溶液结晶中晶体形态与结构调控
2015-12-16张相洋周兴贵袁渭康
张相洋,钱 刚,周兴贵,袁渭康
华东理工大学化学工程联合国家重点实验室,上海 200237
溶液结晶中晶体形态与结构调控
张相洋,钱 刚,周兴贵,袁渭康
华东理工大学化学工程联合国家重点实验室,上海 200237
综述了化学因素(溶剂和添加剂等)和工程因素(过饱和度,晶种和搅拌等)对溶液结晶中晶体形态与结构的影响,分析了这些因素会影响溶质分子在溶液主体中的聚集形式及其在晶体界面的扩散和吸附过程,进而影响晶体的成核和生长机理及速率,并由此改变最终产品的形貌和结构。调控结晶工艺参数和优化操作条件可得到目标结晶产物。
产品工程 晶体工程 晶体粒径分布 晶习 晶型
化学工程是以化工生产为最终目的,研究化学、物理与生物转化过程的基本规律和实现化学、物理与生物转化的技术原理,并应用这些基本规律和技术原理解决生产过程及装置的开发、设计、操作及优化问题的工程技术学科,至今已有百余年历史。近年来,随着全球工业化进程的加深,市场对医药、生物和材料等生产规模小、附加值高,生命周期短和对市场反应敏捷的专用化学品需求量不断增加[1]。在这一背景下,以Wei为代表的一批西方化工界著名学者提出了化学产品工程的概念[2],并认为这是化学工程学科发展的第三里程。但迄今为止,对产品工程内涵的认识主要停留在产品设计这一步,即:根据产品的功能需求,利用现有的物理与化学知识去创新产品设计。这很容易使人们认为产品工程就是产品开发,人们也看不出产品工程,如作为一个新的学科方向,需要研究的共性科学问题是什么。产品工程包括产品功能定位、产品组成与结构创新和产品结构调控3部分。产品工程区别于过程工程的重点在于产品工程中的产品结构是分子以上尺度的聚集态、多相结构。从产品功能定位到实现产品组成与结构创新主要是化学与材料科学的问题,对此人们没有异议,但对结构如何地构建,人们倾向于认为这也是化学与材料科学问题,典型的例子是超分子组装,工程手段和因素的重要性未得到应有的重视。本工作以溶液结晶中晶体形态与结构调控为例,在阐述溶剂和添加剂等化学因素影响的同时,说明化学工程中的传递过程在产品结构调控中的重要性,由此希望引起人们关注产品结构调控中的工程科学问题,促进产品工程学科方向的发展。
绝大多数化工产品的最终形式是固体,而固体产品在生产过程中都至少涉及一次结晶过程[3]。药物晶体作为极具代表性的化学产品,除纯度外,晶体的内部结构(晶型)和外在形态如晶习(晶体外部形貌)和粒径分布都会对药物晶体(中间或最终产品)的性能(药效、毒性、储存稳定性、后处理和加工性能等)产生影响[4]。这是因为晶型不同,其分子空间排列方式、分子间相互作用力及结合能均存在差异,从而引起其热力学性质发生变化,并由此影响药物的药效、毒性和储存稳定性。而晶习和粒径分布则直接关系到产品的可过滤性、流动性、干燥速率、溶解速率、颗粒的粉化和溶液的稠度等性质,并由此影响药物后处理过程(如过滤、干燥、碎化和制剂等)的可行性和经济性[5]。此外,开发一种具有良好疗效的药物晶型,还可以作为附加专利延长原有药物的专利寿命。因此,药物晶体形态与结构的研究对于加快我国药物研发及增强知识产权保护具有重要的理论及现实意义[5]。
溶液结晶是进行药物生产的主要方式,属于多相、多组分的传热-传质过程,同时涉及界面反应和传递过程。结晶过程中,化学因素(溶剂和添加剂等)和工程因素(过饱和度、晶种和对流搅拌等)均会对最终晶体形态与结构产生影响[6,7]。结晶过程研究的主要目标即是从本质上认识以上因素对晶体成核和生长行为影响的机理,以实现有目的地调控结晶工艺参数和优化操作条件,获得具有特定形态与结构的高品质的晶体产品[3],而实现这一目标的关键在于对多尺度结构的认识和调控[8]。换句话说,目标晶体形态与结构的获得依赖于研究者对分子结构及分子间相互作用力的认识,并以此为基础通过传递过程调控实现[9]。这也是本工作探讨的主要内容。
1 溶剂的影响
1.1 溶剂对晶习的影响
