钛合金TC4高速切削的温度场分析及刀具磨损研究
2016-02-08胡木林
胡木林
(合肥职业技术学院,安徽 巢湖 238000)
钛合金TC4高速切削的温度场分析及刀具磨损研究
胡木林
(合肥职业技术学院,安徽 巢湖 238000)
钛合金因导热系数小,在高速切削时,“刀具—切屑”接触区积聚大量的切削热,切削区温度较高,严重影响工件的加工精度、表面加工质量和刀具使用寿命。因此,分析并研究钛合金切削过程中切削区温度场的分布规律以及刀具的磨损状况,有利于提高工件的加工质量、刀具的使用寿命和生产效率。借助于Deform-3D有限元工艺分析软件,对硬质合金刀具切削钛合金进行了仿真分析,得出在切削速度较高,进给量和背吃刀量较低的切削条件下,刀具使用寿命较长。
钛合金;切削;温度;刀具磨损
钛合金因具有强度高、耐热性能好(500℃强度不变)、耐腐蚀性好、耐低温性好(-253℃塑性不变)等优点,在航空、海洋、军工、医疗等领域被大量使用[1]。高速切削也因切削效率高、加工质量高、经济性好等特点,发展成为集高效、优质和低耗于一体的先进制造工艺技术,是机械加工技术的重要发展方向[2]。目前,广泛认为钛合金在切削时,当切削速度超过60 m/min时就为高速切削[3]。但由于钛合金的化学活性高,导热性能差等特点,使得在高速切削时切削温度达到800℃以上[4]。当切削温度达到一定值时,刀具极易产生粘结磨损和扩散磨损,最终导致刀具失效,影响切削加工[5]。研究钛合金高速切削时切削用量如何影响切削区温度场的分布规律、刀具的磨损规律,对提高刀具使用寿命,改善工件加工质量,提高机械加工生产效率具有重要的意义,因此,钛合金高速切削加工已经成为国内外研究的热点问题。例如,刘战强等[6]对TC4钛合金的高速车削进行了研究,详细分析了PCBN刀具的磨损及使用寿命情况;武导侠等[7]对TC4钛合金高速铣削进行了研究,得出不同铣削参数对铣削力的影响规律;姜增辉等[8]对硬质合金刀具切削TC4钛合金的磨损规律进行了研究;F.Shao等[9]分别利用有限元法和试验对切削钛合金的温度进行了研究。总之,钛合金的切削过程中,同时对其切削温度场的变化规律和刀具磨损变化规律进行研究的比较少。利用测量金属切削温度的常规方法和通过车床实际加工测量刀具磨损程度均难以获得精确数值,而有限元仿真软件不仅计算精度高,特别是能够解决利用常规实验难以分析获得的物理规律,是一种极为常用的工程分析手段。本文将基于Deform-3D仿真软件对硬质合金刀具车削钛合金时温度场的变化规律及刀具的磨损规律进行分析研究。
1 切削温度理论模型的建立
1.1 热传导模型的建立
金属切削加工中会产生大量的切削热,切削热主要是由切屑与前刀面之间摩擦做功和切削层发生变形所消耗的变形做功所产生,因此“刀—屑”切削区的温度会迅速上升,根据二维矩阵切削的热传导偏微分方程[10]:

式中:λ—热导率,T—温度,ρ—材料密度,C—热容,x、y——坐标值,u,v-运动源在x和y方向的速度分量;-单位体积热产生率。单位体积热产生率可以根据公式(2)求出[11]。

式中:M—热功当量,Wh—塑性变形功转化为热量的比率,ρ—密度,—塑性变形功产生率。
刀具的前刀面与切屑、后刀面与已知加工表面之间的摩擦热方程为:

式中:Ft—接触界面的摩擦力,vr—两接触面的相对滑动速度
刀具与工件的对流散热方程[12]为 :

