42CrMo风机主轴的锻造方法
2015-11-30中冶陕压重工设备有限公司市场技术部权军鹏杨永刚
■中冶陕压重工设备有限公司市场技术部 曹 薇,权军鹏,程 攀,杨 广,杨永刚
42CrMo风机主轴的锻造方法
■中冶陕压重工设备有限公司市场技术部 曹 薇,权军鹏,程 攀,杨 广,杨永刚
风机主轴是我厂承制的风电行业主要锻件。材质为42CrMo,数量20件。为节约成本制作了专用漏盘,与车间原有工装组合使用,将锻件圆角处铆镦成形。成功制造出合格锻件,为我厂生产此类风机主轴积累了经验。
我公司与某公司签订的风机主轴共20件,毛坯交货。锻件超声波检测要求为:从表面至皮下50mm内符合DIN EN 10228-3 4级要求,其余内部必须达到3级要求。风机主轴零件尺寸如图1所示。
采用两镦两拔锻造工艺,计算得出毛坯重量为19.2t,需用26t(单真空)钢锭;且圆角处成形难以控制,大端厚度方向不规整,既浪费材料,也影响后续加工;同时很容易出现台阶偏心的情况,且在台阶连接处机加工余量大,这些直接影响到锻件是否合格和成本问题。
经分析,采用一次镦拔后利用工装对大端进行铆镦来保证大端锻造比。计算得出锻件毛坯重量为17.3t,采用23t(单真空)钢锭,每件节约原材料3t;毛坯重量减少1.9t,节约了生产成本。原有工装镦粗盘、漏盘底座、旋台座尺寸如图2~图4所示。工装中心孔≥1050mm,总高度为2750mm。进行铆镦时,右端台阶直径应<1050mm,高度<2750mm,考虑到铆镦后大台阶直径尺寸大,操作机钳口无法夹持,而右端台阶又必须进行拔长修整,所以在气割冒口之前应将最右端小台锻制到锻件工艺尺寸,铆镦后做夹持用。由于此合同为批量生产,为可能节约生产成本,在铆镦时可将R230mm处锻出。锻件图如图5所示。
根据风机轴形状及工装特点,针对圆弧处铆镦制作专用漏盘。考虑到车间原有工装中间孔多为1050mm,制作专用漏盘时与其配合使用,因此漏盘中间孔定为1050mm;漏盘底座漏盘放置部位高度为150mm,因此专用漏盘高度也定于150mm。制作专用漏盘如图6所示。
钢锭先进行压钳把倒棱,割浇口;第二火次利用镦粗漏盘和镦粗盖对钢锭进行镦粗后将钢锭拔长至1500mm并拔出台阶,确保第2个台阶直径小于1050mm并将小端台阶拔至锻件工艺尺寸(镦铆后作为钳口),气割割掉冒口端钳把;第三火将锻坯放置于组合起来的漏盘中,铆镦成形;最后,操作机钳口夹持锻件小端台阶,对大圆台阶进行修整。
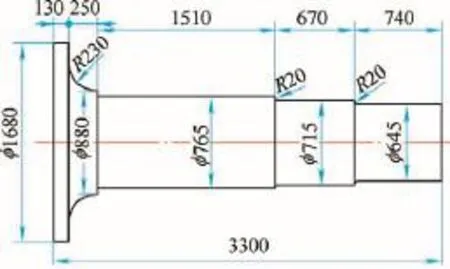
图1
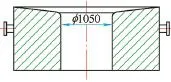
图2 镦粗盘
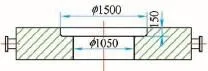
图3 漏盘底座
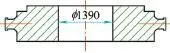
图4 旋台座
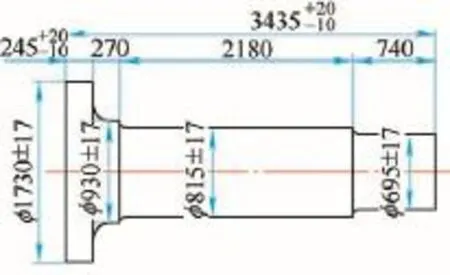
图5
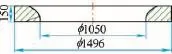
图6 专用漏盘
20150806