结晶过程中,溶剂分子作为分散剂会影响溶质分子在溶液主体中的聚集形式及其在晶体界面的扩散和吸附过程,进而影响晶体的成核和生长机理及速率,并由此改变最终产品的形貌[10]。如图1所示,不同溶剂中得到的L-苹果酸脲晶体晶习存在显著差异[11]。关于溶剂对晶体生长的影响机理,Gilmer等[12]认为,溶剂与晶体界面间的作用力决定了界面的结构,从而影响晶体的生长机制。当溶剂与晶面分子间作用力较强时,界面粗糙度增加,晶面生长速率也较快;反之,晶体界面较为光滑,晶面的生长速率缓慢。但同时也有研究表明,溶剂在各晶面吸附能的强弱顺序与晶面的重要性次序并不总是相吻合,表明除了要考虑溶剂吸附的热力学效应外,还需考虑其动力学效应。晶面诱导溶液中的溶质分子扩散到表面的同时也会选择性吸附溶剂分子,溶质的表面扩散实际上是克服吸附能力最强的溶剂分子并将其脱附的过程[13]。如Yang等[14]在对L-丙氨酸晶面生长的研究中发现,随着溶液过饱和度的增加,晶体的生长控速步骤由溶质的嵌入生长转变为成核控制,并造成晶体的长径比缩小(图 2)。在考察溶剂对晶体界面调控时还需考虑溶剂对溶液主体中溶质分子扩散的影响,若溶质的主体扩散速率较慢,晶体生长单元无法及时输送到晶面处,晶体的生长则会受到限制[15]。
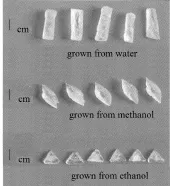
图1 L-苹果酸脲在不同溶剂中的晶体形貌Fig.1 Morphology of urea L malic acid crystals grown from different solvents
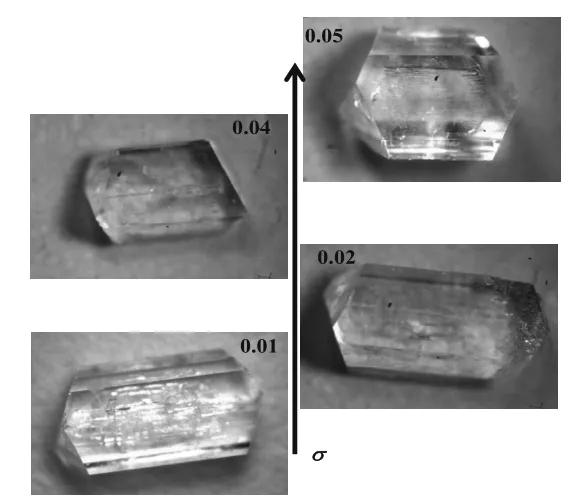
图2 不同过饱和度条件下的L-丙氨酸晶体照片Fig.2 Microscope images of L-alanine crystals grown under different supersaturations σ refered to the supersaturation, number was supersaturation value
综上所述,溶剂在溶液结晶过程中具有重要作用。首先,溶剂与界面处晶体分子的相互作用对晶体界面结构和晶面生长机制有重要意义;其次,溶剂在界面的吸附形式(包括立体选择性、吸附强度、吸附结构和吸附位等)会对晶面的外延生长造成不同的影响;最后,溶液主体中和晶体界面上的溶剂分别制约了溶质分子的主体扩散和界面扩散速率。因此,为准确预测晶面的相对生长速率并对晶体晶习调控,必须对晶面生长过程中的各个历程作综合分析,明确主体扩散和表面扩散在晶体生长中的作用。
1. 2 溶剂对晶型的影响
工业结晶过程中,改变溶剂常常是进行稳定多晶型筛选的重要手段[16]。例如 Zhang等[17]发现,拉沙洛西钠在不同有机溶剂中存在3种稳定晶型,如图3所示,甲醇(a)和乙醇(b)中得到的晶体为针状,异丙醇(c)和丙酮(e)中为片状,乙酸乙酯(d)中晶体颗粒较小且团聚明显。以上 3种晶习所对应的X射线衍射谱图也存在着明显的区别。

图3 不同溶剂中得到的拉沙洛西钠晶体照片Fig.3 Microscope images of lasalocide sodium in different solvents
此外,对于一些假多晶型药物,调整溶剂配比可能引起溶剂化物/水合物与无溶剂化物间的转变。如Wang等[18]在对酒石酸冷冻结晶研究过程中发现,改变水与乙醇之间的溶剂配比可分别得到无水酒石酸和一水酒石酸,如图4所示。
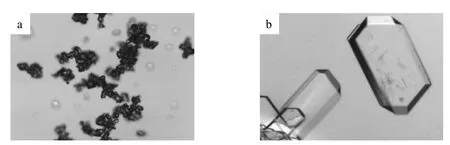
图4 不同溶剂配比下的酒石酸晶体照片Fig.4. Morphology of anhydrous and monohydrate tartaric acid crystallized under different solvent volume ratio
溶剂对晶型的影响主要由溶液中分子间相互作用力引起,其机理包括两方面[19]:首先,由于溶剂与溶质分子间相互作用不同,溶质分子在不同的溶剂中的稳定构象有可能不同,不同构象存在的比例也可能不同。具有最小构象能的晶体有可能是稳定的晶型,构象几率高的构象分子有更高的几率可以聚集在一起,其成核几率要高;其次,溶剂与晶面形成的表面能不同使得晶面的表面能不同。如果某溶剂严重抑制特定晶型主要晶面的生长速率,其结果是抑制了该晶型晶体的生长,从另一个意义上来说就是促进了溶质分子向其他晶核上生长的几率,促进了其他晶型的生长。
2 添加剂的影响
2.1 添加剂对晶体粒径分布的影响
结晶过程中,添加剂的引入是实现产品粒度分布调控的主要手段之一。如Takashi等[20]通过引入聚乙烯亚胺(PEI)结晶得到具有较高粒度及分布均匀的SrSO4晶体产品。David等[21]考察了苯丙氨酸和白氨酸等添加剂对L-丙氨酸晶体粒径分布的影响,结果表明,L-丙氨酸晶体生长机理为表面扩散控制。结晶过程中以上两种添加剂可通过吸附在L-丙氨酸晶体表面来降低晶体生长速率,导致最终晶体产品的粒径偏小。张相洋[22]在对乳酸锌结晶过程的研究中发现,不同添加剂或同一添加剂在不同浓度下得到的晶体产品粒径及分布存在显著差异(图5)。