式中h—表面对流散热系数,h取0.4N/s.mm.℃。Tw—刀具与工件表面的温度,T0—环境温度取20℃。
1.2 材料模型的建立
目前热—粘塑性模型主要有Follansbee—Kocks、Bodner—Paton、Johnson—Cook、Zerrilli—Armstrong等模型,其中Johnson—Cook模型是一种适用于各种晶体结构的大应变、高应变速率、高温变形的本构模型,另外,TC4的组织类型为马氏体α+β态,综合考虑选择Johnson—Cook模型为本构模型,其本构方程式[13]为:

式中:A—准静态下屈服强度;B—应变硬化系数;n—应变硬化指数;m—温度敏感系数;Tr—参考热力学温度;Tm—材料熔点温度;ε—为应变;—应变率;ε0—参考应变率。
TC4的Johnson—Cook材料模型中的5个材料特性常数[14]如表1所示。

表1 材料模型中的5个材料特性常数
1.3 刀具磨损率模型
TC4在切削过程中,刀具的磨损方式和磨损程度直接受切削温度的影响,通常有粘结磨损、磨粒磨损和扩散磨损构成。故刀具的总磨损[15]为:

式中:W—总磨损量(mm);Wτ—磨粒磨损量(mm);Wα—粘结磨损量(mm);Wd—扩散磨损量(mm);L—切削距离(mm);σα—应力大小(MPa);t—切削时间(s);T—切削温度(K)。
其中:

式中:G—材料磨粒磨损特性常数;σt—刀具与切削面间正应力(MPa);A、B—材料粘结磨损特性常数;D—材料扩散磨损特性常数(mm/s),是温度有关的函数D(T)=aT3+bT2+cT+d;E—扩散化学能(KJ/mol);R—气体常数。
综上可得,磨损率式为:

刀具磨损率模型中的参数如下表2。

表2 刀具磨损率模型中的参数
1.4 Deform-3D模型的建立
Deform-3D适用于零件制造等金属成形工艺设计过程的模拟,应用效果成熟可靠。仿真基本参数设置见表3,刀具设定见表4,工件设定见表5。仿真模拟条件为每25步存储一次,总步数1000步,切削终止角度为20度。

表3 基本参数设置

表4 刀具设定

表5 工件设定
2 切削用量对切削温度的影响
2.1 切削速度对切削温度的影响
在切削过程中,为研究高速切削过程中切削速度对切削温度的影响程度,现设定进给量f=0.3 mm/rev,背吃刀量αp=0.8 mm;在固定的进给量和背吃刀量下,依次调整选取切削速度为20 m/min、60 m/min、100 m/min、180 m/min、240 m/min等5种的速度条件进行仿真切削,其切削速度为60 m/min、100 m/min、180 m/min、240 m/min切削温度仿真图(如图1示)。在切削过程中,最高温度均发生在前刀面与切屑的底面接触处(如图2示)。

