热处理对工业纯钛自冲铆接头力学性能的影响
2015-11-16何晓聪王医锋邢保英
卢 毅, 何晓聪, 王医锋, 邢保英
(昆明理工大学 机电工程学院,昆明650500)
钛及其合金具有优良的综合性能,具有密度小、比强度高、耐高温、耐腐蚀以及良好低温韧性等优点,是一种理想的轻质结构材料,特别适用于航空航天、造船和化工工业等性能综合要求高的器件[1]。随着轻量化结构需求在汽车及航空等制造业中的日益增长,使得难以或不能焊接的轻质材料被大量使用,为实现这些材料的有效连接,自冲铆连接技术在这些背景下得以快速的发展及应用[2~4]。自冲铆连接技术是一种高速机械冷成形技术,是通过铆接过程中板材和铆钉的塑性变形及回弹形成的机械内锁来实现的,其工艺过程可分为夹紧、刺穿、整形、释放四个阶段[5]。为使自冲铆连接技术更好地应用于实际生产制造,许多学者对其进行了大量的研究。邢保英等[6,7]通过对铝合金自冲铆接头进行准静态力学性能测试,深入分析了自冲铆接头的静力学性能及静态失效机理,为研究其他板材连接的自冲铆接头提供了一定的理论参考。邓成江等[8]研究了自冲铆接头的疲劳特性,得出铝-铜合金自冲铆接头的疲劳裂纹总是在上板靠近铆钉头部处萌生并扩展,其疲劳强度与拉伸应力幅有关,剪切应力幅影响较小。Han 等[9~11]对NG5754 铝合金自冲铆接头的动态疲劳特性的研究结果表明,随着预应变的增加,板材硬度增大,缩小了疲劳性能实验中的微动磨损区域,使接头疲劳寿命得到了提高。对于3 种不同界面条件下的连接磨损性能的研究结果表明,界面条件会影响自冲铆接头的微动磨损特征,导致接头的疲劳寿命不同。Sun 等[12]对板材连接形式及方向、上下板厚、上下板的硬度等因素对自冲铆接头疲劳特性的影响进行了详细的研究,还分析了结构黏结剂的使用可以有效提高自冲铆-粘接复合接头的疲劳性能。Iyer 等[13]分别通过模拟和实验研究了单铆钉和双铆钉自冲铆接头的疲劳性能。Li 等[14]以铝合金自冲铆接头为研究对象,运用大量的实验分析了疲劳对接头刚度及残余静强度的影响。
但在一定条件下,结构件的强度等性能需要得到更大的提高,这使得学者们采用热处理的方式来进一步提升接头的力学性能,刘福龙等[15]和付鹏飞等[16]对连接接头进行局部热处理,从静力学及疲劳性能方面研究热处理对接头力学性能的影响,结果显示静强度和疲劳性能都得到了明显的改善。本工作通过研究工业纯钛自冲铆接头的不同热处理工艺,从宏观及微观方面分析热处理对工业纯钛自冲铆接头力学性能及接头失效机理的影响。
1 实验
1.1 接头制备
实验材料为1.5mm 厚的TA1 工业纯钛薄板。采用RIVSET VARIO-FC (MTF)型自冲铆接系统进行铆接实验,制成单搭钛-钛自冲铆接头。经过多次自冲铆实验和研究,在制备钛-钛接头前应对钛板搭接部位进行加热(加热温度为700℃)。本次实验共制备18个单搭接头,其尺寸如图所示。
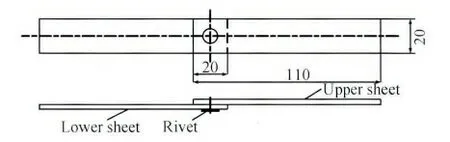
图1 单搭接头尺寸示意图Fig.1 Size of the single-lap joint
1.2 热处理实验