图5 不同添加剂及同一添加剂不同浓度下的乳酸锌晶体照片(×100)Fig.5 Microscope images of zinc lactate in presence of different additives(×100)
Mullin等[23]认为,添加剂分子与溶质分子间相互作用引起的晶体成核过程的改变是造成晶体产品粒径分布变化的主要原因。添加剂对初次成核产生影响的机理,可认为主要是通过影响介稳区宽度,增加或降低成核能垒而起作用[24]。添加剂对二次成核的影响原因,Botsaris等[25]认为:如果添加剂的存在抑制了晶体的初次成核,则该添加剂能更多地嵌入到晶格内部而促进二次成核发生;添加剂在晶体表面形成的浓度梯度使靠近晶体表面处的添加剂浓度远低于溶液主体中的添加剂浓度,当添加剂的引入增加了溶液的溶解度时,晶体表面的过饱和度高于溶液主体的过饱和度,从而促使二次成核在晶体表面发生。此外,Sarig等[26]指出,添加剂还可能在晶体表面缺陷位进行吸附并引起晶体表面裂缝增大,从而导致晶体破碎并产生二次晶核。初次成核和二次成核的发生均会造成晶体粒径偏小及分布不均。
2.2 添加剂对晶习的影响
通常情况下,溶液中引入微量与溶质分子结构相似的添加剂会显著改变结晶过程的热力学和动力学行为,进而对晶体晶习产生影响。图6为添加剂存在下的三水乳酸锌晶体扫描电镜(SEM)照片。与纯乳酸锌晶习相比,苹果酸存在时晶习变得更加细长,而丁二酸使得乳酸锌晶习呈片状[27]。晶体生长过程中,添加剂分子首先吸附在晶体表面,然后通过立体选择性嵌入晶面或晶格中,扰乱晶体分子有规律的排列方式,影响晶体生长。添加剂分子的吸附路径与溶质相似,存在主体扩散、表面扩散、嵌入活性位和从活性位脱附几个过程。因此,添加剂的有效性与其在晶面上的迁移性有重要关系。Yani等[28]在通过分子动力学计算了3种添加剂在硫酸沙丁胺醇晶体晶面上的扩散系数后指出,晶面上迁移性最弱的添加剂对晶面的抑制能力最强。
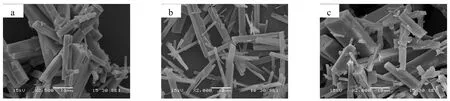
图6 不同添加剂存在下的乳酸锌SEM照片Fig.6 SEM images of zinc lactate grown in the presence of different additives
添加剂的迁移性与溶质的扩散过程密切相关,两者的竞争关系在吸附和脱附过程中同时存在,添加剂的竞争吸附使得溶质生长过程中的表面扩散动力学不可忽略,溶质的竞争吸附导致添加剂的有效性发生变化,添加剂与溶质在晶体界面及活性位处的相对扩散能力影响最终产品的晶习[29]。Yang等[14]在对不同添加剂与溶质比值(L- valine/L- alanine,V/A)条件下L-丙氨酸分子在溶剂化界面处的均方位移(mean square displacement)和扩散系数(diffusivities,D)进行计算后指出(图7),当添加剂浓度较低时,添加剂与溶质的平均间距过小,不足以排开溶质分子的吸附水,添加剂的吸附-阻碍效应起主导作用。当添加剂浓度较高时,溶质周围的吸附水被排开,消除溶剂的抑制作用,使得溶质的表面扩散速率和晶面生长速率得以提高,添加剂的扩散-促进效应起主导作用。

图7 不同添加剂与溶质比值条件下L-丙氨酸分子在溶剂化界面处的均方位移和扩散系数随时间的变化[14]Fig.7 Mean square displacement of L-alanine and the corresponding diffusivities on the solvated crystal interface in the presence of L-valine with different L-valine/L-alanine ratios[14]
