集聚纺细纱机VC型牵伸使用前区压力棒的效果
2015-12-19陈玉峰陆振挺
陈玉峰,陆振挺
(1.光山白鲨针布有限公司,河南 光山 465450;2.河南项城市纺织有限公司,河南 项城 466200)
环锭细纱机采用VC型牵伸,是INA-V型牵伸的发展;而后区压力棒曲线牵伸是细纱牵伸型式的进步。在牵伸后区加装压力棒后,可强化后区的摩擦力界,有利于提高后区牵伸能力,从而提高成纱质量。前区压力棒牵伸,是借用并条压力棒的原理,在细纱机主牵伸区采取附加摩擦力界的工艺措施,缩小了浮游区长度,加强牵伸区浮游纤维控制,二者综合对改善成纱条干均匀度有明显效果。
1 VC型牵伸机理及对成纱质量的影响
1.1 VC型牵伸的特点
VC型牵伸结构见图1,其中压力棒直径为6 mm,压力棒中心与后罗拉中心距为24mm,与第二罗拉的垂直距离为18mm。
控制辊式VC型曲线牵伸是在V型曲线牵伸罗拉配置基础上,在后区增加一根直径为6mm~10mm的控制辊,使后区中部成为控制辊式曲线牵伸。控制辊下压纱条产生接触包围弧,在后区中部形成较强的附加摩擦力场,并增加了摩擦力场的纵向长度,从而有利于对牵伸纱条纤维的控制,使变速点向中钳口前移、集中和稳定,使得后区牵伸力比V型曲线牵伸有所提高。

图1 VC型牵伸
前区是控制浮游纤维的重点区域,增加前区压力棒后,可缩小浮游区长度,使牵伸区浮游纤维的控制被加强进而提高了产品质量[1]。使用前区压力棒的情形如图2所示。
1.2 VC型牵伸使用压力棒的影响
在VC型牵伸后区加装压力棒,须条在压力棒表面形成的包围弧将阻止纱条翻滚及捻回向中钳口移动,从而减少捻回重分布及捻回损失[2]。还可使后牵伸区须条较多的剩余捻度输送至前牵伸区,增强了须条的紧密度及中部的摩擦力界强度,使纤维变速点向前钳口集中,有利于改善成纱条干质量。
VC型牵伸前区加装压力棒,是在长度为13 mm~14mm的纤维浮游区附加摩擦力界,进一步缩短了浮游区长度,使牵伸区内的慢速纤维和浮游纤维在未开始变速前始终受到较强的摩擦力界控制、减少提前变速,利于更多弯钩纤维伸直,达到降低条干CV值的目的。
2 VC型牵伸工艺使用前区压力棒的效果
2.1 细纱机VC型牵伸工艺配置
JWF1562型集体落纱环锭细纱机(长车)采用V型牵伸,加装前、后压力棒,后区牵伸倍数优选为1.36;钢丝圈更换周期控制在10d以内;前罗拉速度为175r/min。主要工艺参数见表1。
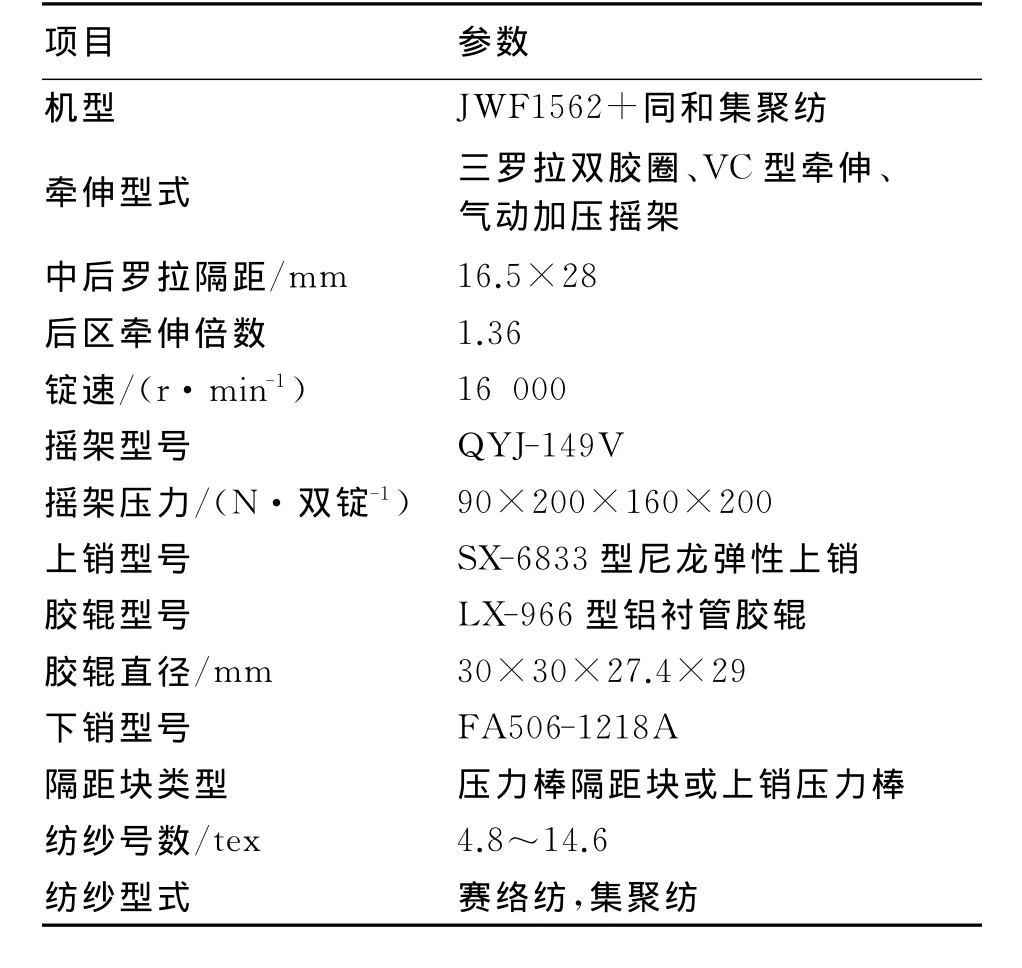
表1 JWF1562型细纱机的主要工艺参数
2.2 集聚纺细纱机VC型牵伸使用前区压力棒的效果
