通风机斜齿半联轴节机加工工艺改进
2016-03-13陆雪梅
陆雪梅
(江苏金通灵流体机械科技股份有限公司,江苏 南通 226000)
0 引言
联轴器是联接两轴或轴和回转件,在传递运动和动力过程中一同回转而不脱开的一种装置。斜齿半联轴节是通风机转子重要组成部分,联轴节主要起到传递扭矩作用。目前我公司的联轴节的基本型式有HL联轴器、ZL联轴器、斜齿半联轴节等。HL联轴器、ZL联轴器可通过常规的机加工工艺方法达到产品要求的尺寸。而斜齿半联轴节需对齿面表面淬火处理,这必然会对工件内孔产生影响。为此,我们对斜齿半联轴节原先的机加工工艺进行了改进。
1 原斜齿半联轴节机加工工艺流程
斜齿半联轴节(如图1),我们以往加工方法为:
锻造毛坯→正火→粗车加工→调质热处理→精车加工(内孔留磨削余量)→铣斜齿形→插键槽→齿面表面淬火处理→磨削内孔
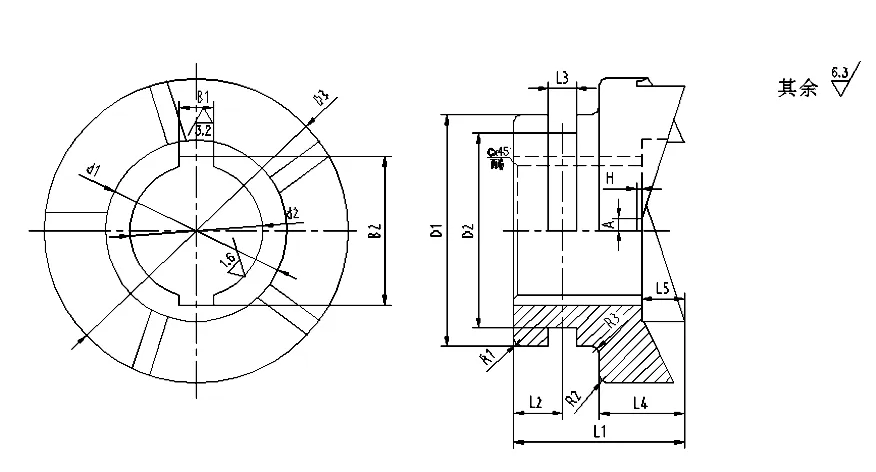
图1 斜齿半联轴节
斜齿半联轴节内孔磨削加工,一直是由外协厂家进行此工序操作,我公司在对斜齿半联轴节进行完工检测时,常会反映有内孔失圆现象,我们潜意识一直认为这个工艺流程是成熟工艺,应该是外协厂家磨加工过程中出了问题,只要磨削时控制好尺寸,那就不是问题。
2 原因分析
质检部门又开具了SJ9000风机端和减速机端两斜齿半联轴器不合格品处置单,反馈内孔有椭圆、振纹、超差现象。在行业竞争日趋激烈的大环境下,要赢得通风机产品市场,赢得更多的回头客,赢得更多的新用户,在合理的价位基础上,细节决定成败,质量占领市场。我们深深意识到斜齿半联轴节内孔失圆这一现象必须解决。经技术商讨后,我们采取了如下验证措施:
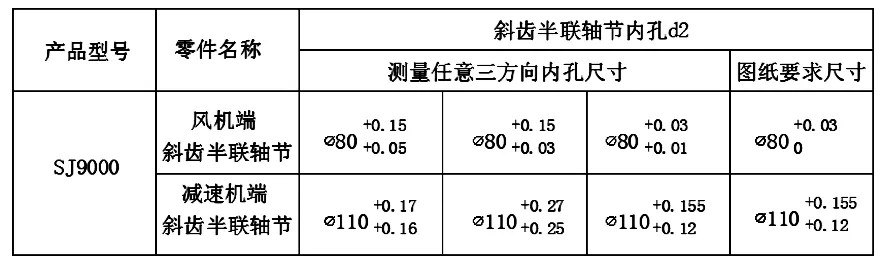
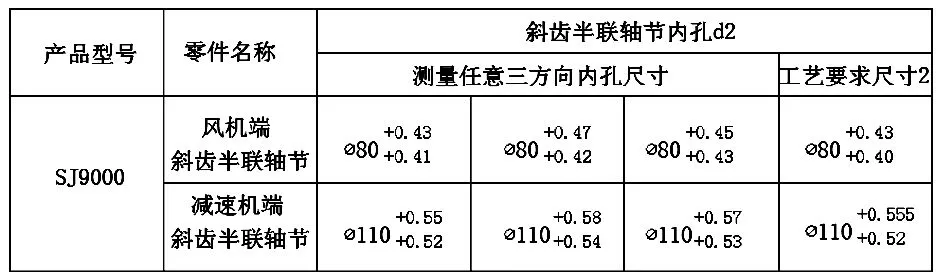
(1)对该两只报废SJ9000斜齿半联轴节内孔尺寸进行多方位测量。数据列表如表1。
