基于参数和代理模型不确定性的冲压稳健性设计优化
2016-01-28杨旭静
黎 凯 杨旭静 郑 娟
湖南大学汽车车身先进设计制造国家重点实验室,长沙,410082
基于参数和代理模型不确定性的冲压稳健性设计优化
黎凯杨旭静郑娟
湖南大学汽车车身先进设计制造国家重点实验室,长沙,410082
摘要:在传统的基于代理模型的冲压稳健性设计中,由于代理模型与真实模型间存在着误差,必然会导致优化结果存在一定的误差。将实验设计、Kriging模型相结合,综合考虑参数不确定性和代理模型不确定性的影响,提出了一种新的冲压稳健性优化设计方法。通过因素敏感性分析筛选出相应的设计变量和噪声因素,基于Kriging模型构建设计参数和质量指标的代理模型,采用蒙特卡罗分析方法以及遗传算法获得最优工艺解。实例分析结果表明,综合两种不确定因素的稳健设计方法能有效地降低拉裂、起皱约束失效概率,提高冲压件成形质量和工艺稳健性。
关键词:板料冲压;稳健性设计;工艺参数;代理模型;不确定性;Kriging模型
0引言
薄板冲压成形过程中,工艺参数和材料参数都存在一定的不确定性,如果忽略这些不确定性因素的影响,当设计变量发生波动时,往往会导致设计的最优目标响应不能满足设计要求,使设计失效。近年来,以降低设计参数不确定性的影响、提高产品质量为目标的稳健设计方法已成为板料冲压成形领域的研究热点。
薄板冲压成形过程具有几何非线性、材料非线性及边界非线性等特点,同时,冲压工艺优化设计是一个反复迭代的过程,优化求解中需要反复调用CAE有限元模型。为了减小计算量,常采用代理模型代替真实模型进行优化设计。Hou等[1]采用随机仿真与试验设计相结合的方法对汽车行李箱后盖内板的起皱及开裂问题进行了稳健性优化分析并取得了很好的效果。孙光永等[2]提出了采用双响应面思想构造产品特性和约束条件的响应面模型,并将6σ理念与双响应面相结合,构造基于6σ质量工程的多目标稳健优化设计方法。张骥超等[3]提出了在有限元仿真模型基础上,将试验设计法与响应面法相结合,获得不考虑材料性能波动条件下的最优工艺解,并通过蒙特卡罗法构建质量指标的响应面模型,获得最优的稳健工艺解。然而,代理模型是利用真实响应的数值进行拟合的,无法在有限的样本点基础上准确预测真实响应状态,不可避免地存在预测的不确定性,这种因代理模型数值拟合而引入的误差称为代理模型不确定性[4]。