.但是含不饱和基团化合物最大的缺点是固化收缩率大,成型时及成型后易变形,要得到较高的加工成形精度非常困难.究其原因是由于化合物的不饱和键在聚合后,材料体系中原先分子间部分范德华力的距离变成了共价键距离.由于共价键距离小于范德华力距离,光反应后会造成材料的体积收缩.这种收缩的存在,直接导致成型器件的翘曲变形,严重时会导致3D打印失败[15].
在光敏树脂中加入环氧类化合物可以弥补含不饱和官能团化合物的不足.环氧化合物在激光照射下发生阳离子开环聚合反应.由于开环后形成的结构单元尺寸大于未开环的结构单元尺寸,所以材料在光固化反应时存在着一定的体积膨胀,相对于单纯的丙烯酸酯物质,加入环氧化合物的混合体系体积收缩更小.因此使用自由基和阳离子光引发复合体系的光敏树脂可以在三维快速成型中实现高精度的造型.众多文献报道的环氧化合物有脂肪族环氧化合物、芳香族环氧化合物,包括三元环、四元环等环氧结构.从光固化反应及成型物的性能来看,脂肪族的环氧化合物,尤其是脂环族的化合物反应活性较高,成型后器件的韧性相对较好.常用的这些物质有3,4-环氧环己基甲酸-3’,4’-环氧环己基甲酯,己二酸二(3,4-环氧环己基甲基)酯等.芳香族的环氧化合物中最常用的是双酚A、双份F等,芳香族的环氧化合物可以为成型物提供更高的硬度,但也带来了材料的脆性,使成型器件韧性变差.近来有文献报道,在光敏树脂中添加四元环结构的氧杂环丁烷不仅可以改善成型物的柔韧性,而且在光固化成型过程中成型物很少出现卷曲和变形的现象,最终可得到成型精度更高的器件[10, 16-18].这些氧杂环丁烷主要如图1所示有几种.
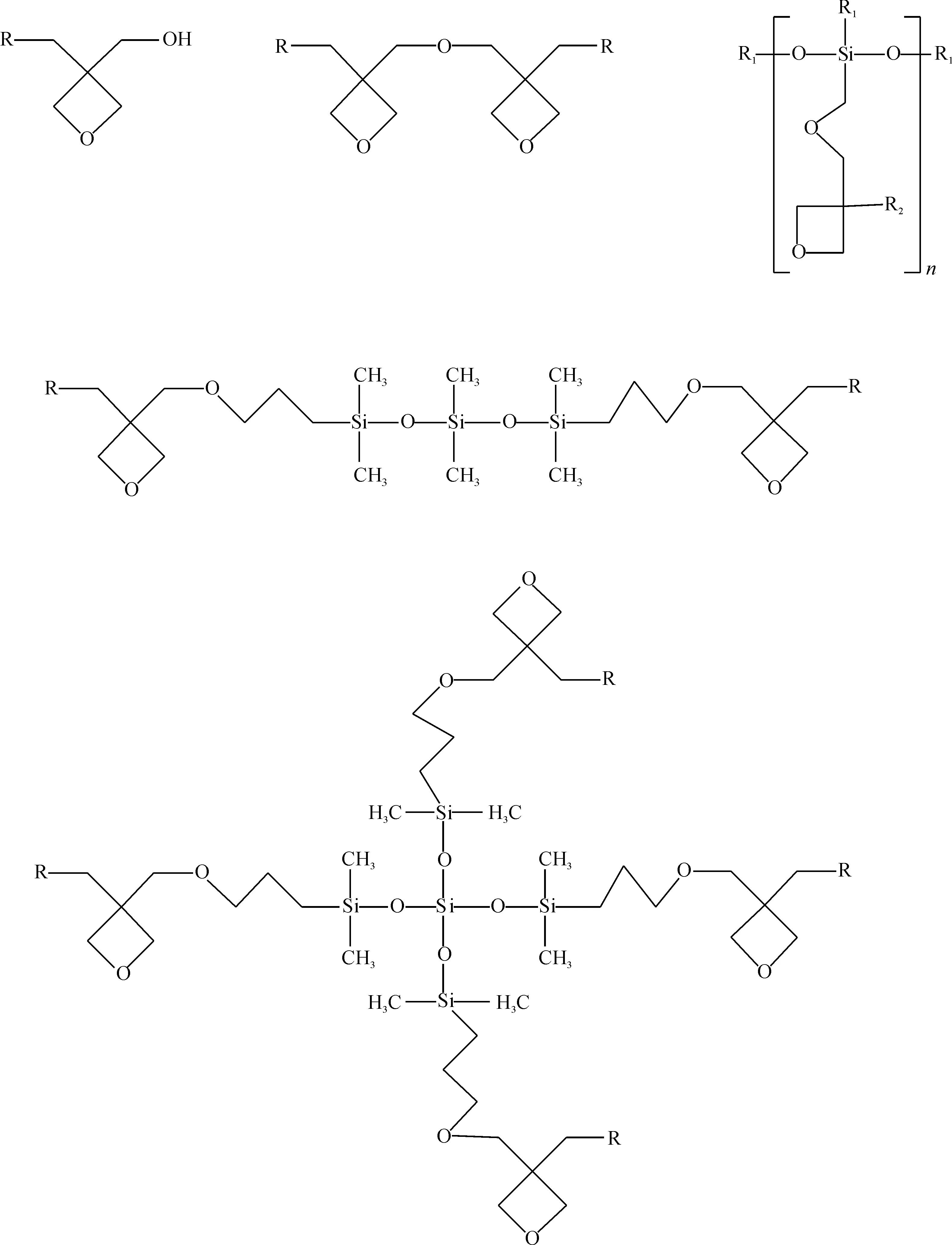
图1 用于光固化三维快速成型的氧杂环丁烷的结构Fig. 1 The structures of oxetane used in stereolithography
1.3 SLA光敏树脂中光引发剂与三维快速成型技术关系的研究