Ristic等[30,31]从界面生长的角度阐述了溶质和添加剂相对扩散水平对晶体台阶生长的影响。通过在线原子力显微镜(atomic force microscope,AFM)观察到晶体台阶的生长恢复现象,指出若晶体台阶生长所需要的时间少于添加剂在台阶的特征扩散时间,晶面上添加剂的覆盖度较低,大台阶将继续生长。这说明添加剂的扩散水平与其占据晶面的能力和阻碍台阶面生长的效应息息相关,尤其是添加剂在台阶位处扩散离开的趋势在极大程度上决定了添加剂的有效性。事实上,添加剂的迁移性与溶质的浓度和在晶面的扩散吸附有关,溶质在晶面的生长速率较快将降低添加剂在晶面的吸附水平,同时,溶质嵌入扭折位的能力强会导致添加剂从扭折位较快地脱附。
晶体实际生长过程中,添加剂和溶质分子从溶液扩散到晶面和沿晶面的扩散是同步进行的,两者之间的扩散以及两者分别在台阶位和平坦面上的吸附均具有竞争关系。因此,为了明确添加剂在晶体生长过程中所发挥的作用并由此对晶习进行调控,必须全面考察添加剂和溶质在晶体界面及活性位处的相对扩散能力。
2.3 添加剂对晶型的影响
通常情况下,通过改变溶剂生成的多晶型物并非稳定的多晶型,亚稳态的晶型也可以存在,最终产品的晶体结构主要取决于不同晶型之间的转变动力学。Mirmehrabi 等[32]认为,亚稳晶型向稳定晶型转变过程包含3个基本步骤:(1)亚稳态溶解后浓度达到稳定态溶解度;(2)溶液浓度超过稳定态溶解度,生成稳定态晶核;(3)亚稳态继续溶解,稳定态晶核继续生长。不同晶型之间的转变动力学由不同晶型的成核和生长速率决定。
众多研究表明,以溶剂为媒介的多晶型物各自的成核和生长速率依赖于体系的纯度。微量添加剂(无论结构相关或不相关)的存在会通过影响溶液热力学性质及分子间相互作用力来抑制稳定晶核生成,或通过吸附于稳定晶型的主要晶面以抑制该晶型生长的方式降低晶型转变速率。因此,工业生产中常采用引入添加剂的方式对晶型转变过程进行控制。例如,Cubskaya等[33]从立体化学的角度对溶液体系中各组分的分子结构进行了分析,并以此为基础通过添加特定抑制剂的手段达到了控制多晶型物亚稳定型的目的。Kossovaky等[34]基于分子间相互作用力,开发出一种由纳米级碳陶瓷微粒和二水碳酸钙微粒形成的胶体作为药物载体。该载体以共价键将药物的活性表面固定,用以控制药物分子多晶型。类似的方法也常被用在L-甘氨酸多晶型调控过程中(图8)[35]。
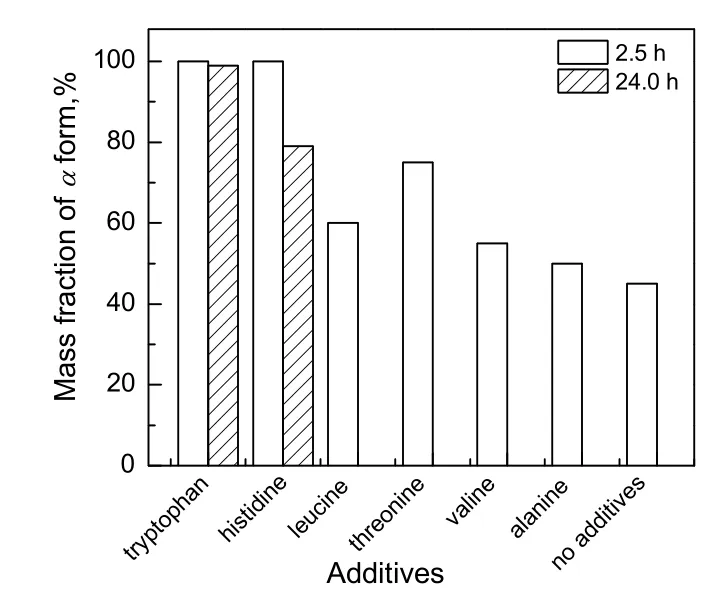
图8 不同添加剂存在下的α晶型L-甘氨酸含量Fig.8 Content of α form L-glutamic acid obtained in the presence of different additives
3 晶种的影响
3.1 晶种对粒径分布的影响
工业生产中,为获得粒径较大且分布均一的晶体产品,常采用添加晶种的方式进行结晶。Griffith[36]指出,晶种的添加一方面能降低成核能垒并由此抑制初次成核的发生,另一方面,晶种的生长又能消耗溶液过饱和度,从而提高溶液体系热力学稳定性,使得结晶过程容易控制。
实际操作中,晶种种类和添加量均对最终产品的粒径及分布产生影响。Zhang等[37]在对乳酸锌结晶过程研究中发现,细晶种添加量过多时会导致最终晶体产品粒径偏小(图9a);粗晶种添加量不足时,晶种不能完全消耗由降温所产生的溶液过饱和度,从而引起大量成核发生,并由此导致晶体粒径分布不均(图9b);适量添加粗晶种所得到的晶体产品粒径较大且分布均匀(图9c)。随后,张相洋等[38]基于质量守恒并忽略二次成核的影响,建立了最终产品粒径与晶种种类和添加量之间关系模型,并通过实验进行了验证。

图9 不同晶种种类及添加量下的乳酸锌晶体显微镜照片Fig.9 Microscope images of zinc lactate grown with addition of different seeds
此外,晶种添加时机也会影响最终产品的粒径及分布[39]。通常情况下,工业结晶选择在介稳区内添加晶种。Bao等[40]在对盐酸大观霉素溶析结晶过程进行研究后发现,对于生长速率较慢的第I类结晶物系,更宜在介稳区宽度的一半处加入晶种。
3.2 晶种对晶型的影响
结晶过程中,晶种的添加除用来控制最终产品的粒径及分布外,还常被用作晶型调控的重要手段。Kline[41]开发出了一种通过添加晶种的方式分别制备A和B两种晶型的过氧化物酶的结晶工艺。与添加剂对晶型影响的机理类似,晶种的添加也是通过抑制特定晶型成核和生长的方式来降低晶型转换速率,从而实现晶型调控[15]。该方法的实现需建立在对多种晶型介稳区的系统研究基础上。Mirua[42]在对二甲基锍对甲苯磺酸盐结晶过程研究中发现,介稳区内δ型(亚稳晶型)磺酸盐晶种的添加可以抑制α型(稳定晶型)晶体的成核和生长,并最终结晶得到δ型磺酸盐晶体。Al-Zoubi等[43]在对扑热息痛结晶过程研究中发现,较高温度(14 ℃)下添加正交晶系晶种能抑制单斜晶系的扑热息痛晶体成核和生长并得到正交晶系的扑热息痛晶体。