现阶段的稳健性优化设计一般都基于代理模型进行,如果忽略这种不确定性,必然会给设计带来额外的误差,因此稳健性设计过程同时受到参数不确定性和代理模型不确定性[5]的综合影响。章斯亮等[6]综合考虑参数不确定和代理模型不确定性,对轿车车身进行了轻量化稳健设计,有效地减小了车身重量。
传统板料冲压稳健性优化设计只考虑参数不确定的影响,忽略了代理模型的不确定性影响,容易导致优化解失效。本文在传统考虑参数不确定性稳健性优化的基础上,综合考虑参数不确定性和代理模型不确定性对设计的影响,通过试验设计方法获得影响成形质量的敏感参数,基于Kriging模型构建质量指标与参数间的数学模型,采用6σ准则对其冲压成形工艺进行稳健性优化设计,为对比研究,同时对问题进行传统仅考虑参数不确定性的稳健性优化设计,并通过对冲压件成形质量目标进行随机分析,获得两种稳健性优化解的统计描述。对比两种稳健性优化结果,冲压工艺稳健性优化设计中将代理模型的误差作为一个不确定性因素并综合考虑参数不确定性影响能有效地降低拉裂、起皱失效概率,提高生产中成形质量的可靠度。
1两种不确定因素的预测方法
1.1参数不确定性和代理模型不确定性
参数不确定性是参数偏离设计值而呈现出统计分布状态。假设参数X={X1,X2,…,Xn}满足正态分布,则随机变量可表示为
X=x+W
(1)
代理模型不确定性是代理模型在任意点处的预测统计状态。Kriging模型[7]作为一种新型的响应面技术在工程计算中得到广泛的应用,Kriging方法将真实响应定义为一个高斯随机过程,可以获得任意点的预测均值,并同时评估预测的方差状态,从而评估代理模型的不确定状态。Kriging模型响应值与自变量的关系可以表示为
y(x)=f(x)βT+z(x)
(2)


(3)
eMS=E(c(x)TY-y(x))2
(4)
式中,c(x)为待求响应值权系数向量。
1.2不确定响应预测方法
传统稳健优化设计方法中,仅考虑了参数的波动对响应的影响,响应y(x)的统计均值和方差可分别表示为
μy|W(x)=E(y(x))=∫wy(x+W)p(w)dw
(5)

(E(y(x+W)))2=∫w(y(x+W))2p(w)dw-
(∫wy(x+W)p(w)dw)2