自冲铆连接过程实质为材料的冷成形过程,将接头进行去应力退火处理,可以均匀晶粒改善组织,消除冷成形过程中产生的应力集中;而淬火可提高金属材料的强度,在确定了TA1 工业纯钛材料的α及β 相变温度后[17],选取了2 种热处理工艺,见表1。接头在RX3-30-9 型工业电炉中分别按表1 所示热处理工艺进行处理,每组工艺有6个试样。退火接头试样,命名为A T-T;淬火接头试样,命名为Q T-T;未热处理的接头试样,命名为T-T,热处理前后的接头如图2 所示。

表1 接头的热处理工艺Table 1 Heat treatment processes of the joints
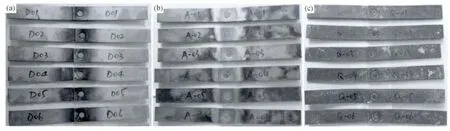
图2 热处理前后的接头Fig.2 The joints before or after heat treatment (a)T-T joints;(b)A T-T joints;(c)Q T-T joints
1.3 静拉伸试验
本次试验用landmark100 型电液伺服材料试验机对热处理前后的工业纯钛接头进行静拉伸试验。具体条件为:(1)两端夹持长度均为25mm,并在加持部分加同等厚度的垫片,以减小拉力不在同一直线上产生的扭矩;(2)在拉伸速率为5mm/min 条件下,各接头分别进行6 次重复性试验。
2 结果与分析
2.1 热处理工艺对接头强度的影响
图3 为三种接头的载荷-位移曲线图,其反映了TA1 工业纯钛自冲铆接头经过2 种热处理工艺处理后的静拉伸力学性能。从图3 可以得出TA1 工业纯钛自冲铆接头经退火及淬火处理后,其静强度均得到大幅度提高。T-T 接头的平均最大载荷为5889.9N,A T-T 接头的平均最大载荷为7320.7N,即静强度提高了24.3%;Q T-T 接头的平均最大载荷为7742.9N,即静强度提高了31.5%,结果表明,热处理可以提高工业纯钛自冲铆接头的静强度。
2.2 热处理工艺对接头能量吸收的影响
为对比分析上述三种接头的静态能量吸收能力,需计算每种接头的平均能量吸收值。由图3所示的面积计算相应接头静拉伸过程中的能量吸收值,从而算出每种接头的平均能量吸收值如图4 所示。
A T-T 接头的平均能量吸收值(20.280J)比T-T接头的平均能量吸收值(16.191J)提高了25.3%,这是因为去应力退火不仅可以改善接头的塑性,还能大幅度提高工业纯钛自冲铆接头的静强度,从而使得接头的能量吸收能力提高;Q T-T 接头的平均能量吸收值与T-T 接头相比没有明显差异,这是由于淬火虽然可以大幅度提高工业纯钛自冲铆接头的静强度,但是淬火降低了接头的塑性,两者的作用使得接头能量吸收值没有明显变化。综上表明,去应力退火可以改善工业纯钛自冲铆接头的静态能量吸收能力。
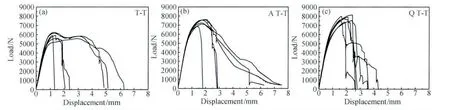
图3 载荷-位移曲线Fig.3 Load-displacement curves (a)T-T joints;(b)A T-T joints;(c)QT-T joinds
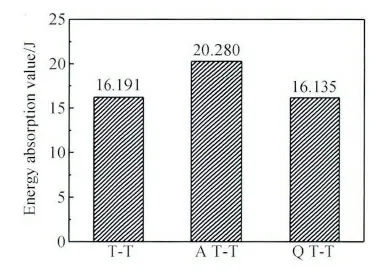
图4 接头平均能量吸收值Fig.4 Average energy absorption value of the joints
2.3 热处理工艺对接头失效机理的影响
