TPA/TiO2-SiO2的制备及在潲水油预酯化工艺中的应用
2015-12-18杜雪丽申万岭闫晓松谷克仁
杜雪丽 申万岭 马 磊 闫晓松 谷克仁
(河南工业大学化学化工学院,郑州 450001)
TPA/TiO2-SiO2的制备及在潲水油预酯化工艺中的应用
杜雪丽 申万岭 马 磊 闫晓松 谷克仁
(河南工业大学化学化工学院,郑州 450001)
采用水解和浸渍的方法制备高活性的磷钨酸(TPA)负载型催化剂TPA/TiO2-SiO2,用于高酸值潲水油中的预酯化研究。通过热重、N2吸附-脱附及XRD衍射分析等表征可知,TPA/TiO2-SiO2的热稳定性好、比表面积大。以潲水油的酸值变化率为指标,考察催化剂用量、反应时间和醇油比等因素对脂肪酸转化率的影响;结合正交试验,确定最佳工艺条件:TPA负载量为40%,载体焙烧温度为600℃,催化剂用量为5%,反应时间为5 h,醇油质量比为0.8∶1。在此条件下,FFAs的转化率可以达到98.3%。由重复性试验可知,TPA/TiO2-SiO2的可重复使用2次。
TPA/TiO2-SiO2潲水油 预酯化
近年来,随着世界人口的增加及工农业的快速发展,能源的消耗随之增加[1]。石化能源属于不可再生能源,能源的消耗不仅造成了能源危机,还带来了环境污染[2]。所以,世界各国的研究者都致力于研究一些可再生能源,用于满足日益增加的能源需求。生物柴油具有可再生、生物可降解、残炭量小及无污染气体排放等优点,是一种有较好发展前景的能源。
生物柴油的原料有动植物油脂、废弃餐饮油及藻类油脂[3-4]。我国每年的食用油消耗量大约为2 700万t,其中部分会转化为废弃油脂[5]。所以,潲水油的回收利用不仅可以减小环境污染,还可以实现资源的重复利用。潲水油中含有大量的游离脂肪酸,不能用碱性催化剂对其直接催化。目前,常见的高酸价油制备生物柴油的工艺主要2种,一是酸催化一步法工艺,该工艺耗时长,产物收率低;二是酸、碱催化两步法工艺,该工艺耗时短,产物收率高。本研究以潲水油为原料,采用固体酸碱两步法制备生物柴油。
杂多酸是一种由金属原子与氧原子桥接而成的一种金属-氧簇合物[6]。磷钨酸(TPA)是一种酸性较强的杂多酸,其酸强度远远大于H2SO4及HNO3等普通无机酸。直接将TPA用于酯化反应的成本较高。TiO2-SiO2复合物具有较大的比表面积[7],且内部具有孔结构,可以达到高度分散TPA的作用。所以,本研究以 TiO2-SiO2为载体,制备 TPA/TiO2-SiO2。
1 材料与方法
1.1 材料与试剂
潲水油:郑州侨联生物科技有限公司;钛酸丁酯(AR)、正硅酸乙酯(AR):天津科密欧化学试剂有限公司;磷钨酸(AR):国药集团化学试剂有限公司;甲醇(AR):洛阳市化学试剂厂。
1.2 仪器与设备
V-Sorb-4800P比表面及孔径分析仪:北京金埃谱科技有限公司;DuPont 2000热分析仪:德国NETZSCH公司;D8 Advance X射线粉末多晶衍射:德国Bruker公司。
1.3 催化剂的制备