(6)
式中,μy|W(x)、σy|W(x)分别为考虑参数不确定性因素W影响下响应y的均值和方差;p(w)为随机变量W的密度函数;w为W的观察值。
当考虑代理模型不确定性对响应的影响时,响应的均值和方差是两种不确定因素共同作用的结果。此时,预测的响应包括参数不确定因素W和代理模型不确定因素G的影响,表示为Y(x+W,G)。考虑两种不确定因素的响应预测均值和方差分别表示为
μY|W+G(x)=E(Y(x+W,G))=
E(E(Y(x+W,G)|G))
(7)

E(var(Y(x+W,G)|G))+E(E(Y(x+W,G)|G)2)-
E(E(Y(x+W,G)|G))2
(8)
2冲压成形稳健性设计
2.1冲压成形稳健性设计过程
稳健性即是考虑不确定因素下响应变化的稳定性。其主要目的是减少、控制目标函数波动,降低在设计点上的敏感性,即使目标函数均值达到目标,使方差最小[5]。冲压稳健性优化问题中不确定因素源于两个方面,即参数不确定性和模型不确定性。其中摩擦因数、拉延筋系数、压边力、冲压速度这类设计变量以及材料特征参数等噪声的波动称为参数不确定性;代理模型的预测误差称为模型不确定性。本文把代理模型的预测误差作为一个不确定因素和参数不确定相结合,建立以拉裂、起皱为基础的约束条件,以平均减薄率为基础的优化目标,采用Kriging方法[7]构建代理模型,通过蒙特卡罗模拟法分析考虑两种不确定性因素下每个样本点响应的均值和方差,采用遗传算法对问题进行求解。稳健优化过程如下:
(1)分析冲压工艺参数和材料参数,采用设计正交试验方案筛选出设计变量和噪声因素;
(2)构建参数与响应的Kriging模型,并对模型进行精度校验;
(3)结合两种不确定性分析方法,建立约束和优化目标的适应值函数,并通过蒙特卡罗模拟计算响应的均值和方差,采用遗传算法,获得稳健优化解;
(4)检验是否满足6σ稳健优化准则,如果满足,输出稳健设计解,优化结束,否则进行选择、交叉、变异,生成新的设计变量种群,回到第(3)步。
稳健性优化设计流程如图1所示。
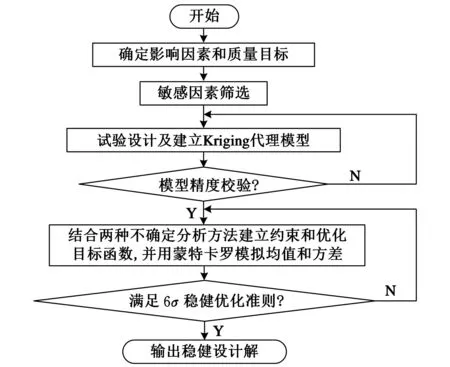
图1 稳健性优化设计流程图
2.2确定质量指标