图1 不同切削速度温度仿真图
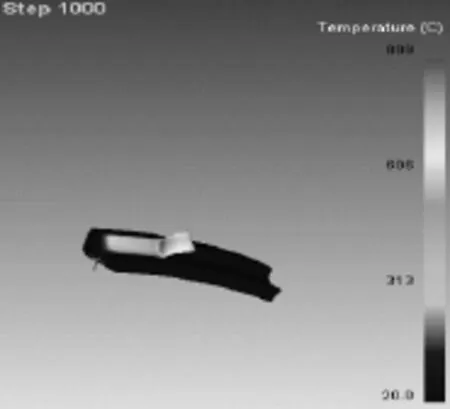
图2 工件最高切削温度的分布
通过仿真得到一系列数据,选取前400步的数据,利用办公软件处理后绘制出切削温度平均值T随切削速度νc的变化曲线图(如图3)。从图3可以看出,当切削速度νc介于20 m/min—100 m/min的低速切削阶段时,切削温度的变化比较明显,随切削速度νc的增加上升较快;当切削速度νc>100 m/min时,切削温度变化较为缓慢,随着切削速度νc的增加逐渐趋于稳态。低速切削时,刀具与切屑之间产生较大的摩擦力和切屑剪切滑移力,切削力做功较大,此时单位时间内产生的切削热相应增多,故切削温度较高。随切削速度νc的进一步提高,切屑带走的热量增多,刀具与切屑之间的切削区温度升高幅度缓慢。另外,随着νc的不断提高,切削温度的软化效应开始成为主导地位,摩擦系数μ开始逐渐减小,剪切角Φ开始逐渐增大,切屑变形程度ξ开始逐渐减小,切屑剪切滑移力逐渐降低。同时在高温切削区的前刀面与切屑接触处产生一层极薄的微熔金属液体,大幅度减少摩擦,尽管切削温度T随着切削速度νc的增加而增加,但增幅变缓。
2.2 进给量f对切削温度的影响
为研究高速切削TC4时,进给量f对切削温度的影响,设定切削速度νc=100 m/min,背吃刀量αp= 0.8 mm,依次选取进给量f为0.1 mm/rev、0.5 mm/rev、0.8 mm/rev、1.5 mm/rev等四种情况进行仿真切削。其进给量f为0.1 mm/rev、0.5 mm/rev、0.8 mm/rev、1.5 mm/rev切削温度仿真图(如图4示),同样利用办公软件处理仿真数据后,绘制出切削温度平均值T随进给量f的变化曲线图(如图5),由图5可看出,随着进给量f不断增大,切削温度逐渐增大,但是的变化幅度较为缓和。这是由于随着进给量f不断增大,切削热随金属切除率增加也增多,切削温度自然上升。但单位切削面积的热量却随进给量f增大反而减少,切屑层变厚,切屑单位长度质量增大,切屑带走的热量多,而且前刀面与切屑的接触区域增大,有利于散热,切削区的平均温度上升较缓慢。因此,进给量f对切削温度影响幅度没有切削速度νc对切削温度影响明显。

图4 不同进给量下温度仿真图

图5 切削温度f—T变化曲线图

图7 切削温度αp—T变化曲线
2.3 背吃刀量ap对切削温度的影响
为研究高速切削TC4时,背吃刀量αp对切削温度的影响,选定νc=100 m/min,f=0.3 mm/rev保持不变,依次选取αp分别为0.3 mm、0.8 mm、1.5 mm、2 mm模拟仿真切削。切削仿真图如图6所示,记录处理仿真数据后,绘制出切削温度平均值T随进给量αp的变化曲线图(如图7)由图可以看出,αp在0.2 mm—1.5 mm之间时,温度T上升的速度较快,αp在1.5 mm—2.0 mm之间时,温度T上升的速度较慢,最终在小范围内波动。其现象的理论原因是在切削的开始,随着切削厚度αp增大,切削力呈线性增大,切削力做功增大,故切削热也呈正比例增多,切削温度上升明显。但当继续增加切削厚度αp时,温升会使切削钛合金平均摩擦系数μ减小、切削变形程度ξ减小、剪应力下降的同时使得钛合金的比热容、导热系数上升,进一步改善了散热条件,此时切屑、工件、刀具带走的热量增多,整体上使得切削温度趋于平稳。

图6 不同被吃刀量温度仿真图

图8 Vc=100 mm/min f=0.3 mm/rev ap=0.8 mm工件、刀具温度与应变
3 高速切削刀具磨损分析
3.1 温度场分布
为充分研究钛合金TC4高速切削的温度场分析及刀具磨损研究,截取νc=100 m/min、f=0.3 mm/rev、αp=0.8 mm高速切削TC4时“刀—屑”切削区的温度分布图(如图8)。工件表面的最高切削温度达到8 00℃以上,刀具的最高切削温度达到236℃。图8(c)是切削进入稳态后工件等效应变分布图,从图中可以看出在主变形区出现塑性等效应变,而且沿着绝热剪切带附近分布。可以看出切屑在“刀—屑”接触界面处即将离开前刀面的位置(图中C点)等效应变最大,而且应变梯度高,基本与温度场分布类似。
3.2 温度对刀具磨损的影响
切削TC4钛合金时刀具的磨损主要有粘结磨损、磨粒磨损和扩散磨损构成,有时也会发生一些相变磨损和氧化磨损等[16]。在用硬质合金刀具切削TC4钛合金过程中,一旦切削温度太高,就会使得前刀面月牙洼的快速磨损比后刀面的磨损深度VB更加严重,此时切削刃被削弱,导致刀具失效,严重影响刀具的寿命。