TiO2-SiO2的制备过程如下[8]:称取 8 g无水柠檬酸,溶于15 mL去离子水中,然后加入15 mL钛酸丁酯,搅拌3 h后得到一种透明的液体;向透明液中缓慢滴加氨水,将其pH调至5.0左右,加入50 mL硅酸乙酯;缓慢滴加硝酸,调节溶液pH为2.0,静置5 h后,在50℃水浴锅中继续陈化5 h,高温焙烧得到TiO2-SiO2复合物。
TPA/TiO2-SiO2的制备过程如下:按一定的质量比称取TiO2-SiO2和TPA;用TPA溶液浸渍TiO2-SiO2,在室温条件下搅拌浸渍24 h;用旋转蒸发仪除去多余的水分,然后在60℃下干燥24 h,研磨,在 250℃下焙烧 3 h,得到 TPA/TiO2-SiO2。
1.4 催化剂的表征
1.4.1 热重-差热分析(TG-DTG)
采用 DuPont 2000热分析仪考察 TPA/TiO2-SiO2的热稳定性。在空气环境中进行,升温速率为10℃/min,升温范围为25~800℃。
1.4.2 N2吸附-脱附
采用金埃谱V-Sorb 4800P型分析仪测定TPA/TiO2-SiO2的孔径分布和比表面积等信息。
1.4.3 X射线衍射分析(XRD)
通过X射线衍射分析,可以得到催化剂的晶型结构,尺寸形态等信息。用D/MAX-3B型X射线衍射仪对TiO2-SiO2和TPA/TiO2-SiO2进行分析,仪器条件为:Cu靶,扫描速率为6(°)/min,扫描步宽为 0.02°。
1.5 潲水油理化性质的检测和脂肪酸组成
潲水油酸值测定:GB/T 5530—2005;皂化值测定:GB/T 5534—2008;过氧化值测定:GB/T 5538—2005;碘值测定:GB/T 5532—2008;磷脂含量测定(钼蓝比色法):GB/T 5537—2008。
按照GB/T17377—2008,对潲水油中的脂肪酸进行分析。根据各脂肪酸标准品的保留时间对潲水油中各个脂肪酸组成进行定性分析,通过面积归一法计算各脂肪酸的相对含量。气相条件为:检测器、进样口和柱温依次为300、260和190℃。N2、H2和空气的流速依次为1.2、40和400 mL/min,进样量:0.5μL。
1.6 潲水油的预酯化及转化率的计算
称取20 g潲水油于三口瓶中,加入一定质量比的甲醇和催化剂,调至反应温度,在不断搅拌的条件下回流反应。反应终止后,分别用旋转蒸发和分离的方法回收甲醇和催化剂。以潲水油的酸值为指标,根据下式计算潲水油预酯化过程中FFAs的转化率。
脂肪酸转化率 =(Av0-Av1)/Av0×100%
式中:Av0表示潲水油的初始酸值:Av1表示反应之后潲水油的酸值。
1.7 催化剂的回收利用
将回收的催化剂用正己烷溶剂洗涤,除去催化剂表面的油脂分子;然后于250℃下重新活化,得到回收的催化剂,将其继续用于潲水油的预酯化反应中。
2 结果与分析
2.1 催化剂的表征
2.1.1 热重-差热分析(TG-DTG)
本研究考察了TPA和TiO2-SiO2的热稳定性,其TG-DTG曲线分别见图1和图2。DTG峰值的大小和该样品的失重密切相关,峰型越显著,样品失重越多。
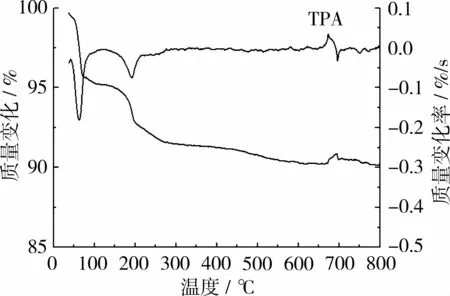
图1 TPA的TG-DTG曲线