为了评价冲压成形特征,在优化过程中,需要针对具体的缺陷形式,量化质量标准。本文采用成形极限图(FLD)的质量评价方案建立板料拉裂和起皱函数,为使零件性能满足设计要求,应使成形后的零件厚度分布均匀,厚度变化尽量小,选取冲压件的平均减薄率作为板料成形工艺的优化目标[8]。
开裂和起皱曲线定义如下:
(9)
式中,φ(ε2)、η(ε2)分别为拉裂和起皱安全成形极限曲线;φ(ε2)为拉裂成形极限曲线;s为拉裂安全距离;θ为起皱安全角度。
如图2所示的FLD图中,应变值位于成形极限曲线φ(ε2)以上,则说明板料单元在该点会有开裂风险,并且离成形极限曲线越远,其开裂风险程度越严重;处于安全裕度线φ(ε2)和成形极限曲线φ(ε2)两者之间,则有濒临开裂的危险;只有位于安全成形极限曲线φ(ε2)之下,此单元变形才是安全的。由此,拉裂函数可表示为
(10)
同理,起皱函数表示为
(11)
平均减薄率函数可表示为
(12)
式中,n为单元数目;t0、t(i)分别为各单元拉深成形前后的厚度。
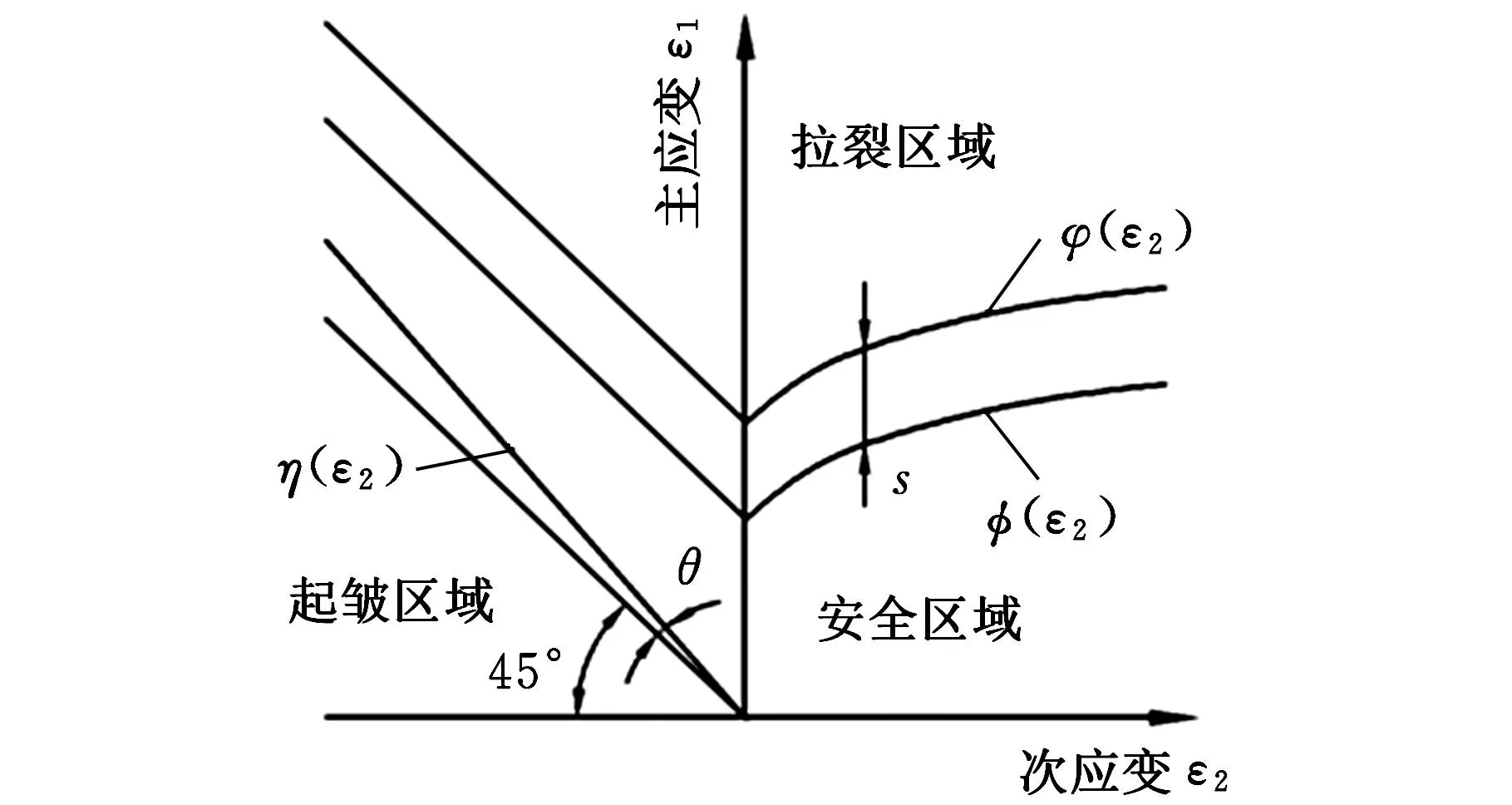
图2 FLD图
3稳健性优化过程
3.1防撞梁冲压成形仿真
本文以防撞梁作为研究对象,防撞梁作为轿车保险杠主要零件,要求有较高的强度和刚度,具有较高的耐撞性,因此必须使用高强度材料,该零件选用高强钢DP590,厚度为1mm,其主要性能参数分别为:屈服强度σs=340MPa;抗拉强度σb=590MPa;硬化系数n′;三向异性系数R0=0.81、R45=0.82、R90=1.1。本文利用Autoform对其成形工艺进行仿真分析,依据实际成形条件设定仿真参数。摩擦因数为0.15,压边力为650kN(65T),拉延工艺冲压模型如图3所示。
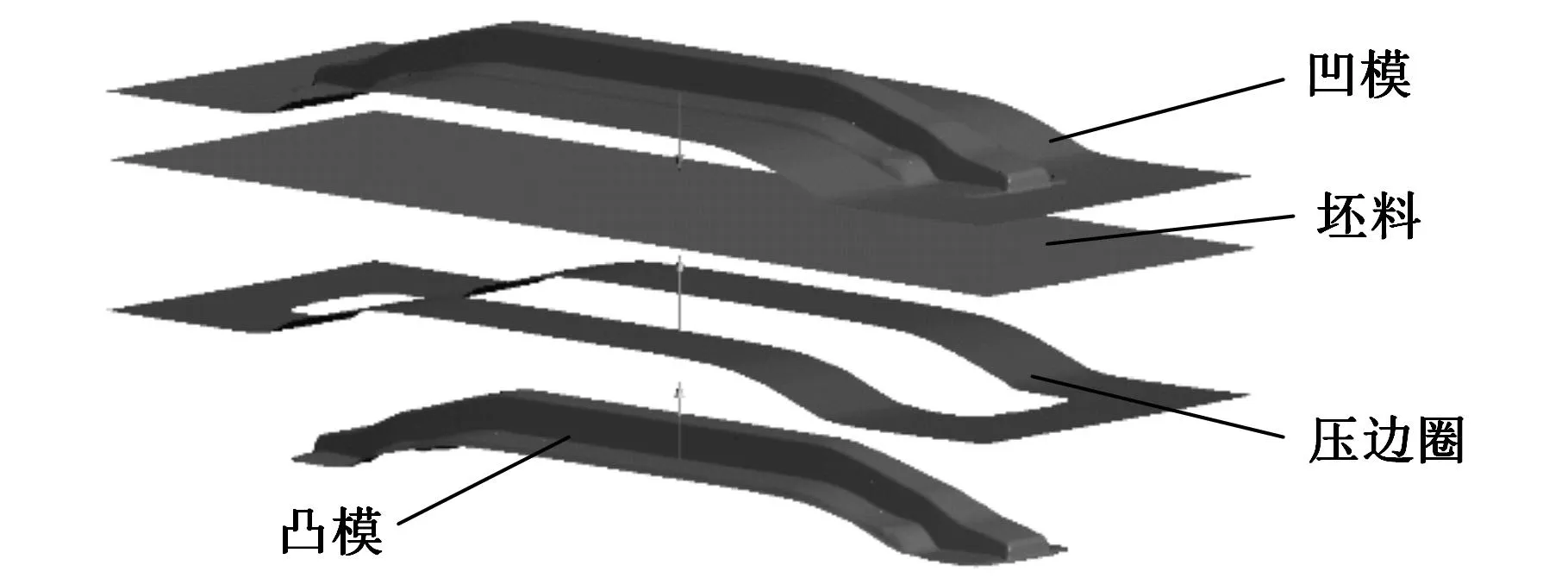
图3 防撞梁拉延工序模型
拉延筋设置对冲压成形质量有重要影响。在仿真分析中常用等效拉延筋替代实际拉延筋,其既能满足成形要求,又能缩短运算时间,提高运算效率。共设置6条拉延筋,拉延阻力初始设定值FDB1=FDB2=250N/mm,FDB3=FDB4=100N/mm,FDB5=FDB6=100N/mm,拉延筋位置如图4所示。
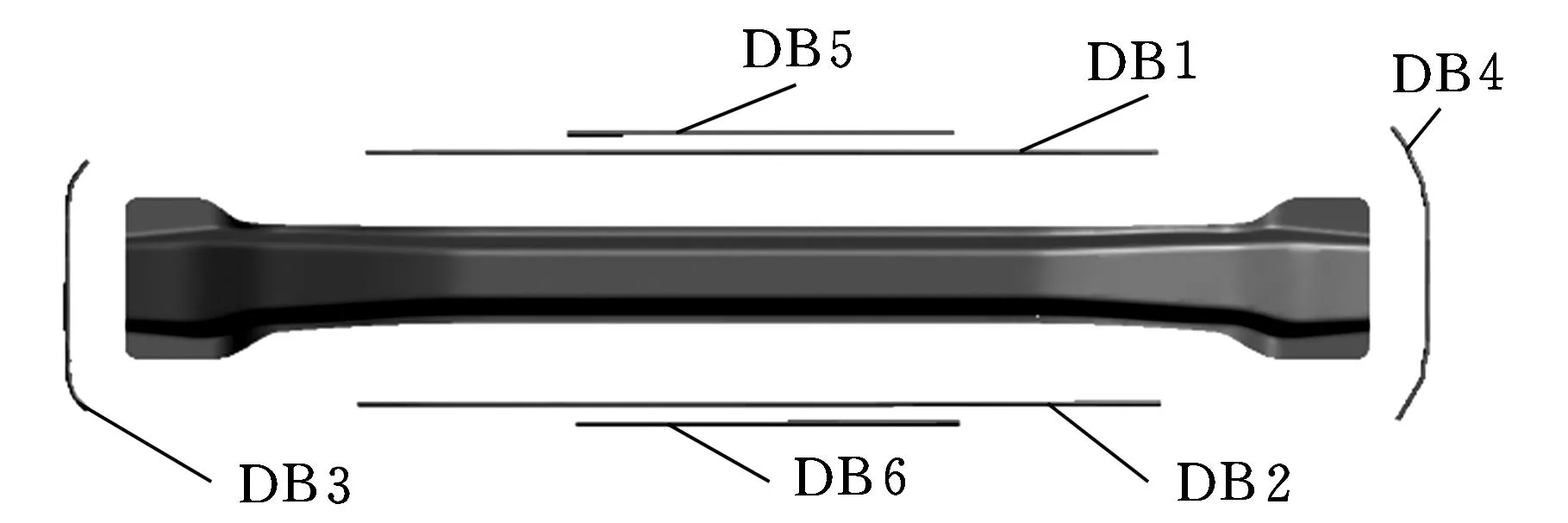
图4 拉延筋位置分布图