集聚纺细纱机VC型牵伸使用前区压力棒,利用并条压力棒的原理,在细纱机主牵伸区采取附加摩擦力界的工艺措施,缩小了浮游区长度,加强了对牵伸区浮游纤维的控制,减缓捻回重分布和纤维局部破裂的问题,对改善成纱条干均匀度、降低常发性纱疵有明显的效果。加装压力棒是提高纱线质量最有效的措施,但是其牵伸力和控制力的失衡会造成牵伸不开的问题,所以必须加强管理,才能使前区压力棒发挥最大的作用,具体应用效果见表2、表3。

表2 使用压力棒时纺长绒棉的效果对比
表2、表3数据表明:采用较小的前罗拉隔距,可减小浮游区长度,使纤维移距偏差减小,从而改善成纱条干;但罗拉隔距过小,个别纱锭出硬头问题严重,锭间差异大;因此,采用适度的前区隔距,大后区罗拉隔距有利于稳定成纱质量。

表3 前区压力棒工艺配合使用效果对比一
胶辊受压变形后与罗拉形成牵伸或握持钳口,钳口宽度随胶辊直径、压缩变形量的增大而增大,随后区牵伸倍数的增大而减小[3];当牵伸倍数大时,钳口截面控制的纤维量亦少。VC型牵伸细纱的牵伸几何尺寸发生变化时,须条在罗拉和胶辊的正负包围弧上纵向运动,控制要求稳定;因此,对胶辊的硬度有一定的要求:胶辊直径和后区牵伸倍数都小时,胶辊握持力弱,成纱条干差;胶辊直径和后区牵伸倍数都大时,胶辊握持力强,对中区控制有一定的影响;前、后档差异应控制在合理的范围内,才能获得较为稳定的质量。隔距钳口偏小掌握,牵伸控制过紧,纤维变速较为集中,对成纱强力有利[4]。
小后区牵伸倍数配合罗拉小隔距,可实现集中牵伸,使牵伸效率明显提高;但由于后区的纤维整理空间有限,造成细节增多,同时容易出现质量波动的问题[5],尤其纺针织用纱时,更易出现质量问题。在具体的工艺设计中,针对不同的纱线品种,往往需变动罗拉隔距,使工作量增加,若使用粗纱配合大的捻系数,则可以适应多品种纱线。
综上所述,使用小钳口、大后区隔距、小后区牵伸倍数、大胶辊直径、重加压、中负压、合理粗纱捻系数配置,可明显提高成纱质量[6]。
2.3 集聚赛络纺细纱VC型牵伸使用前区压力棒的效果
集聚赛络纺纱是一种平行喂入双根粗纱、输出后并合几种新型纺纱技术的综合纺纱形式,其成纱风格是单纱股线的效果。集聚赛络纺改善成纱质量的原理是由其纺纱特性决定的,经过集聚区后两根单纱不再有纺纱三角区,从而不会出现纤维从纱线中分离出来或被嵌入到另一根纱中的现象。因此,纤维须条整齐顺直,纱线毛羽少、强力高,条干质量得到改善。