图9 最高温度与切削步数变化曲线

图10 刀具磨损深度随切削步数变化曲线
根据钛合金的仿真切削数据。画出切削区域最高温度与切削步数之间的变化曲线(如图9所示)和刀具磨损深度随切削步数的变化曲线(如图10所示)。有图可知,随着切削过程的持续,其切削区域温度温度不断升高,刀具的磨损量也逐渐增大,当切削步数达到300—450时,温度达到最大值,数值高达800度以上,当步数超过450时,温度开始趋于稳定,刀具磨损量虽然不断增大,但增大的趋势也开始变缓。
3.3 切削速度对刀具磨损的影响
为分析钛合金TC4高速切削时刀具磨损状况,选取αp=0.5 mm,f=0.2 mm/rev,速度分别为60 m/min、100 m/min、180 m/min下的数据进行比较,根据仿真数据,整理画出不同切削速度下刀具的磨损曲线(如图11所示)。

图11 不同切削速度下刀具的磨损曲线
从图中可知,切削速度不同,对刀具的磨损影响非常明显,当速度为60 m/min属于较低的范围时,刀具开始有着明显的正常磨损阶段,随着切削的进一步进行,正常磨损后的磨损量也是平缓增加;当速度为100 m/min时,开始时也会出现正常磨损阶段,当切削到一定程度以后,刀具明显进入急剧磨损阶段,直至刀具失效;当速度达到180 m/min的高速切削时,刀具正常磨损阶段极短,随后直接进入到急剧磨损阶段,磨损量较大,刀具很快达到磨钝标准,刀具失效。
4 结论
利用Deform-3D有限元软件,对钛合金TC4进行了仿真切削,分析了切削过程中切削用量对切削区域温度的影响以及高速切削时刀具磨损规律,得出如下结论:
(1)在低速切削范围内,随着切削速度的增大,切削区域温度上升较明显,上升速度较快;当速度达到高速范围时,切削温度变化较为缓慢,逐渐趋于稳态。
(2)进给量f对切削区域温度的影响较切削速度对切削区域温度的影响有所减小,随着进给量f的增大,金属切率增大,使切削温度上升,但f增大,切屑变厚,切屑带走的热量增多,综合因素影响使得温度上升的较为缓慢。
(3)背吃刀量αp较切削速度、进给量的影响最小。虽然背吃刀量αp增大,会引起切削区域热量的增多,但背吃刀量αp增大也会使得由切屑、工件、刀具带走的热量增多,进一步改善了散热条件,因此,切削区域温度较平稳。
(4)切削温度随着连续切削而增大,在切削步数为300—450步时,温度达到最大,且为800℃左右;若进一步切削,切削步数大于450时,温度变化逐渐变缓,整体趋于稳定。
(5)刀具的磨损随切削步数(切削温度)增大而增大,在切削步数为300—450时,刀具磨损加剧;当切削步数大于450时,刀具磨损变缓。
(6)随着切削速度的增加,硬质合金切削钛合金刀具磨损速率快速增加。当切削速度在高速切削范围时,刀具正常磨损阶段极短,很快进入急剧磨损阶段,且磨损量较大,很快达到磨钝标准,刀具失效。
[1]姜增辉,王琳琳,石莉,等.硬质合金刀具切削Ti6Al4V的磨损机理及特征[J].机械工程学报,2014,(1):178-184.
[2]邓朝晖,刘战强,张晓红.高速高效加工领域科学技术发展研究[J].机械工程学报,2010,(23):106-117.
[3]冯鸿钦.硬质合金刀具和涂层刀具车削加工Ti6Al4V的性能研究[J].龙岩学院学报,2010,(2):29-31.
[4]许光彬,韩江.数控高速车削TC4温度仿真研究[J].机械设计与制造,2015,(7):120-123.
[5]DENGJX,LIYS,SONGWL.DiffusionwearindrycuttingofTi6AI4VwithWC/Cocarbidetools[J].Wear,2008,(11):1776-1783.
[6]李甜甜,刘战强,王晓琴.PCBN刀具高速切削钛合金切削性能研究[J].工具技术,2008,(3):24-26.
[7]刘军伟,武导侠,姚倡锋.TC4钛合金高速铣削力研究[J].机床与液压,2013,(19):1-6.
[8]姜增辉,王林,石莉,等.硬质合金刀具切削Ti6Al4V的磨损机理与特征[J].机械工程学报,2014,(1):178-184.
[9]SHAO F,LIU Z Q,Wan Y,et al.Fin-ite element simulation of machining of Ti6Al4 valloy with thermody namical constit-utive equation[J].Int.J Adv.Manuf.Technol,2010,(49):431-439.