成形应力云图见图5。从图5中可以看出,防撞梁中部区域拉延不足,两端区域出现大的起皱和拉裂风险区域,成形较为困难。由于工艺参数与材料参数的波动可能造成质量问题,因此,对成形过程进行稳健设计具有重要意义。
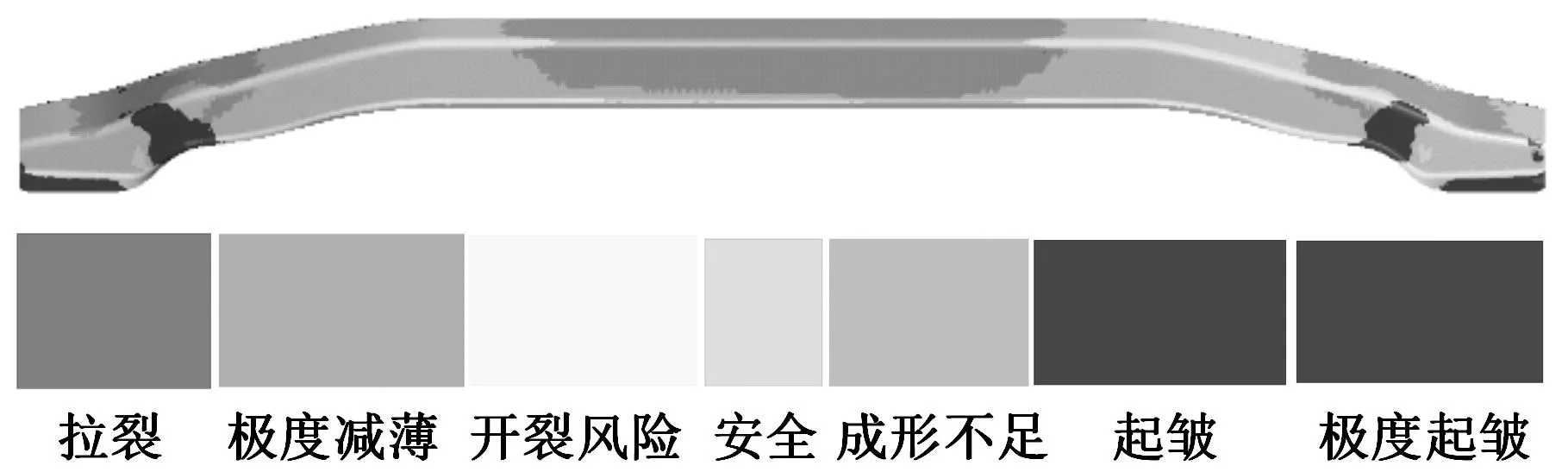
图5 冲压应力云图
3.2影响因素的敏感性分析
为提高计算效率,可通过敏感性因素分析[9]剔除对质量指标不敏感的因素。结合冲压现场生产条件以及有限元仿真调试,选取冲压速度v、拉延筋1~6的阻力系数fDB1/2、fDB3/4、fDB5/6、摩擦因数μf和压边力FBH(分别用A、B、C、D、E、F表示)作为设计变量,选取厚度T、硬化系数n′、屈服强度σs、抗拉强度σb、三向异性系数R0、R45、R90(分别用G、H、I、J、K、L、M表示)作为噪声因素,根据统计数据和实际工程经验确定其波动范围服从正态分布,如表1和表2所示。
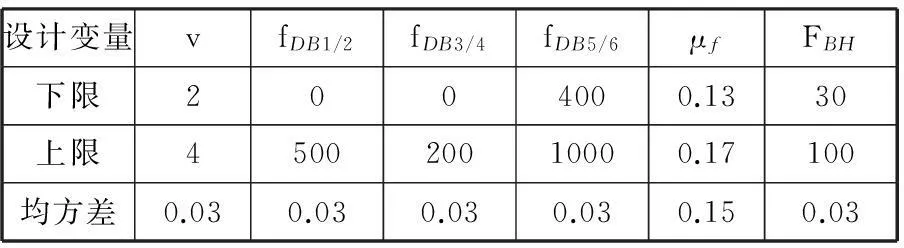
表1 设计变量范围表
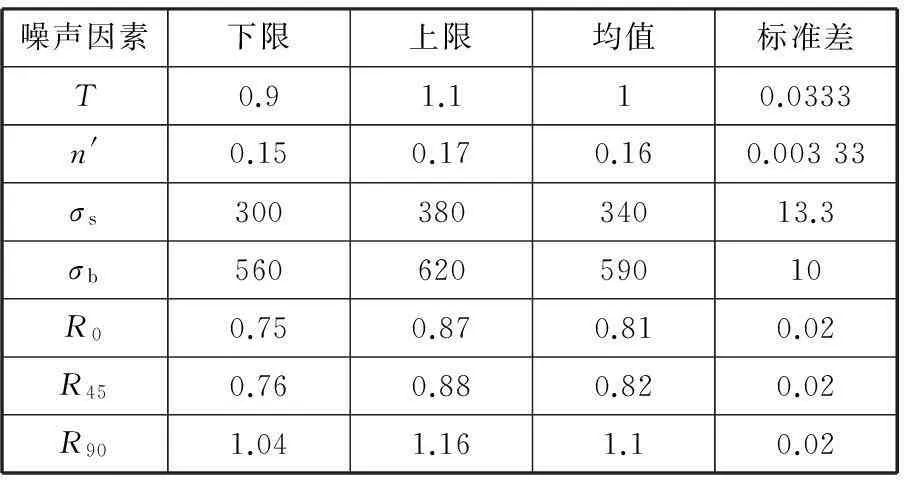
表2 噪声因素统计性能信息
采用正交回归方法对因素进行敏感性分析,各因素对目标函数平均减薄率的影响大小如图6所示,图中B、E、F、I、L对平均减薄率指标影响较大(分别代表拉延筋阻力系数fDB1/2、摩擦因数μf、压边力FBH、屈服强度σs、应力系数R45),因此将拉延筋的阻力系数fDB1/2、压边力FBH和摩擦因数μf作为设计变量,屈服强度σs和应力系数R45作为噪声构建Kriging模型,并以此进行稳健性优化。
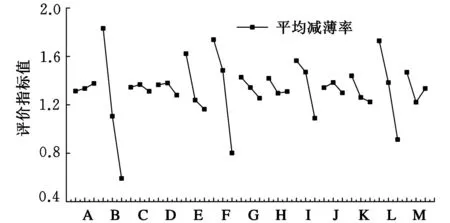
图6 防撞梁拉延工序模型
3.3Kriging建模
本研究采用Kriging构建模型,为了减小仿真试验计算量并满足精度要求,选择拉丁超试验设计,选取30组样本点进行试验,得到每一组相对应的冲压成形仿真结果再利用上述公式可获取零件的拉裂、起皱和平均减薄率函数值,拉丁超试验设计及响应值如表3所示。
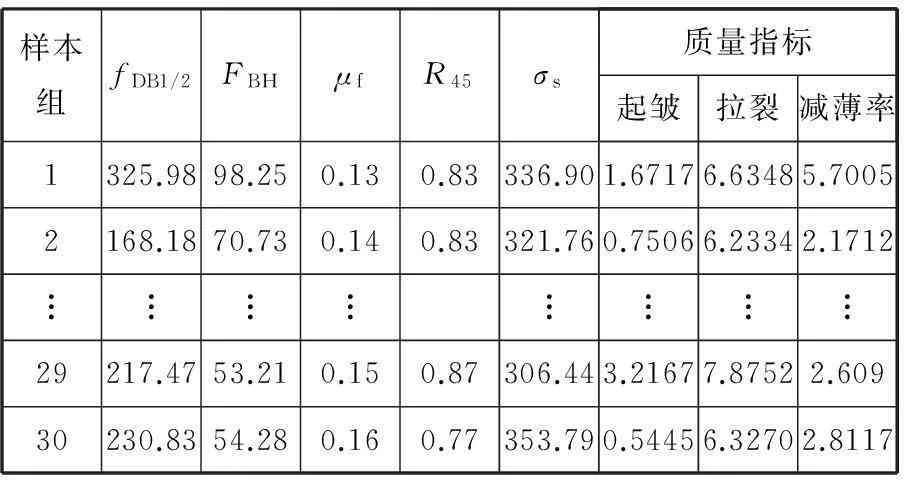
表3 拉丁超试验设计及响应值统计表
