核电厂大型锻件重要工艺参数控制研究
2015-11-30中广核工程有限公司袁育龙梁书华
■中广核工程有限公司 刘 峤,袁育龙,梁书华
核电厂大型锻件重要工艺参数控制研究
■中广核工程有限公司 刘 峤,袁育龙,梁书华

核电厂大型锻件内部质量极度依赖于制造工艺,工艺参数选择及操作稳定性是锻件采购过程中极其重要的环节,通过分析国内制造厂在重要工艺参数方面与国外企业的差距,提出工艺参数控制的措施和建议,力争提升国内制造企业制造工艺参数的稳定性和均匀性。
核电厂大型锻件属于极限制造部件,性能要求已经接近所用材料的最佳性能状态,且在核电站运行期间较难更换和替代,所以锻件的性能直接影响着核电厂的安全运行。由于锻件内部质量极度依赖于制造工艺,且无法直接检验,因此工艺参数选择及操作稳定性是锻件采购过程中极其重要的环节,是保证锻件批量化生产成功率的关键手段。
1. 大型锻件各部位性能分布受工艺影响较大
材料的性能取决于制造过程的多种因素,尤其是核电站使用的大型锻件,尺寸较大,形状各异,部分部件具有较大的厚度,工艺过程对部件各个部位的性能产生较大影响,如图1所示。
可以看出,大型锻件的热加工工艺参数决定了大型锻件各部位的性能无法保证均匀。某些部件的特殊部位性能与验收试验部位会有较大差异(某一大型锻件见图2)。

图1

图2
2. 国内大型锻件部分重要参数存在的差距
国内企业比国外在大型锻件工艺参数研究方面的起步较晚,在部件工艺制造过程中存在一定的操作不严格,工艺参数不稳定等问题。
(1)国内外锻件力学性能比较 我们依据现有资料对国内外锻件的力学性能做了一些分析比较,发现国外核电厂大型锻件强度和韧性的绝对值要明显高于国产锻件,尤其是基准温度RTNDT和抗拉强度,国外锻件力学性能的均匀性要明显好于国内锻件。最重要的是,国内制造企业锻件的性能并不是不能达到国外的水平,主要在性能的均匀性和稳定性上均存在差距(见表1)。
(2)国内外锻件钢锭利用率比较 表2是国内外锻件制造企业在核电厂核岛主设备大型锻件的钢锭利用率方面的比对。
通过数据发现,国内制造厂的钢锭利用率要低于国外先进厂家,这说明我国冶炼、铸锭的水平与国际先进水平还有较大差距。研究表明,国内外在冶炼装备方面并没有明显的差距,所以在原材料成分控制、冶炼参数操作稳定性上还存在一定的不足。现阶段我们还没有切实的技术手段有效提高钢锭质量之前,应该切实重视对大型钢锭制造工艺的研究(冶炼现场见图3)。
在无法进一步改善钢锭纯净度和偏析的前提下,我们是通过加大切除量来保证浇口端的沉积锥区和冒口端的缩孔区不进入锻件。但如果锻工在锻造过程中没有严格按锻造工艺规定的尺寸切除(人为减小或调整水冒口的切除量),就会改变部件在钢锭中的位置,会使浇、冒口端的问题区域进入到锻件本体,从而使通过增加切除量来保证锻件质量的效果大打折扣,甚至使锻件报废。在实际操作过程中,锻造操作工为了防止后续的锻造操作不当而导致的锻件“缺肉”,往往有强烈的意愿去加大下料尺寸(也就是减小切除率)。有些锻件在超声检测过程中,恰恰是在近冒口端或近浇口端发现了超标缺陷,可能与上述操作有关联。

图3
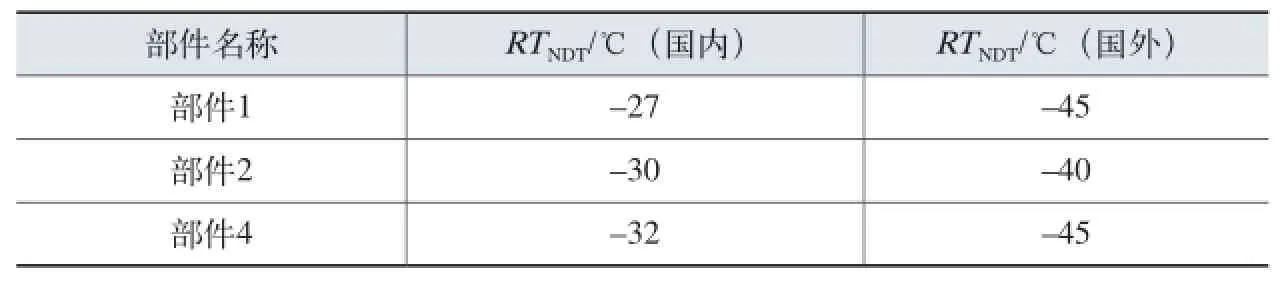
表1 国内外锻件基准温度的比较

表2 国内外锻件钢锭利用率比较
3. 工艺评定参数控制
工艺评定参数控制的目的是在核岛关键部件或制品正式制造前,验证制造厂所制造的这些部件或制品的整体质量能够满足设计和核安全的要求;验证制造厂能按照事先制定的制造技术大纲成功地制造出相关部件或制品的技术能力、生产能力和管理能力,以保证制造过程的规范性和检验结果的可靠性。固化制造工艺流程和主要工艺参数,以保证部件或制品制造工艺流程的可重复性、产品质量的稳定性和制造工期的可控性;验证采购技术要求所规定的检验要求的代表性和有效性,从而为降低制造成本、缩短制造周期,以及批量制造提供有利条件(具体要求见图4)。
4. 工艺评定参数有效性
锻件性能的稳定性是核电厂大型锻件质量的保证,而工艺参数的有效性和稳定性尤为重要,所以在锻件制造过程中应加强锻件制造工艺的有效性和稳定性管理工作(采购技术要求见图5、大锻件见图6)。
5. 国内企业工艺过程控制建议
(1)工艺参数一定要固化,制造大纲是部件制造的基本要求和主线,不能随意变动,工艺主要参数不能反复改变(如锻造工序和尺寸,热处理保温温度和时间等)。
(2)对同一部件如果评定了两种工艺,应该合理选择工艺进行制造,当有经验后应该固定一种工艺进行制造。确认新的工艺后,应该有条件地废除旧工艺。
(3)各类评定文件应有固定模板或格式。评定过程中经常发现不同人编制的文件(制造大纲、评定大纲、评定报告)在结构和描述上存在较大差异。
(4)制造大纲及厂内工艺应有效覆盖和传递(如落锤试验温度)。
(5)操作层应严格执行大纲和工艺要求(如钢锭的切除率等)。
(6)重视各类设备的检定、检测,如加热炉、热电偶、记录仪及热处理炉等。
(7)善于总结经验数据,积极改进工艺。
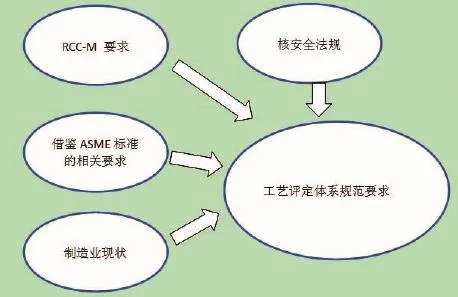
图4

图5

图6
20150906