[10]MAMALIS A G,HORVATH M,BRANIS A S,et al.Finiteel ement simulation of chip formation in orthogonal metal cutting[J].Journal of Materials Processing Technology,2001,(1):19-27.
[11]王霄,卢树斌,高传玉.金属切削加工有限元模拟技术的研究[J].煤矿机械,2006,(11):51-54.
[12]董兆伟,张以都,刘胜永,等.分层切削加工有限元仿真分析[J].航空制造技术,2007,(7):75-78.
[13]芮执元,李川平,郭俊峰,等.基于Abaqus/explicit的钛合金高速切削切削力模拟研究[J].机械与电子,2011,(4):23-25.
[14]鲁世红,何宁.TC4钛合金动态本构模型与高速切削有限元模拟[J].兵器材料科学与工程,2009,(1):5-9.
[15]何宝,邓子龙,高兴军.钛合金TC4的切削温度场分析及刀具磨损研究[J].辽宁石油化工大学学报,2015,(2):53-57.
[16]陈燕,杨树宝,傅玉灿,等.钛合金TC4高速切削刀具磨损的有限元仿真[J].航空学报,2013,(9):2230-2240.
A STUDY ON THE TEMPERATURE FIELD AND TOOL WEAR IN HIGH SPEED CUTTING OF TITANIUM ALLOY TC4
HU Mu-lin
(Hefei Vocational&Technical College,Chaohu Anhui 238000)
Due to the low thermal conductivity of titanium alloy,a large amount of cutting heat is accumulated at the contact zone of"tool-chip" in high speed cutting,and the temperature of cutting area is high.This has a serious effect on the machining accuracy of the work-piece,surface machining quality and cutting tool life.Therefore,the analysis and study of the distribution discipline of temperature field and tool wear condition in the cutting process of titanium alloy TC4 will be helpful in improving the machining quality of the work-piece,the service life of the cutting tools and the production efficiency.With the help of Deform-3D finite element analysis software,the hard alloy cutting tools’cutting titanium alloy is simulated and analyzed.The result shows that under the condition of high cutting speed,low cutting feed rate and back cutting depth,the service life of cutting tools is much longer.
Titanium alloy;Cutting;Temperature;Tool wear
TG146.4
A
1672-2868(2016)06-0072-08
责任编辑:杨松水 校对:袁宗文
2016-10-08
安徽省质量工程项目(项目编号:2013zy161)
胡木林(1982-),男,安徽舒城人。合肥职业技术学院,讲师。研究方向:机械CAD/CAM。