根据所得数据,结合Kriging模型建立拉裂、起皱及平均减薄率与相关参数之间的函数关系。通过随机抽取5个样本点进行精度验证,误差均在±5%以内,证明此模型具有比较好的精度,可以用于计算。
3.4稳健优化模型
根据统计理论,6σ质量设计[10]具有很高的可靠度,可以很好地满足制造商对缺陷率的要求。对于防撞梁成形而言,为使成形零件满足使用要求,将平均减薄率Fobj控制在最小范围,同时零件拉裂、起皱指标满足要求;假设拉裂指标Robj小于6.5,起皱指标Wobj大于2即视为废品[9]。为使本研究风险最低,建立冲压稳健性优化模型如下所示:
(13)
式中,μG+x(Fobj)、σG+x(Fobj)分别为考虑两种不确定因素时目标响应Fobj的均值和方差;μG+x(Robj)、σG+x(Robj)分别为考虑两种不确定因素时拉裂目标响应Robj的均值和方差;μG+x(Wobj)、σG+x(Wobj)分别为考虑两种不确定因素时起皱目标响应Wobj的均值和方差;μ(fDB1/2)、σ(fDB1/2)分别为拉延筋fDB1/2的均值和方差;μ(FBH)、σ(FBH)分别为压边力FBH的均值和方差;μ(μf)、σ(μf)分别为摩擦因数μf的均值和方差。
4优化结果分析
用MATLAB工具箱[11]在考虑两种不确定性因素条件下对防撞梁优化数学模型进行稳健性优化。为对比说明考虑两种不确定因素稳健性设计方法的优势,本文同时采用传统仅考虑参数不确定性的稳健性优化方法对该问题进行稳健性优化设计。通过优化计算获得考虑参数不确定性稳健性优化和考虑两种不确定因素稳健性优化最优解,结果如表4所示。
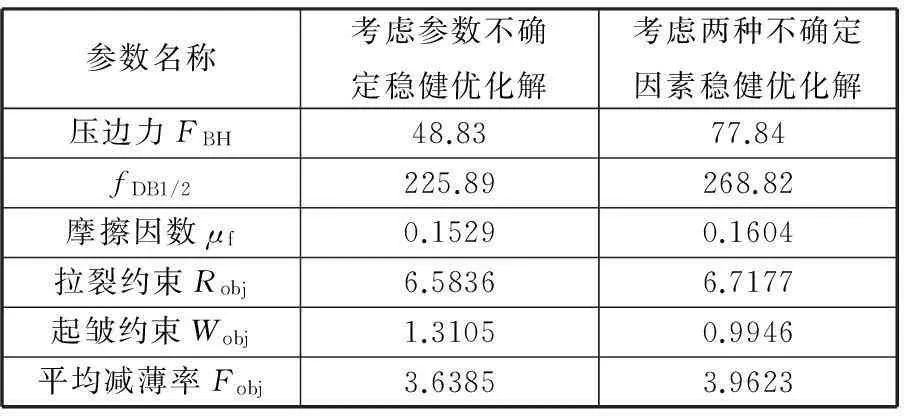
表4 优化设计结果
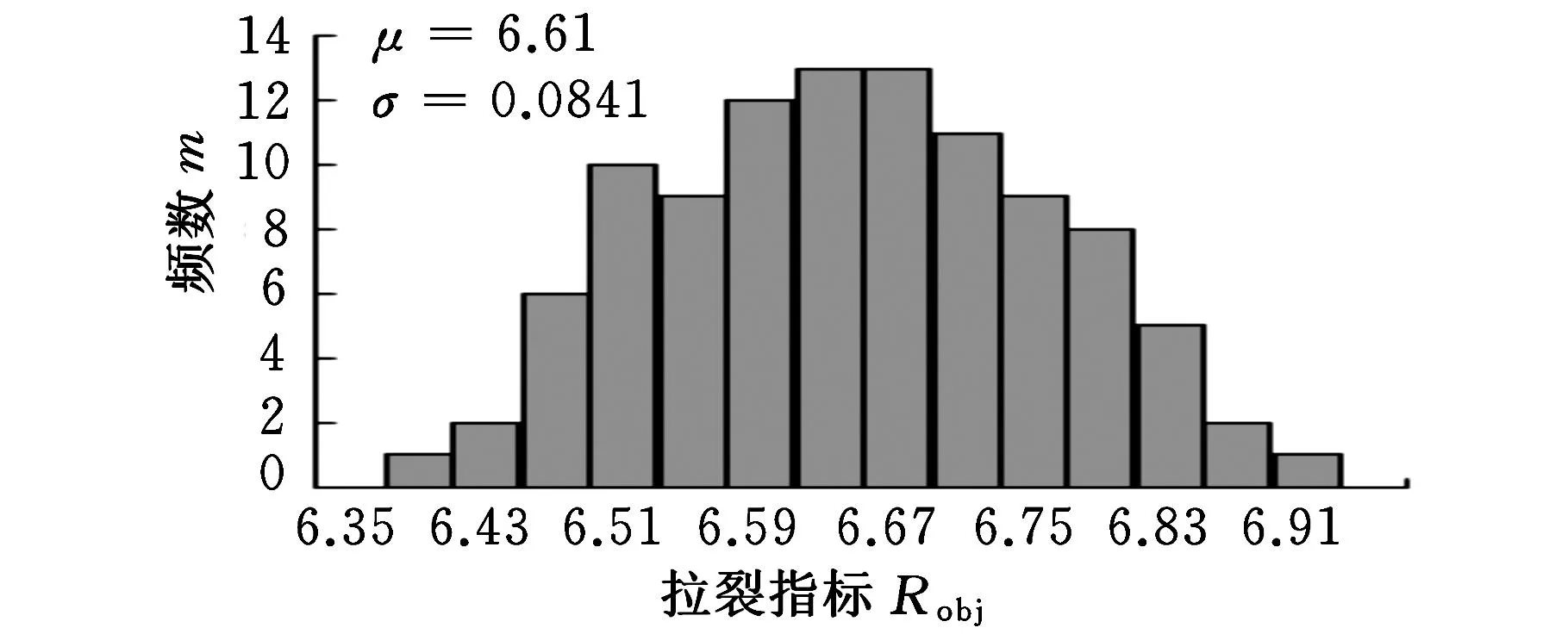
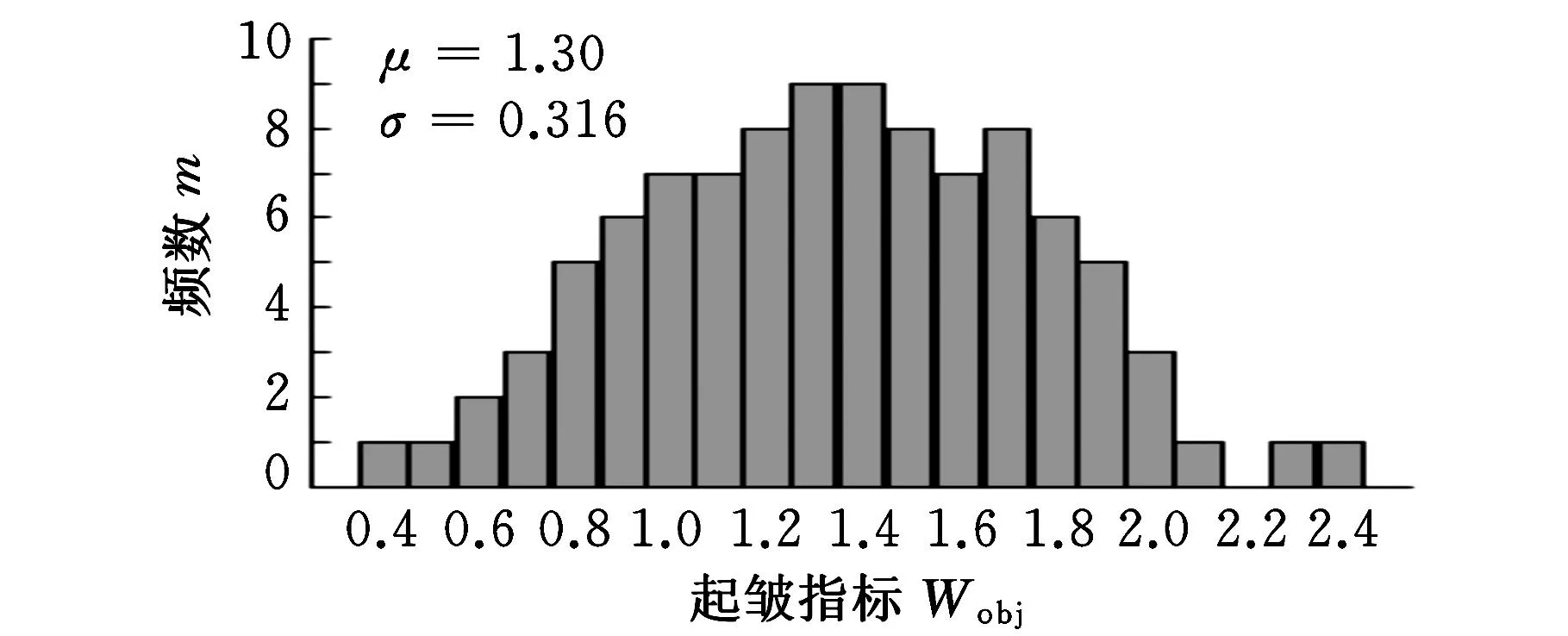
为了验证考虑两种不确定因素稳健优化的有效性,分别在两种稳健最优解附近生成100个蒙特卡罗样本点,通过有限元仿真计算拉裂指标、起皱指标的响应状态,从而评估稳健最优解的统计均值、方差,并绘出在该最优工艺条件下的直方图,见图7。并将直方图拟合成概率密度曲线,如图8所示。
(a)参数不确定下拉裂指标频数分布
(b)参数不确定下起皱指标频数分布