4 过饱和度的影响
4.1 过饱和度对粒径分布的影响
溶液过饱和度是晶体成核和生长的推动力,其大小决定着晶体成核和生长过程的快慢,进而影响晶体产品的粒径及分布[44]。以间歇冷冻结晶为例,溶液过饱和度由降温得到,不同的降温方式将直接影响晶体产品的粒径及分布。Nagy等[45]在研究扑热息痛体系的冷冻结晶过程中发现,不同降温方式下得到的晶体产品粒径及分布差异明显(图10)。对此,Griffiths[36]首先提出了“控制冷却”的概念,即通过控制降温的方式使得结晶过程中溶液的过饱和度保持在介稳区内,从而避免初次成核的发生并改善晶体产品粒径及分布。在此基础上,Mullin等[23]建立了一套通用的理论用来计算程序降温曲线,并采用硫酸钾和硫酸铵体系对此理论进行了验证。随后,Jones[46]对该理论进行了进一步发展,建立了以粒数衡算方程(population balance equation, PBE)和Pontyagin最大值原理为基础的数学模型对最优化降温曲线进行计算,并通过实验对此理论进行了验证。近年来,随着计算机技术的发展和在线监测技术的引入,数学模型结合在线监测反馈的开环或闭环控制方式使得晶体产品粒径及分布调控的精度得到了极大的提高[47,48]。

图10 不同操作条件下的扑热息痛晶体显微镜照片Fig.10 Microscopy images of paracetamol product crystals obtained under different operating conditions
4.2 过饱和度对晶型的影响
过饱和度对晶型的影响可从两方面进行解释:首先,生长基元理论认为,溶液过饱和度会影响溶质分子的聚集形式,以托灭酸为例,Mattei等[49]认为,高过饱和度有利于稳定晶型生成的原因在于高过饱和度条件下,溶质分子可形成稳定晶型的生长基元—氢键二聚物;此外,杨芗钰[50]在采用分子动力学对不同浓度下L-丙氨酸溶液进行计算后指出,溶液过饱和度的改变会引起溶质分子由单分子存在形式向环状二聚体形式进行转变(图11),进而影响最终产品的晶型。
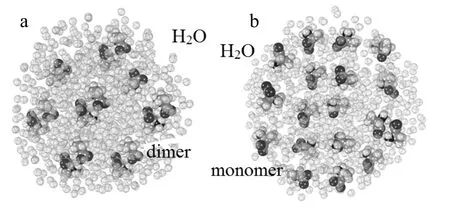
图11 不同过饱和度下的L-丙氨酸生长基元分布Fig.11 Schematic diagrams of growth units of L-alanine grown under different supersaturation
另外,溶液过饱和度作为动力学调变因素还会影响特定晶型的成核和生长动力学,并由此改变多晶型之间的转换速率,实现对晶型的调控。特定温度下,晶体成核和生长速率随着溶液过饱和度的增加而增加。基于多晶型介稳区的研究,通过调节溶液过饱和度可有效地抑制特定晶型的成核和生长。Al-Zoubi等[43]研究发现较低的溶液过饱和度有利于抑制单斜晶系的扑热息痛晶体成核和生长,从而得到正交晶系的扑热息痛晶体。
5 对流(搅拌)的影响
5.1 对流(搅拌)对粒径分布的影响
结晶过程中,对流(搅拌)决定着流体的流动状态及成核速率的大小,同时还影响到介稳区宽度[51]。Zhang等[37,38,51]在对 DL-酒石酸和乳酸锌结晶过程研究后发现,在晶核成长阶段,二次成核为晶核的主要来源,接触成核机理占主导作用。此时,晶核生成量与搅拌强度有直接关系。随着搅拌速率的增大,晶体与桨、晶体与晶体以及晶体与器壁之间的碰撞几率和碰撞强度增大,使成核速率增大并最终造成晶体粒径过小和分布不均,因此,实际生产中,为避免过量晶核的产生,搅拌速率通常控制在适应的低转速下。此外,还可采用带有强制外循环的结晶器来消除细晶或在结晶器中添加导流筒和挡板以降低二次成核发生几率的方式来提高晶体粒径分布均一性。Mullin[5]指出,工业结晶器的选型(DTB,DP,FC和Oslo等)及设计与优化需建立在对结晶热和动力学行为的研究和计算机流场模拟基础上。
5.2 对流(搅拌)对晶型的影响