TPA/TiO2-SiO2的活性和TPA的活化温度密切相关。从图1可以看出,TPA主要有2个失重峰。在25~100℃温度范围内,有1个显著失重峰,失去4%的质量,主要是由TPA表面的物理吸附水失重引起的。第2个失重峰出现在200~300℃之间,这主要是TPA的结晶水流失造成。从TG曲线可知,在300℃之后,TPA一直失重,这表明TPA的Keggin晶型结构受到破坏。所以,TPA/TiO2-SiO2的活化温度不应超过300℃。

图2 TiO2-SiO2的TG-DTG曲线
从图2可以看出,TiO2-SiO2的失重主要集中在25~150℃之间,由表面的物理吸附水及少量小分子有机物的受热挥发和燃烧等引起,失重率约为14%;当温度大于150℃时,TiO2-SiO2的质量基本保持不变,说明有机基团在空气氛围内已完全燃烧。
2.1.2 N2吸附-脱附
表1总结了磷钨酸负载型催化剂的BET和BJH表征结果。由表1可知,TPA的比表面积为7 m2/g,TiO2-SiO2的比表面积为449 m2/g,说明 TiO2-SiO2可以达到高度分散TPA的作用。TiO2-SiO2经过TPA负载之后,其比表面积减小到193 m2/g,孔体积由原来的0.31 cm3/g减小到 0.14 cm3/g,说明 TPA在一定程度上堵塞了TiO2-SiO2的孔结构。
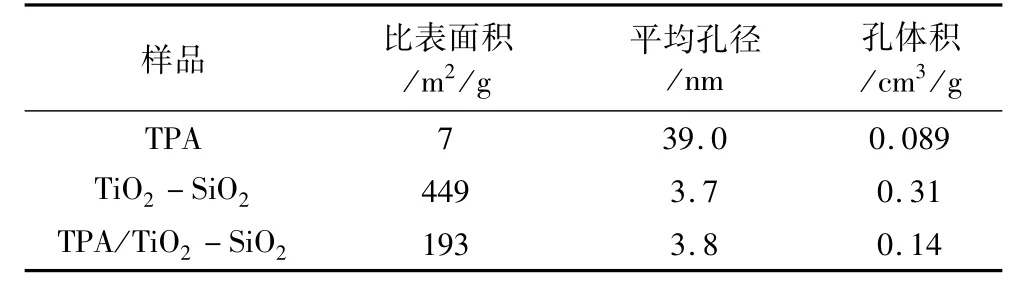
表1 TPA和TPA/TiO2-SiO2的BET及BJH表征结果
图3为 TiO2-SiO2和 TPA/TiO2-SiO2的等温吸附-脱附曲线。从图3可以看出,TiO2-SiO2和TPA/TiO2-SiO2的等温吸附-脱附曲线均符合吸附等温线中的Langmuir等温吸附模型。当相对压力在0~0.1之间时,样品的吸附量迅速增加,样品与N2有较强的作用力,说明样品中含有微孔结构[9];当相对压力在0.4~0.6之间时,TiO2-SiO2的吸附-脱附曲线上有一个H2滞后环,说明此范围内的孔结构为介孔结构。
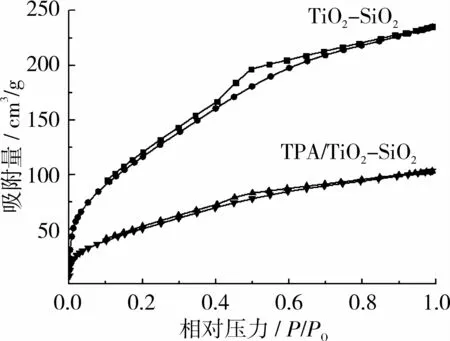
图3 TiO2-SiO2和TPA/TiO2-SiO2的N2吸附-脱附曲线
2.1.3 X射线衍射分析(XRD)
图4为TiO2-SiO2在不同温度下焙烧后的XRD谱图。由图4可以看出,随着温度的升高,TiO2-SiO2的XRD谱图基本一致;其不同之处如下,在20°~30°之间有1个宽衍射峰,随着温度的升高,其衍射峰向左移动,当焙烧温度为800℃时,衍射峰较为尖锐;TiO2-SiO2没有特定的晶型结构。在TiO2-SiO2的XRD谱图中没有出现TiO2的特征衍射峰,表明没有形成独立的TiO2相。负载TPA后,其衍射峰移到30°~40°之间,表明,TPA和 TiO2-SiO2发生了一定的相互作用。TiO2-SiO2及 TPA/TiO2-SiO2的XRD谱图和文献[8]一致。
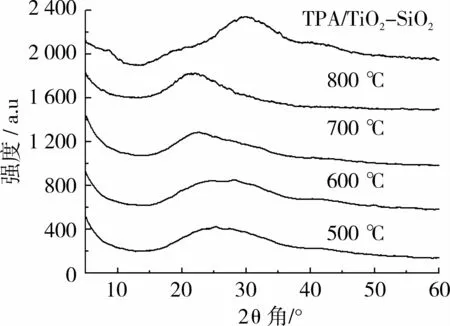
图4 不同焙烧温度的TiO2-SiO2和焙烧的TPA/TiO2-SiO2的XRD谱图
2.2 潲水油的理化性质