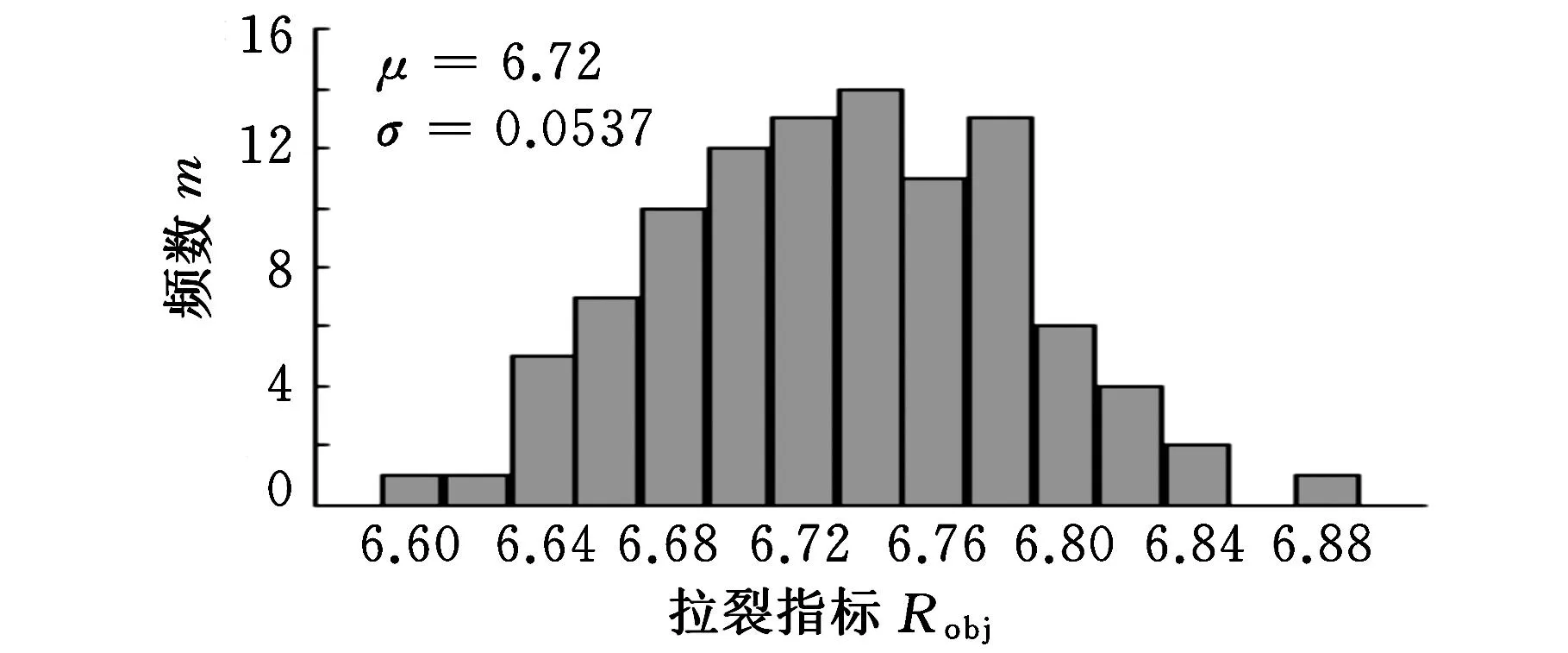
(c)两种不确定下拉裂指标频数分布
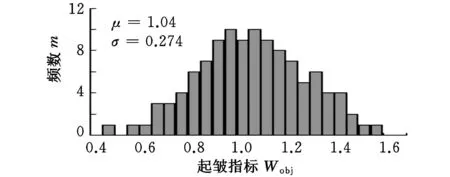
(d)两种不确定下起皱指标频数分布图7 两种优化方法下随机因素波动对防撞梁质量指标的影响
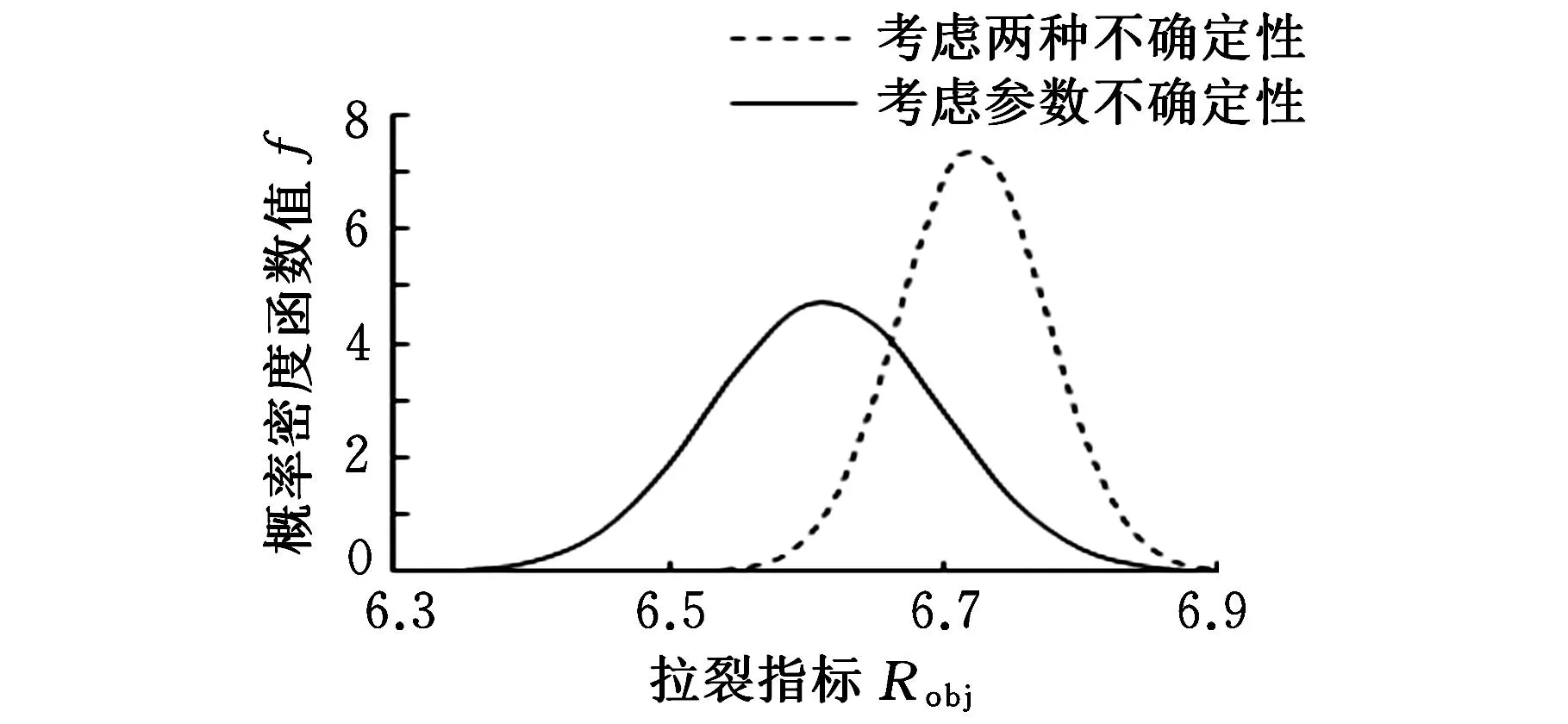
(a)拉裂指标的概率密度函数
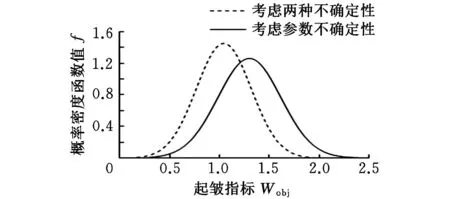
(b)起皱指标的概率密度函数图8 两种优化结果之间的比较
如图8a所示,与只考虑参数不确定性稳健性相比,综合考虑两种不确定因素的拉裂指标概率密度曲线明显变窄,标准差由0.0841减小至0.0537,明显减小了拉裂指标的波动;同时概率密度函数略向右偏移,均值由6.61增至6.72;零件发生拉裂失效的概率由8.51%减小至0.006%。如图8b所示,与只考虑参数不确定性稳健性相比,综合考虑两种不确定因素的起皱指标概率密度曲线明显变窄,标准差由0.316减至0.274,明显减小了起皱指标的波动;同时概率密度函数略向左偏移,均值由1.30减至1.04;零件发生起皱失效的概率由1.3%减小至0.033%。考虑模型不确定性因素后,约束失效的概率明显降低,有效地提高了优化解的可靠性。
5结论
(1)在同时考虑工艺参数不确定性和代理模型不确定性的基础上,建立了一种冲压成形稳健性优化方法。
(2)通过因素敏感性分析筛选出了相应的设计变量和噪声因素,基于Kriging模型和蒙特卡罗模拟技术构建了考虑两种不确定性下的稳健性优化模型,并采用遗传算法获得最优工艺解。
(3)与传统的仅考虑参数不确定性的稳健性优化方法相比,本文方法有效地降低了拉裂、起皱约束的失效概率,提高了防撞梁冲压工艺的可靠性。证实了稳健性优化设计中考虑代理模型不确定性的必要性,为其他稳健性设计提供了借鉴。
参考文献:
[1]HouB,WangWR,LiSH,etal.StochasticAnalysisandRobustOptimizationforaDeckLidInnerPanelStamping[J].MaterialandDesign, 2010, 31: 1191-1199.