由于SLA光敏树脂的基本成分采用的是丙烯酸酯和环氧化合物的混合物,所以采用自由基和阳离子光引发剂双重引发的物质体系进行光固化反应.
常用的自由基引发剂包括苯偶姻衍生物、苯偶酰缩酮、苯乙酮衍生物及芳香酮类化合物.对于使用355 nm激光器的SLA 3D打印,苄基甲基缩酮、1-羟基环己基苯基甲酮、2,4,6-三甲基苯甲酰基二苯基氧化膦和2-苄基-2-二甲基氨基-1-(4-吗啉代苯基)-1-丁酮是光敏树脂体系优选的光引发剂.
对于400 nm以上波长进行3D打印的光敏树脂的光引发剂可选择离子型染料-配对离子化合物,这些化合物能够吸收光能产生自由基,从而引发丙烯酸酯固化[19-21].合适的离子型染料-配对离子化合物有阴离子型染料-碘鎓离子、阴离子型染料-吡喃鎓离子配合物及阳离子染料-硼酸盐阳离子化合物.
常用的阳离子光引发剂有碘鎓盐、硫鎓盐及芳茂金属盐等.文献报道较优的有六氟合锑酸三芳基硫鎓盐、四(全氟苯基)合硼酸碘鎓盐等[22-24].而芳茂铁盐在近紫外有较强的吸收,在可见光区也有吸收,因此可用于400 nm以上波长的光固化3D打印材料体系.
由于光引发剂即使没有紫外光照,也会因热等因素导致液态树脂粘度增加,使体系不稳定,保质期下降.特别对于反应性的阳离子光引发剂这现象表现得更明显. Melisaris等人报道,在双引发体系的激光3D打印光敏树脂中加入5-5000 ppm的苄基-N,N-二甲胺,可以延时或阻止树脂粘度的增大[25].Lawton等人通过加入0.0001~0.5 g/L,pKa大于3.0的碱金属或碱土金属元素的弱酸盐来稳定液态树脂[26],防止树脂变质.
约翰·威·冯等人使用至少两种在光敏树脂中具有不同热稳定性的阳离子光引发剂,一种是含六氟磷酸根的硫鎓盐,它可以增加树脂体系的稳定性,但是反应活性较差.另一种是六氟锑酸根的硫鎓盐,它具有高的反应活性,但随时间的增加导致树脂不稳定.而两种以上的阳离子引发剂共同使用,可以起到性能上的互补,兼顾了液态树脂的热稳定性和固化成型物的力学性能[27].