表1两只报废品尺寸
(2)对上面两只报废斜齿半联轴节进行工艺试验,按工艺要求尺寸1进行内孔重新磨削加工,工艺全程跟踪磨削过程,对磨削后内孔尺寸进行多方位测量。数据列表如下表2。
(3)要求对磨削速度、进给量进行控制,再次对此两只报废斜齿半联轴节进行工艺试验,按工艺要求尺寸2进行内孔磨削,工艺全程跟踪磨削过程,对磨削后内孔尺寸进行多方位测量。数据列表如表3。
(4)生产对SJ9000两只斜齿半联轴节重新投料,待工艺试验结果,再确定工艺方案。
表2按工艺要求尺寸1加工后的尺寸
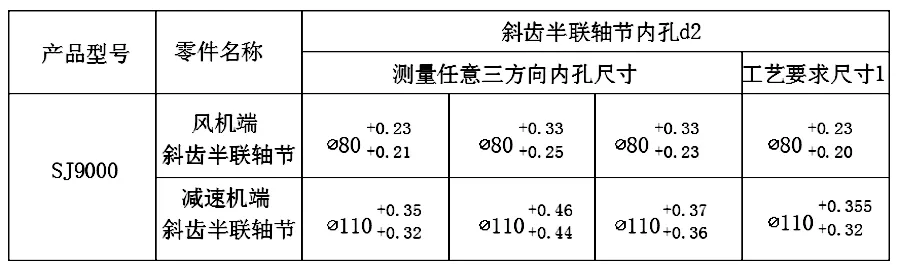
表3 按工艺要求尺寸2加工后的尺寸
工艺试验中,不难发现间断磨削是造成内孔磨削质量的根本原因,控制磨削速度和进给量可减少磨削误差,但这些磨削数据均带有一定程度的不确定性,且不能满足图纸要求;通过工艺试验,验证了原斜齿半联轴节机加工工艺流程不合理性;为确保产品100%合格,且能对机加工过程进行有效的质量控制,我们必须对通风机斜齿半联轴节进行机加工工艺改进。
3 机加工工艺改进
针对斜齿半联轴节需进行齿面表面淬火处理,经与热处理厂家技术沟通和商讨后,我们特制订了相关机加工工艺改进方案:
锻造毛坯→正火→粗车加工→调质热处理→一次精车加工(内孔留二次精车余量)→铣斜齿形→齿面表面淬火处理→二次精车加工→插键槽
对重新投料制作的两只SJ9000斜齿半联轴节,按机加工工艺改进方案进行,工艺过程跟踪。各道工序完工均进行相应的尺寸、硬度、形位公差检验;产品满足图纸要求。
4 改进实施
随后,我们立即下发了对所有的在制品斜齿半联轴节进行机加工改进的技术通知,并着手对所有通过此种联轴节进行传动的客户进行了售后咨询,取得了明显的成效,赢得了客户的信赖。随着公司提倡“创一流产品”质量主题,我们会注重每一细节,确保产品的高质高量。
[1] 徐灏.机械设计手册(第3、4卷)[M].北京:机械工业出版社,2000,6.