2.2.1 潲水油的理化指标检测
潲水油含有大量的游离脂肪酸,水分含量较大,同时含有大量的杂质,所以必须对潲水油进行预处理。对预处理之后的潲水油进行理化指标检测结果为酸值 63.7 mgKOH/g,皂化值 193.7 mgKOH/g,过氧化值 132.4 mmol/kg,磷脂含量 1.61 mg/g。
2.2.2 潲水油的脂肪酸组成
用气相色谱法对潲水油的全样脂肪酸组成进行分析,根据脂肪酸的保留时间与标准品的比较,对潲水油中的脂肪酸进行定性分析;然后采用面积归一法分析潲水油中各脂肪酸的含量,结果见表2。

表2 潲水油脂肪酸的组成及含量
2.3 反应条件的影响
2.3.1 催化剂用量的影响
在醇油质量比(甲醇与潲水油的质量比,下同)为1∶1,反应温度为65℃,反应时间为4 h,TPA负载量为40%,载体焙烧温度为600℃的条件下,考察催化剂用量对FFAs转化率的影响,结果见图5。
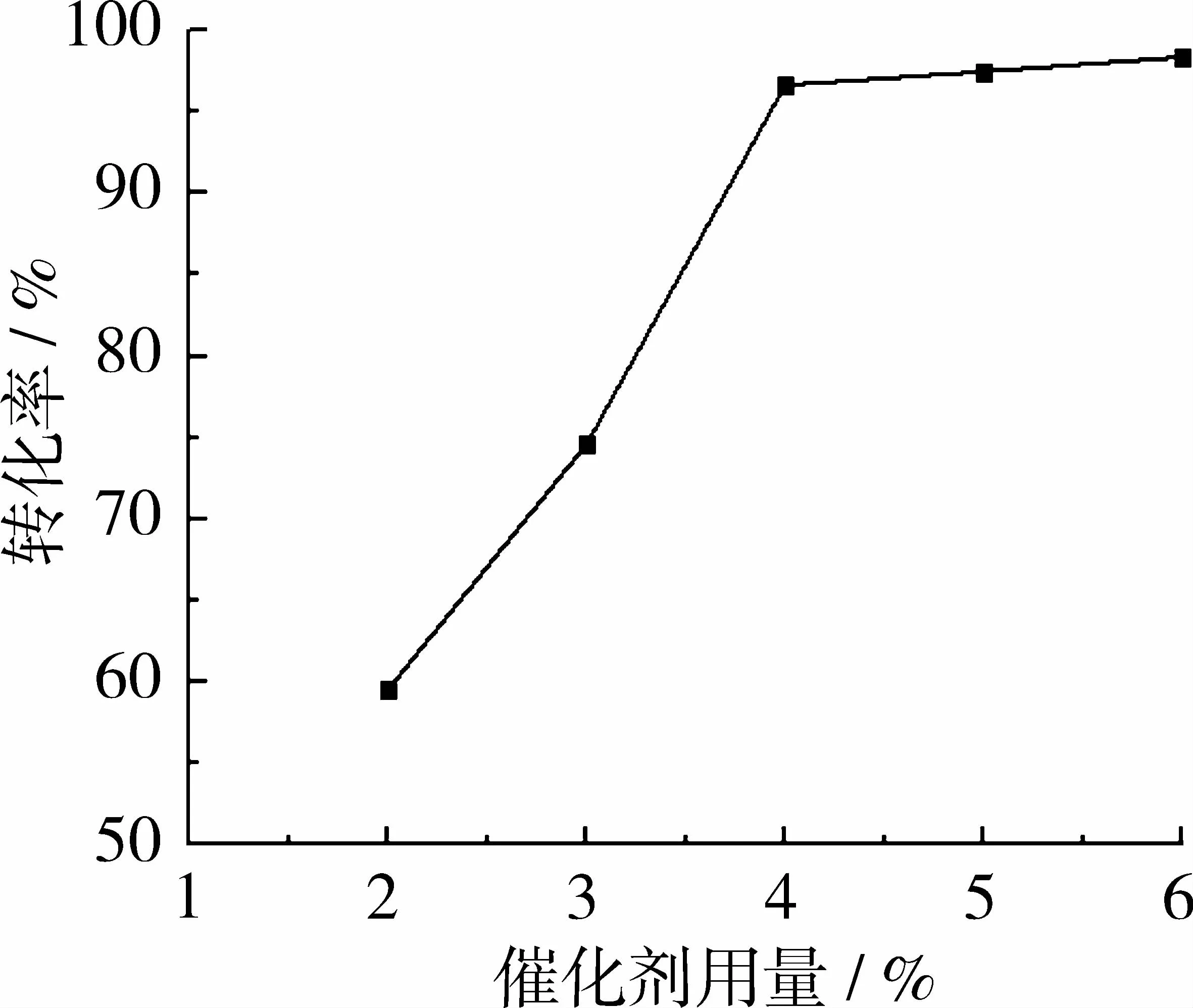
图5 催化剂用量对FFAs转化率的影响
从图5可以看出,TPA/TiO2-SiO2用量在2%~4%范围内,FFAs的转化率由59%增加到96%,催化剂用量在5%~9%之间,转化率缓慢增加到98%,然后保持不变。TPA是一种超强酸催化剂,在整个反应体系中起催化作用。将TPA负载到TiO2-SiO2上,能够增加TPA与反应体系的接触面积。随着催化剂用量的增加,TPA的酸位逐渐增加,从而加快反应。综合考虑,TPA/TiO2-SiO2的最佳用量为4%。
2.3.2 反应时间的影响
在醇油质量比为1∶1,反应温度为65℃,TPA负载量为40%,TPA/TiO2-SiO2的用量为4%,载体焙烧温度为600℃等条件下,考察反应时间对FFAs转化率的影响,结果见图6。

图6 反应时间对FFAs转化率的影响
由图6可以看出,随着时间的延长,在 TPA/TiO2-SiO2催化作用下,FFAs的转化率在1~4 h之间由58%增加到97%,然后保持不变。试验结果表明,反应一段时间之后,体系达到反应平衡,FFAs的转化率不会随着时间的增加有明显增加。综合考虑,反应时间选4 h。
2.3 .3 醇油质量比的影响
在反应温度为65℃,TPA负载量为40%,载体焙烧温度为600℃,TPA/TiO2-SiO2催化剂用量为4%,反应时间为4 h等条件下,考察醇油质量比对FFAs转化率的影响,结果见图7。

图7 醇油质量比对FFAs转化率的影响
由图7可以看出,随着甲醇用量的增加,FFAs的转化率基本上呈增加的趋势。在TPA/TiO2-SiO2催化下,FFAs的转化率由75%增加到98%。出现这种现象的主要原因是,在酯化反应中,加入过量的甲醇能够促进反应向右移动,从而提高FFAs的转化率和脂肪酸甲酯的收率。在醇油质量比为1∶1时可达到最大值,故醇油质量比选择1∶1。
2.4 潲水油预酯化工艺条件的优化
2.4.1 正交试验
由以上结果可知,催化剂用量、反应时间及醇油质量比是影响脂肪酸转化率的主要因素。为进一步考察潲水油预酯化工艺的最佳条件,设计了三因素三水平的正交设计试验。试验方案见表3,试验结果见表4,直观分析见表5,方差分析见表6。