集聚赛络纺纱的主要工艺:粗纱大捻系数,定量偏轻控制;细纱以“一重、两大、二小、一无、一勤、二适中”为原则,“一重”为重加压,“两大”指大后区隔距、大胶辊直径,“二小”为小后区牵伸倍数、小钳口隔距;“一无”是无导纱动程,“一勤”指揩车要勤,“二适中”为钢领、钢丝圈配套适中、喇叭口中心距适中。加装前区压力棒同样起到了缩小浮游区、控制纤维变速的效果,对提高成纱质量有明显效果。平行喂入两根粗纱时,选用两眼间距为10mm的喇叭口,无横动装置动程,从而避免粗纱移动到胶辊边缘;因粗纱定量较轻,为减少粗纱的意外牵伸,应更新全部吊锭。前区压力棒工艺配合使用效果见表4。

表4 前区压力棒工艺配合使用效果对比二
实践表明:纺制11.7tex的纱线就等于用细绒棉纺制5.83tex的单纱。在纺纱过程中,随着截面内纤维的减少,由于没有长绒棉将给纺纱过程增加一定的难度;同时还需要克服高倍牵伸带来的负面影响,因此在细绒棉纺纱的空间面临极限。加装前区压力棒后,可加强纤维在横向运动方面的控制,使成纱质量明显提高[7-9]。
3 结语
3.1 VC型牵伸是INA-V型牵伸的发展,其采用后区压力棒后使下压纱条产生接触包围弧,在后区中部形成较强的附加摩擦力场,从而增加了中后区摩擦力场的纵向长度,有利于对牵伸纱条和纤维的控制,使变速点向中钳口前移、集中和稳定,后区牵伸力比V型曲线牵伸有所增大。其采用前区压力棒,是借用并条压力棒的原理,在细纱主牵伸区采取附加摩擦力界的工艺措施,缩小了浮游区长度,加强了牵伸区浮游纤维的控制,对改善成纱条干均匀度有明显效果。
3.2 采用大直径、低硬度、高弹性、小档差胶辊,配合统一工艺压力;适度前区控制,结合过紧前区控制;合理张力架尺寸,大后区隔距、大粗纱捻系数,配合适度后牵伸倍数;稳定平衡牵伸力和握持力,能够保证VC型牵伸装置使用前区压力棒质量稳定。
[1]史志陶.棉纺工程[M].北京:中国纺织出版社,2004.
[2]刘荣清.关于棉纺“高效工艺”的定位和评议[C]//棉纺重定量高效工艺纺纱新技术研讨会论文集,2006.
[3]苏馨逸.当代环锭细纱机及细纱牵伸改造[J].纺织工艺设备,2002(5):9.
[4]唐文辉.棉纺细纱大牵伸、重定量工艺机理分析[J].纺织器材,2008,35(5):54-60.
[5]倪士敏.前纺重定量细纱大牵伸工艺机理与专件器材的应用:一[J].纺织器材,2008,35(2):42-45.
[6]倪士敏.前纺重定量细纱大牵伸工艺机理与专件器材的应用:二[J].纺织器材,2008,35(3):48-50.
[7]倪士敏.纺纱胶辊、胶圈牵伸原理与应用技术[J].纺织器材,2007,34(3):52-57.
[8]徐少范.棉纺质量控制[M].北京:中国纺织出版社,2004.
[9]陈玉峰,陆振挺,李新英.细纱压力棒隔距块出现牵伸不开的控制措施[J].棉纺织技术,2008,8(36):49-52.