对流(搅拌)的作用还会对晶型转变产生影响。生长基元理论认为,溶液结晶过程中,溶质分子通过自组装以特定的分子聚集体形式分布于溶液中,分子聚集体的再聚集过程引发晶体的成核,分子聚集体直接叠加到晶面上引起晶体的生长。一般情况下,溶液中同时存在多种分子聚集体形式,不同分子聚集体的竞争成核和生长是决定最终产品晶体结构的主要原因。对流(搅拌)对晶型转变的影响即是通过改变流体流动状态和传质效率从而控制成核、抑制其他非期望晶型的晶核生成以及调控不同晶型晶体的生长速率来实现[19]。如Qian等[52]在对盐酸林可霉素多晶型调控研究过程中发现,相同工艺条件下,提高搅拌速率可加速晶型I向晶型II的转变过程,结果如图12所示(放大100倍)。

图12 不同搅拌速率下的盐酸林可霉素晶体照片[52](×100)Fig.12 Typical optical microscopy images of lincomycin hydrochloride crystallized under different agitation rates[52](×100)
6 结 论
晶体形态与结构不仅影响药物的药效、生物利用度和活性,还直接关系到下游处理过程的可行性和经济性。溶液结晶是进行药物生产的主要方式,结晶过程研究的主要目的是从本质上认识晶体成核、生长机理和环境因素对晶体结晶行为的影响,从而有目的地调控结晶工艺参数和优化操作条件以获得高品质的晶体产品。本工作分别探讨了化学因素和工程因素对晶体形态与结构影响的机理,并对相应的工程调控手段进行了介绍,期望人们从新的视角认识产品工程的学科内容,关注其中的共性工程科学问题,为化学工程学科开辟新的研究领域。
[1]钱 宇, 潘吉铮, 江燕斌, 等. 化学产品工程的理论和技术[J]. 化工进展, 2003, 22(3): 217-223. Qian Yu, Pan Jizheng, Jiang Yanbin, et al. Chemical product engineering theories and technologies[J]. Chemical Industry and Engineering Progress, 2003, 22(3): 217-223.
[2]Wei J. Product engineering: the third paradigm of chemical engineering[C]// Princeton University Report, 2001.
[3]Desiraju, G R. The crystal as supramolecular entity[M]. New York: John Wiley and Sons, 1995: 1-30.
[4]Gardner C R, Walsh C T, Almarsson O. Drugs as materials: valuing physical form in drug discovery[J]. Nature Reviews Drug Discovery, 2004, 3: 926-934.
[5]Mullin J W. Crystallization[M]. 4th edition. Oxford: Butterworth-Heinemann, 2001: 32-64.
[6]Doki N, Kubota N, Sato A. Effect of cooling mode on product crystal size in seeded batch crystallization of potassium alum[J]. Chemical Engineering Journal, 2001, 81(1/3): 313-316.
[7]Myerson A S. Handbook of industrial crystallization[M]. 2nd edition. Amsterdam: Elsevier Science & Technology Books, 2001: 33-66.
[8]中国科学院化学学部, 国家自然科学基金委员会化学科学部. 展望 21世纪的化学工程[M]. 北京: 化学工业出版社, 2004: 414-420.
[9]胡 英, 刘洪来. 分子工程与化学工程[J]. 化学进展, 1995, (7): 235-249. Hu Ying, Liu Honglai. Molecular engineering and chemical engineering[J]. Progress in Chemistry, 1995, (7): 235-249.