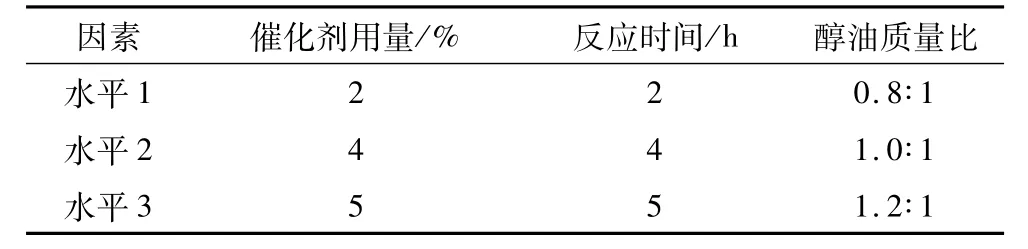
表3 试验因素与水平
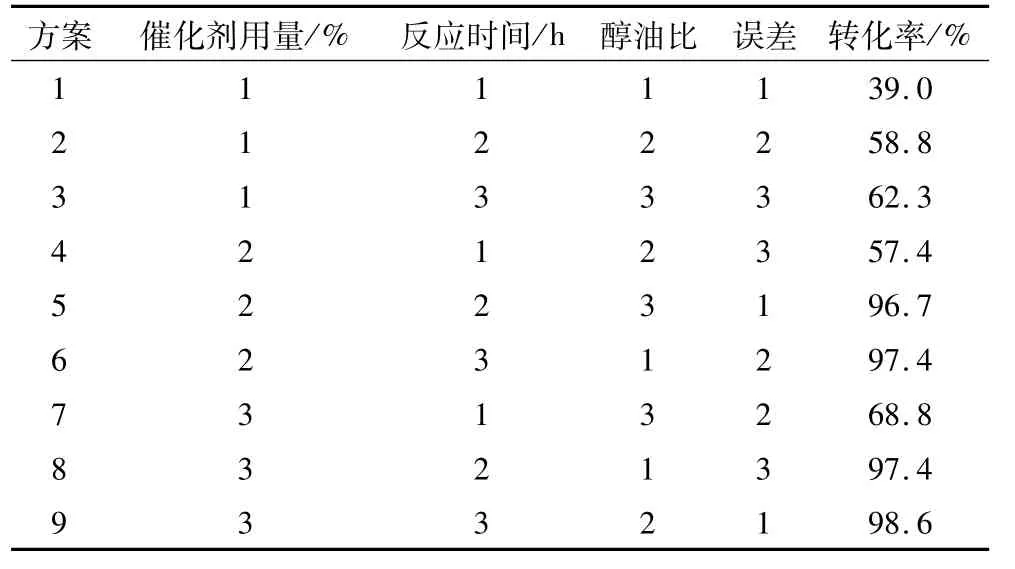
表4 潲水油预酯化工艺的优化试验结果
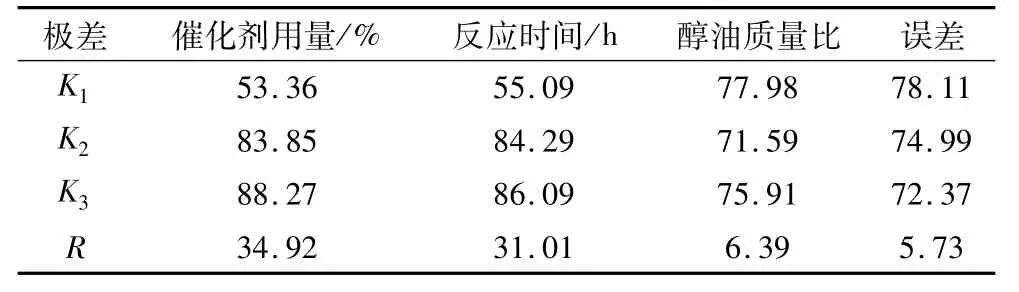
表5 潲水油预酯化工艺的优化直观分析表
极差值R越大,说明该因素对FFAs转化率的影响就越大。由表5可知,催化剂用量是影响FFAs转化率的主要因素,其次为反应时间,最后为醇油质量比。通过3种因素的均值大小,可以得到潲水油预酯化工艺的最佳条件为:催化剂用量为5%,反应时间为5 h,醇油质量比为0.8∶1。
以表4中的空白列作为误差来源,对试验结果进行方差分析。从表6可以看出,催化剂用量、反应时间和醇油质量比的F比依次减小;其中催化剂用量和反应时间是显著因素,方差分析结果和直观分析结果保持一致。

表6 潲水油预酯化工艺的优化方差分析表
2.4.2 验证试验
为了进一步验证结果的准确性,对潲水油预酯化工艺的最佳反应条件进行验证试验。反应条件为:TPA负载量为40%,载体焙烧温度为600℃,催化剂用量为5%,反应时间为5 h,醇油质量比为0.8∶1,其平行试验脂肪酸转化率分别为98.3%、98.2%、98.3%,平均值为98.3%。
由以上可知,3次试验的结果一致,且具有较大的脂肪酸转化率,说明该优化条件可行。
2.5 潲水油预酯化工艺条件的优化
在TPA负载量为40%,载体焙烧温度为600℃,催化剂用量为5%,反应时间为5 h,醇油质量比为0.8∶1等条件下进行重复利用试验,试验结果见图8。由图8可以看出,随着催化剂使用次数的增加,脂肪酸的转化率逐渐减小。催化剂第1次使用时,脂肪酸的转化率为98.3%,催化剂使用第3次时,脂肪酸的转化率为78.5%,脂肪酸的转化率降低了约20%。这主要是因为,TPA/TiO2-SiO2是一种负载型催化剂,酯化反应中含有大量的甲醇,磷钨酸在甲醇体系中会有流失,导致催化剂的活性降低。

图8 催化剂的重复利用
3 结论
用柠檬酸路线法制备TiO2-SiO2载体,然后以TPA为活性组分,制备了TPA/TiO2-SiO2负载型催化剂。通过TG-DTG测试可知,TPA的活化温度小于300℃;由N2吸附-脱附试验可知,TiO2-SiO2具有微孔结构和介孔结构,TiO2-SiO2经过TPA负载后,比表面积由 449 m2/g减小到193 m2/g,说明 TPA对TiO2-SiO2的孔道造成了一定程度的堵塞。
试验考察了TPA/TiO2-SiO2用量、反应时间和醇油质量比等条件对FFAs转化率的影响。通过正交试验对潲水油预酯化工艺参数进行优化,通过优化得到最佳反应条件:催化剂用量为5%,反应时间为5 h,醇油质量比为0.8∶1,在此条件下,FFAs的转化率可以达到98.3%。
试验考察了催化剂的重复利用性,结果表明,TPA/TiO2-SiO2可重复使用2次。