六氟锑酸根的硫鎓盐因反应活性高被广泛应用于环氧化合物等组分的光固化反应中,但是锑元素存在着生理毒性,其应用范围受到限制.所以,在3D打印光敏树脂中,使用无锑的光引发剂逐渐被重视,Fong等报道了在三维快速光固化成型树脂中使用六氟磷酸三芳基硫鎓盐,可以通过3D打印得到既有良好初始强度又无毒性的器件[28].
1.4 SLA光敏树脂特性参数对三维快速成型的影响研究
在SLA三维快速成型技术中,固化成型速度和成型精度主要取决于激光能量和分层厚度,而这些数据的确定则依据光敏树脂的临界曝光量(Ec)和透射深度(Dp)这两个参数.它们反映了光敏材料的光固化性能.
1.4.1 光敏树脂的临界曝光量和透射深度
照射到光敏树脂上的激光强度是影响光固化成型的主要因素.光敏树脂的临界曝光量(Ec)是指使光敏树脂发生凝胶的最低能量.临界曝光量(Ec)越低,光敏树脂越容易固化.透射深度(Dp)是指光敏树脂中激光能量密度衰减成入射能量密度1/e时的深度.反映了材料对紫外激光吸收性能的强弱.因此对于特定的光敏树脂,透射深度(Dp)值越大,表示该树脂对激光能量的吸收越小.
三维快速成型技术中的光固化行为遵循Lambert-Beer定律:E(z)=Eexp(-z/Dp).其中E为入射能量密度,E(z)为透射到z深度时激光的能量密度.当液态光敏树脂接收到的紫外激光能量(E)超过一定值后,引起光敏树脂凝胶固化,该临界值Ec就是光敏树脂的临界曝光量.此时固化深度Cd=Dpln(E/Ec).该表达式也就是光敏树脂的光固化方程.反映了光敏树脂的光固化性能.
1.4.2 SLA光敏树脂特性参数与光固化三维快速成型工艺的关系研究
在光固化三维快速成型中,丙烯酸酯树脂类的自由基型光敏树脂在光固化时存在着氧阻聚的问题,它是液态树脂难于固化的一个重要因素.氧阻聚的存在使得临界曝光量(Ec)会变大,固化深度Cd变小.其结果是大幅降低了3D打印的速度.所以,一种良好的光敏树脂必须在光固化时尽量减小或避免氧阻聚,降低临界曝光量(Ec).从化学材料的角度来看,通常的解决方法是采取使用较高光学活性的预聚体,在材料体系中加入抗氧阻聚的化合物,也可以采用添加光敏剂与光引发剂协同作用等手段,来提高三维成型速度.
较小的透射深度(Dp)意味着在相同激光功率照射下,光敏树脂固化成型的层厚越薄.层厚越薄,三维成型器件的精度就越好.但是透射深度(Dp)值过小,又会降低光固化成型的速度.另外,在光固化三维快速成型中,SLA设备操作中的分层厚度工艺参数设定不能大于透射深度(Dp)值,如果分层厚度大于透射深度(Dp),成型时固化层之间不能有效地粘结在一起,最终会导致3D打印失败.所以,合理地控制光敏树脂的特性参数是光敏树脂材料能否实现三维快速成型的关键[29-30].
2 研发趋势与展望
2.1 可高速打印和高精度成型的光敏树脂研发
虽然三维快速成型技术已走向实际的生产及商业领域,但是很多使用者抱怨3D打印的速度问题,一件几十克左右的物件,成型时间往往在4~5小时以上.3D打印速度慢增加了使用者的商业成本,使“快速”两字大打折扣.另外,由于三维快速成型技术本质上是“层叠加”,因此在光固化时材料层与层之间的界面难以连续,这样就产生了成型精度有限的问题.所以,实现高速、高精度打印是打印机和耗材研发者共同追求的目标.近日美国Carbon 3D团队报道了光固化3D打印的CLIP技术,该技术就是利用光敏树脂的氧阻聚,在液态光敏树脂界面上实现连续固化成型.这项技术使3D打印的速度比传统工艺提高了几十倍,并大大提高了成型精度[31].