[10]Zhang X Y, Yang Z Q, Chai J, et al. Nucleation kinetics of lovastatin in different solvents from metastable zone widths[J]. Chemical Engineering Science, 2015, (133): 62-69.
[11]Moitra S, Kar T. Studies on the crystal growth and characterization of urea L-malic acid single crystals grown from different solvents[J]. Materials Letters, 2008, 62(10/11): 1609-1612.
[12]Gilmer G H, Bennema P. Computer simulation of crystal surface structure and growth kinetics[J]. Journal of Crystal Growth, 1972, 13/14: 148-153.
[13]Li C, Choi P. Molecular dynamic study on the effect of solvent adsorption on the morphology of glycothermally produced α-Al2O3particles[J]. The Journal of Physical Chemistry C, 2008, 112(27): 10145-10152.
[14]Yang X Y, Qian G, Duan X Z, et al. Effect of impurity on the lateral crystal growth of L-alanine: a combined simulation and experimental study[J]. Industrial & Engineering Chemistry Research, 2012, 51(45): 14845-14849.
[15]Kundin J, Yurudu C, Ulrich J, et al. A phase-field/monte-carlo model describing organic crystal growth from solution[J]. The Europen Physical Journal B, 2009, 70(3): 403-412.
[16]Llinas A, Goodman J M. Polymorph control: past, present and future[J]. Drug Discovery Today, 2008, 13(5/6): 198-210.
[17]Zhang X Y, Zhang Z, Yang Z Q, et al. Solubility and polymorphic forms of antibiotic lasalocid sodium in different organic solvents[J]. Fluid Phase Equilibria, 2014, 374: 20-24.
[18]Wang X F, Dang L P, Black S, et al. How to crystallize anhydrous racemic tartaric acid from an ethanol-water solution[J]. Industrial & Engineering Chemistry Research, 2012, 51(6): 2789-2796.
[19]Davey R J, Allen K, Blagden N, et al. Crystal engineering-nucleation, the key step[J]. Cryst Eng Comm, 2002, (47): 257-264.
[20]Takashi M, Takahiro S, Izumi H. CSD-controlled reactive crystallization of SrSO4in the presence of polyethylenimine[J]. Chemical Engineering Research and Design, 2010, 88(9): 1200-1205.
[21]David L B, Nair RH. The relation between adsorption of additives and crystal growth rate of L-alanine[J]. Journal of Colloid and Interface Science, 1993, 157(1): 147-153.
[22]张相洋. 杂质存在条件下的乳酸锌结晶行为研究[D]. 上海: 华东理工大学, 2010.
[23]Mullin J W, Nyvlt J. Programmed cooling of batch crystallizers[J]. Chemical Engineering Science, 1971, 26(3): 369-377.
[24]Gibbs J W. Collected works volume I: thermodynamics[M]. New Haven: Yale University Press, 1948: 23-41.
[25]Botsaris G D, Denk E G, Chua J. Nucleation in an impurity concentration gradient: a new mechanism of secondary nucleation[M]// AIChE Symposium Series No. 121, Vol. 68: Modification of polymers. Washinton: American Chemical Society, 1972: 21-30.
[26]Sarig S, Mullin J W. Size reduction of crystals in slurries by the use of habit modifiers[J]. Industrial and Engineering Chemistry Process Design and Development, 1980, 19(3): 490-494.
[27]Zhang X Y, Qian G, Zhou X G. Effects of different organic acids on solubility and metastable zone width of zinc lactate[J]. Journal of Chemical & Engineering Data, 2012, 57(11): 2963-2970.
[28]Yani Y, Chow P S, Tan R B H. Molecular simulation study of the effect of various additives on salbutamol sulfate crystal habit[J]. Molecular Pharmaceutics, 2011, 8(5): 1910-1918.
[29]Yang X Y, Gang Q, Duan X Z, et al. Impurity effect of L-valine on L-alanine crystal growth[J]. Crystal Growth & Design, 2013, 13(3): 1295-1300.
[30]Ristic R I, Deyorco J J, Chew C M. Does impurity-induced step-bunching invalidate key assumptions of the Cabrera-vermilyca model[J]. Crystal Growth & Design, 2008, 8(4): 1119-1122.
[31]Martins P M, Rocha F, Damas A M, et al. Unsteady-state inhibition of crystal growth caused by solution impurities[J]. Crystal Engineering Communication, 2011, 13(4): 1103-1110.
[32]Mirmehrabi M, Rohani S, Murthy K S K, et al. Solubility, dissolution rate and phase transition studies of ranitidine hydrochloridetautomeric forms[J]. International Journal of Pharmaceutics, 2004, 282(1/2): 73-85.
[33]Gubskaya V A, Chishko A K. Effects of cryogriding on physcio-chemical properties of drugs: particles size and polymorphic transition[J]. Drug Development and Industrial Pharmacy, 1995, 21(17): 1965-1974.
[34]Kossovaky N, Gelman A. Control of molecular polymorphisms by a structured carbohydrate ceramic delivery vehicle-aquasome[J]. Journal of Controlled Release, 1996, 39(2/3): 383-388.