[1]Muhammad T,Saqib A,Nasir K.Activity of homogeneous and heterogeneous catalysts,spectroscopic and chromatographic characterization of biodiesel[J].Renewable and Sustainable Energy Reviews,2012,16(8):6303-6316
[2]Talebian-Kiakalaieh A,Amin N A S,Mazaheri H.A review on novel processes of biodiesel production from waste cooking oil[J].Applied Energy,2013,104:83-710
[3]Atabani A E,SilitongaA S,Badruddin IA,etal.A comprehensive review on biodiesel as an alternative energy resource and its characteristics[J].Renewable and Sustainable Energy Reviews,2012,16(4):2070-2093
[4]Silitonga A S,Atabani A E,Mahlia TM I,et al.A review on prospect of Jatropha curcas for biodiesel in Indonesia[J].Renewable and Sustainable Energy Reviews,2011,15(8):3733-3756
[5]Patil PD,Gude V G,Reddy H K,et al.Biodiesel produc-tion from waste cooking oil using sulfuric acid and microwave irradiation processes[J].Journal of Environmental Protection,2012,3(1):14610-14628
[6]王德胜,闫亮,王晓来.杂多酸催化剂研究进展[J].分子催化,2012,26(4):366-375
[7]Cozzolino M,Tesser R,Di Serio M,et al.Preparation,characterization and catalytic performances of highly dispersed supported TiO2/SiO2catalysis in biodiesel production[J].Studies in Surface Science and Catalysis,2006,162:299-306
[8]祖艳红.固体酸碱催化剂及在酯交换法制备生物柴油反应中的应用[D].长春:吉林大学,2011