2.2 功能化的光敏树脂的研发
由于现用的SLA光敏树脂化学与物理性能的局限,使得SLA技术的应用绝大多数集中在模具、文物保护及文化创意等领域,很少能作为直接安装使用的机械零件.如果材料可以满足使用者在材料功能上的需求,如:抗冲击性、导电性、耐高温性、阻燃性、耐溶剂性、高透光性及生物相容性等,那么三维快速成型技术将会大大扩展其应用领域,实现质的飞跃.从最近几年文献报道来看,SLA技术应用在生物医疗领域飞速发展,如开发出可打印多孔性的骨骼或生物支架的光敏凝胶材料,材料具有生物相容性,可在上面培育细胞,实现生物器官的3D打印[32-34].所以,如何开发及研究带有功能性的新型光敏树脂材料体系是材料研发者面临的一大挑战.
2.3 无毒害无环境污染光敏树脂的研发
绿色环保是当前社会发展的重要课题.虽然光固化技术的优势是无或低的碳排放,被誉为绿色化学,但是在光敏树脂配方中经常会用到有毒有害的化合物,如含锑化合物、碘鎓盐等.这些物质的添加影响了三维快速成型技术在医学生物及食品等领域中的应用,同时,废料的排放也会对环境起到毒害作用.所以研发新型无毒光引发体系及绿色环保的光敏树脂越来越被人重视,已成为一个必然的发展趋势.
[1] 张曙,金天拾,黄仲明.三维打印的现状与发展前景[J].机械设计与制造工程,2013,42(2):1-5.
[2] ASHLEY S. Rapid prototyping system[J]. Mechanical Engineering,1991,113(4):34-43.
[3] KRUTH J P. Material increase manufacturing by rapid prototyping techniques[J]. Annal of the CIRP,1991,40(2):603-614.
[4] KRAUSE F L, CIESLA M, STIEL C, et al. Enhanced rapid prototyping for faster product evelopment process[J]. Annals of the CIRP,1997,46(1):412-421.
[5] ALLISON J W, SMALLEY D R, HULL C W, et al. Method of making a three-dimensional object by stereolithography: US 5609813[P].1997-03-11.
[6] 孟怀东,阴金香,洪啸吟.用于立体光刻的光聚合材料及其发展[J].功能材料,1997,28(3):247-252.
[7] FONG J W. Photocurable resin composition for producing three dimensional articles having high clarity: US 8377623 B2[P].2013-02-19.
[8] MELISARIS A P, RENYI W, PANG T H. Liquid, radiation-curable composition, especially for producing flexible cured articles by stereolithography: US 6136497[P].2000-10-24.
[9] LAPIN S C, SULLIVAN M G. Photosensitive resin composition for rapid prototyping and a process for the manufacture of 3-dimension objects: US 6251557[P].2001-6-26.
[10] YAMAMURA T, TAKEUCHI A, WATANABE T, et al. Photocurable liquid resin composition: US 6727035[P].2004-4-27.
[11] 高濑胜行,多田罗了嗣,杉本雅信,等.用于光学立体造型的放射线可固化物液状树脂组合物及其光固化所得的光造型物: CN 1957011A[P].2007-05-02.
[12] 徐济庚.可光固化树脂组合物: CN 101178539A[P].2008-05-14.
[13] R N 莱登,L 梅塞,F 特伦,等.用于制备类似ABS的制品的可光固化组合物: CN 103809377A[P].2014-05-21.
[14] 八代隆郎,多多良良二,田边孝吉.可光固化树脂组合物: CN 1813003A[P].2006-08-02.
[15] JACOBS P F. Sterolithography and other RP&M technologies: from rapid prototyping to rapid tooling[M]. Dearborn Michigan: ASME Press, 1996:27-80.
[16] 尤晓荣,徐济庚.可固化组合物和利用它的快速成型方法: CN 1879058B[P].2006-12-13.
[17] 刘海涛,莫健华,刘厚才.氧杂环丁烷光固化动力学研究[J].华中科技大学学报(自然科学版),2008,36(11):129-132.