[35]Cashell C, Corcoran D, Hodnett B K. Effect of amino acid additives on the crystallization of L-glutamic acid[J]. Crystal Growth & Design, 2005, 5(2): 593-597.
[36]Griffiths H. Mechanical crystallization[J]. Journal of Society Chemistry Industrial Transition, 1925, 44: 7T-18T.
[37]Zhang X Y, Fevotte G, Zhong L, et al. Crystallization of zinc lactate in presence of malic acid[J]. Journal of Crystal Growth, 2010, 312(19): 2747-2755.
[38]张相洋, 钟 亮, 钱 刚, 等. 苹果酸杂质存在条件下的乳酸锌结晶提纯. 化工学报, 2010, 61(7): 1815-1820. Zhang Xiangyang, Zhong Liang, Qian Gang, et al. Crystallization of zinc lactate in the presence of malic acid[J]. CIESC Journal, 2010, 61(7): 1815-1820.
[39]Chivate M R, Palwe B G, Tavare N S. Effect of seed concentration in a batch dilution crystallizer[J]. Chemical Engineering Communication, 1979, 3: 127-133.
[40]Bao Y, Wang J K, Wang Y L. Study on the metastable state of dilution of spectinomycin[J]. Chinese Journal of Antibiotics, 2003, 28(1): 10-16.
[41]Kline B J. Polymorph and particle size control of PPAR compounds PF00287586 and AG035029[J]. Organic Process Research and Development, 2006, 10(2): 203-211.
[42]Miura H. Crystallization of a desired metastable polymorph by pseudoseeding, crystal structure solution from its powder X-ray diffraction data, and confirmation of polymorphic transition[J]. Crystal Growth & Design, 2003, 3(6): 959-965.
[43]Al-Zoubi N, Malamataris S. Effects of initial concentration and seeding procedure on crystallization of orthorhombic paracetamol from ethanolic solution[J]. International Journal of Pharmaceutics, 2003, 260(1): 123-135.
[44]Jones A G, Mullin J W. Programmed cooling crystallization of potassium sulphate solutions[J]. Chemical Engineering Science, 1974, 29(74): 105-118.
[45]Nagy Z K, Chew J W, Fujiwara M, et al. Comparative performance of concentration and temperature controlled batch crystallizations[J]. Journal of Process Control, 2008, 18(3/4): 399-407.
[46]Jones A G. Optimal operation of a batch cooling crystallizer[J]. Chemical Engineering Science, 1974, 29(5): 1075-1087.
[47]Chew J W, Black S N, Chow P S, et al. Comparison between open-loop temperature control and closed-loop supersaturation control for cooling crystallization of glycine[J]. Industrial & Engineering Chemistry Research, 2007, 46(3): 830-838.
[48]Gherras N, Fevotte G. On the use of process analytical technologies and population balance equations for the estimation of crystallization kinetics - a case study[J]. AIChE, 2012, 58(9): 2650-2664.
[49]Mattei A, Li T. Polymorph formation and nucleation mechanism of tolfenamic acid in solution: an investigation of pre-nucleation solute association[J]. Pharmaceutical Research, 2012, 29(2): 460-470.
[50]杨芗钰. 溶液结晶中L-丙氨酸晶体生长过程的分子模拟[D]. 上海: 华东理工大学, 2013.
[51]Zhang X Y, Wang X F, Hao L, et al. Solubility and metastable zone width of DL-tartaric acid in aqueous solution[J]. Crystal Research& Technology, 2012, 47(11): 1153-1163.
[52]Qian G, Wu Y Y, Yang X Y, et al. Exploiting polymorphism in the purity enhancement of lincomycin hydrochloride[J]. Chemical Engineering Science, 2012, 77: 42-46.
Morphology and Polymorph Control in Solution Crystallization
Zhang Xiangyang, Qian Gang, Zhou Xinggui, Yuan Weikang
State Key Laboratory of Chemical Engineering, East China University of Science and Technology, Shanghai 200237, China
In this work, effects of the chemical factors(solvents, impurities, and additives) and engineering factors(supersaturation, crystal seeds and agitation) on crystal morphology and structure were discussed, respectively. The two factors could affect the aggregation state of solute molecules in solution and its diffusion/adsorption processes on crystal interface, which further resulted in effects on nucleation and crystal growth mechanisms and kinetics. Eventually, the crystal morphology and structure of final crystals were changed. The crystals with desired morphology and structure could be obtained by optimizing the operation conditions.
product engineering; crystal engineering; crystal size distribution; crystal habit; crystal structure
TQ026.5
A
1001—7631 ( 2015 ) 06—0489—10
2015-03-24;
2015-06-25。
张相洋(1981—),男,副教授;周兴贵(1966—),男,教授,通讯联系人。E-mail: xgzhou@ecust.edu.cn。
国家自然科学基金(21406071);中央高校基本科研业务费(22A201514006)。