[2]孙光永, 李光耀. 多目标稳健优化设计方法在车身设计制造中的应用研究[J]. 固体力学学报, 2011, 32(2): 187-196.
SunGuangyong,LiGuangyao.ApplicationResearchofMulti-objectiveRobustOptimizationforDesighandManufactuerinVehicleBody[J].ActaMechanicaSolidaSinica, 2011, 32(2): 187-196.
[3]张骥超, 刘罡, 林忠钦, 等. 侧围外板冲压工艺稳健性优化设计[J]. 上海交通大学学报, 2012, 46(7): 1005-1010.
ZhangJichao,LiuGang,LinZhongqin,etal.RobustOptimizationforanAutobodyOuterPanelStampingProcess[J].JournalofShanghaiJiaotongUniversity, 2012, 46(7): 1005-1010.
[4]AplleyDW,LiuJ,ChenW.UnderstandingtheEffectsofModelUncertaintyinRobustDesignwithComputerExperiments[J].ASMEJournalofMechanicalDesign, 2006, 128(4): 946-958.
[5]JinR,DuXP,ChenW.TheUseofMetamodelingTechniquesforOptimizationunderUncertainty[J].StructuralandMultidisciplinaryOptimization, 2003, 25(2): 99-116.
[6]章斯亮, 朱平, 陈卫.基于两种不确定的稳健设计方法及其在车身轻量化设计中的应用[J]. 上海交通大学学报, 2013, 47(5): 834-839.
ZhangSiliang,ZhuPing,ChenWei.RobustDesignMethodConsideringTwoSourcesofUncertaintiesandItsApplicationinAutobodyLightweightDesign[J].JournalofShanghaiJiaotongUniversity, 2013, 47(5): 834-839.
[7]谢延敏, 于沪平, 陈军, 等. 基于Kriging模型的可靠度计算[J]. 上海交通大学学报, 2007,41(2): 177-180.
XieYanmin,YuHuping,ChenJun,etal.TheReliabilityEstimationBasedonKrigingModel[J].JournalofShanghaiJiaotongUniversity, 2007, 41(2):177-180.
[8]汪雪晴, 杨旭静, 罗志敏, 等. 不等截面拉延筋结构优化设计[J]. 计算机仿真, 2012, 29(1): 327-330.
WangXueqing,YangXujing,LuoZhimin,etal.GeometryParametersOptimizationforNon-uniformSectionDrawbeads[J].ComputerSimulation, 2012, 29(1): 327-330.
[9]林忠钦, 李淑慧, 于忠奇, 等. 汽车板精益成形技术[M]. 北京: 机械工业出版社, 2009.
[10]孙光永, 李光耀. 基于6σ的稳健优化设计在薄板冲压成形中的应用[J]. 机械工程学报, 2008, 44(11): 248-254.
SunGuangyong,LiGuangyao.SheetMetalFormingBasedSixSigmaRobustOptimizationDesign[J].ChineseJournalofMechanicalEngineering, 2008, 44(11): 248-254.
[11]张海宁, 刘超.基于MATLAB工具箱目标定位稳健性分析[J]. 数字技术与应用, 2013(10): 86-87.
SunHaining,LiuChao.ARobustnessAnalysisonTargetLocalizationBasedonMATLABToolbox[J].DigitalTechnologyandApplication, 2013(10):86-87.
(编辑袁兴玲)
Robust Design Optimization for Stamping Based on Parametric and Metamodel Uncertainty
Li KaiYang XujingZheng Juan
State Key Laboratory of Advanced Design and Manufacture for Vehicle Body,
Hunan University,Changsha,410082
Abstract:In traditional metamodel-based stamping robust design, due to the errors between metamodel and real model, there were certain design errors in the optimization results. Combining experimental design with Kriging model and considering both parametric and metamodel uncertainty, a new robust design method was established herein. The agent models of design parameters and quality index were built, and the Monte Carlo simulation method was combined with genetic optimization algorithm to obtain the optimal process solutions. The results show that compared to the traditional design method, the proposed method can effectively reduce the probability of crack and wrinkle constraint failure, and improve the forming quality and process robustness.
Key words:sheet stamping; robust design; processing parameter; metamodel; uncertainty; Kriging model
收稿日期:2015-03-11
中图分类号:TH162DOI:10.3969/j.issn.1004-132X.2015.23.019
作者简介:黎凯,男,1990年生。湖南大学汽车车身先进设计制造国家重点实验室硕士研究生。主要研究方向为汽车车身制造工艺技术。 杨旭静,男,1969年生。湖南大学汽车车身先进设计制造国家重点实验室教授、博士。郑娟,女,1982年生。湖南大学汽车车身先进设计制造国家重点实验室博士。