[18] 布莱特·A·瑞志斯特,约翰·索特维尔,萨泰德拉·库玛·撒马尔,等.可辐射固化树脂组合物以及使用这种组合物的快速三维成像方法: CN 102272227 A[P].2011-12-07.
[19] ADAIR P C, MOORE M J. Radiation-curable ink and coating compositions containing ionic dye compounds as initiators: US 4751102[P].1988-06-14.
[20] GOTTSCHALK P, NECKERS D C, SCHUSTER G B. Photosensitive materials containing ionic dye compounds as initiators: US 4772530[P].1988-09-20.
[21] SHANKLIN M S, GOTTSCHALK P. Dye branched-alkyl borate photoinitiators: US 5057393[P]. 1991-10-15.
[22] OHKAWA K, TACHIKAWA H, CHIKAOKA S, et al. Aromatic sulfonium compounds, photoacid generators comprising the same, phtotpolymerizable composition containing the same, stereolithographic resin compositions, and stereolithographic process: US 6368769[P]. 2002-04-09.
[23] SCHLESINGER S I. Photopolymerization of epoxy monomers: US 3708296[P]. 1973-01-02.
[24] ANDERSON A G. Thermally stable carbazole diazonium salts as sources of photoinitiated strong acid: EP WO 1991002288A1[P]. 1991-03-26.
[25] MELISARIS A P, HANNA S D, PANG T H. Viscosity stabilization of radiation-curable composition: US 6099787[P]. 2000-08-08.
[26] LAWTONoJ A, NEBE W J, THOMMES G A. Stabilizers for use with photoacid precursor formulations: US 5665792[P]. 1997-09-09.
[27] 约翰·威·冯, 凯罗·凡登比勒, 罗伊克·梅塞,等. 二元光引发剂、可光固化的组合物、它们的用途以及制备三维制品的方法: CN 101755238 A[P]. 2010-06-23.
[28] FONG J W, LEYDEN R N, MESSE L, et al. Antimony-free photocurable resin composition and three dimensional article: US 8334025[P]. 2012-12-18.
[29] 黄笔武、黄伯芬、谌伟庆,等. 光固化快速成形光敏树脂临界曝光量和透射深度的测试研究[J]. 信息记录材料,2007, 8(1): 59-62.
[30] 赵毅. 激光快速成型中光敏树脂特性的实验研究[J]. 高分子材料科学与工程,2004,20( 1): 184-186,190.
[31] TUMBLESTON J R, SHIRVANYANTS D, ERMOSHKIN N, et al. Continuous liquid interface production of 3D objects[J]. Science, 2015, 347(6228):1349-1352.
[32] KIM K, DEAN D, WALLACE J, et al. The influence of stereolithographic scaffold architecture and composition on osteogenic signal expression with rat bone marrow stromal cells [J]. Biomaterials, 2011,32(15):3750-3763.
[33] GAUVIN R, CHEN Y C, LEE J W, et al. Microfabrication of complex porous tissue engineering scaffolds using 3D projection stereolithography [J]. Biomaterials, 2012, 33(15): 3824-3834.
[34] Elomaa L, Teixeira S, Hakala R, et al. Preparation of poly(ε-caprolactone)-based tissue engineering scaffolds by stereolithography[J]. Acta Biomaterialia, 2011, 7(11): 3850-3856.
The Research State and Prospect of Photosensitive Resin Used in Stereolithography (SLA)
GUO Tianxi1, CHEN Qiu2
(1.Deqing College, Zhejiang Radio and Television University, Deqing 313201, China; 2.Key Laboratory of Organosilicon Chemistry and Material Technology of Ministry of Education, Hangzhou Normal University, Hangzhou 311121, China)
The research state of photosensitive resin used in stereolithography was discribed, and the effects of the main components and photoinitiator in photosensitive resin on 3D printing process and mechanical properties was also discussed. The prospect of the development trend of stereolithographic resin was presented.
stereolithography; photosensitive resin; 3D printing
2015-06-30
杭州市创新链产业链重大科技创新专项 ( 20132111A05 ).
陈 遒( 1966—),男,高级实验师,硕士,主要从事材料化学研究.E-mail:chenqiu1966@163.com
10.3969/j.issn.1674-232X.2016.02.006
O6-1
A
1674-232X(2016)02-0143-06