[9]Brinker C J,Scherer GW,Roth E P.Sol-gel glass:II.Physical and structural evolution during constant heating rate experiments[J].Journal of Non-crystalline Solids,1985,72(2):345-368.
Pre-esterification of Free Fatty Acids in Waste Cooking Oil Using TPA/TiO2-SiO2
Du Xueli Shen Wanling Ma Lei Yan Xiaosong Gu Keren
(School of Chemistry and Chemical Engineering,Henan University of Technology,Zhengzhou 450001)
TPA/TiO2-SiO2as a kind of phosphotungstic acid supported catalysts has been prepared by hydrolysis and impregnation for research in the paper with being characterized by TG,N2adsorption-desorption and XRD.The results showed that the catalysthad large surface area and high thermal stability;the effectof reaction conditions such as catalystamount,reaction time,methanol ratio aswell aswasting cooking oilwithin FFA conversion also were investigated.The orthogonal test was discussed to carry out the optimum conditions as follows:the load of TPA 40%,calcination temperature of TiO2-SiO2at600℃,catalyst dosage 5%,reaction time 5 h,and mass ratio 0.8∶1.FFA conversion was 98.3%in the optimal process conditions.The repeatability tests showed that the TPA/TiO2-SiO2could be repeated twice.
TPA/TiO2-SiO2,waste cooking oil,pre-esterification
TQ645.8
A
1003-0174(2015)11-0070-06
国家科技支撑计划(2013BAB11B02),河南工业大学科研项目(10X2P009),河南工业大学研究生创新基金(2012YJCX042)
2014-05-13
杜雪丽,女,1988年出生,硕士,油脂化工
谷克仁,男,1957年出生,教授,天然产物