热处理前后的接头经静拉伸之后,接头的失效模式均为铆钉被完全拉出或拉断,如图5 所示。对比观察三种接头的失效模式可以知道,TA1 工业纯钛板材强度及机械内锁强度均大于铆接后铆钉的强度,这使得在静拉伸过程中,铆钉成为承载薄弱点。另外,T-T 接头与Q T-T 接头在失效后,其板材与铆钉接触部位的材料被破坏的程度都较A T-T 接头高,甚至都近乎出现材料被撕裂的痕迹,这是因为淬火虽然提高了接头的强度,但不可避免地降低了材料的塑性,而退火的效益正是均匀晶粒、改善组织,使得材料的塑性得到改善。因此在静拉伸过程中经淬火的接头材料被破坏严重,而退火后的接头由于其塑性好,材料只是发生一定的变形而不至于被撕裂;再者,由图2c 可知经淬火后的接头变形严重,半数基板发生严重弯曲,这会影响接头在实际应用中的结构或工艺要求。
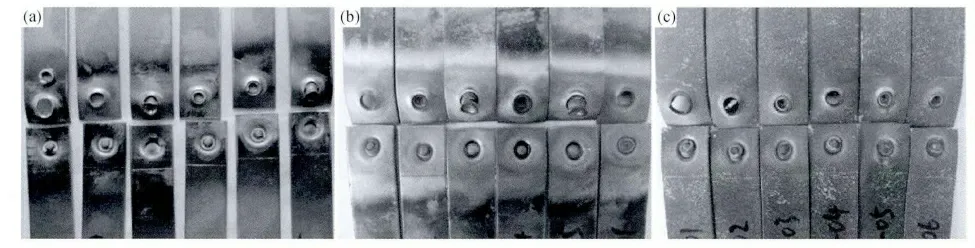
图5 失效模式Fig.5 Failure mode (a)T-T joints;(b)A T-T joints;(c)Q T-T joints
为了深入研究接头热处理前后铆钉的断裂特征,以便从微观上对接头的失效机理进行分析,现采用VEGA3 SCAN 型高真空扫描电子显微镜对热处理前后的三种接头铆钉断裂区域进行扫描电镜(SEM)分析。
图6a 是T-T 接头的铆钉断裂区域放大2000 倍后的SEM 图像,可以明显地看出铆钉断口微观形貌呈石状(冰糖状),是沿晶分离断口的典型特征,也即为脆性断裂特征。在铆接TA1 工业纯钛板时,需要对板材进行局部加热,铆接时铆钉由于过热,铆钉的晶界变得异常薄弱。晶界弱化或晶间脆性是导致沿晶分离的根本原因,按照此铆钉断口形貌,沿晶脆性断裂晶界上一般无二相颗粒,分离面光滑且晶粒的形状都没有发生明显的变化,可以推断铆钉在沿晶断开时不发生任何塑性变形。因此,为预防此种断裂机制,应该提高铆钉的塑性。
图6b 是A T-T 接头的铆钉断裂区域放大2000倍后的SEM 图像,可以看出铆钉断口微观形貌呈韧窝状及含有夹杂物,是典型的韧性断裂特征。铆钉经过去应力退火处理,其塑性得到明显改善,使得铆钉在断裂的过程中先是铆钉发生颈缩而出现不均匀变形,这样在颈缩区域的实际应力会远大于试样承受的名义应力,并且在颈缩区域优先形成一些微裂纹及微孔,微裂纹和微孔的互相连接即为微孔聚集过程,微孔聚集使得裂纹继续扩展,铆钉最终断裂。断口中夹杂物的存在说明接头成形后,铆钉因发生塑性大变形而存在的应力集中并没有得到完全消除,但是夹杂物的存在又不一定会影响到断裂机理及力学性能值,对于此种情况需系统地分析不同的退火处理工艺对铆钉断口的影响,才能得出夹杂物对断裂的影响。因此,与T-T 接头的铆钉断裂机理对比分析可知,去应力退火可以改善铆钉的塑性。
图6c 是Q T-T 接头的铆钉断裂区域放大2000倍后的SEM 图像,可以看出铆钉断口微观形貌呈少许韧窝状及河流花样,还含有撕裂棱,此种混合的断裂机制表明,其断口为混合机制的准解理断口形貌。这种断裂的形貌是由解理台阶逐渐过渡到撕裂棱,断裂面由平直的解理逐步过渡到准解理这种断裂形式,常见于淬火回火钢中。扫描电镜分析表明,铆钉材料内部首先沿晶面发生解理断裂,当材料内部形成大量微小解理裂纹后,在外力作用下就会发生小裂纹连接与扩展,在小裂纹彼此连接的边界处,就通过塑性变形及微孔聚集机制使相连接的材料断裂。因此铆钉断口的微观形貌既有解理断裂特征又有韧窝断裂特征,形成准解理断裂特征,这样材料内部微观组织两种特征的存在使得组织均匀性对断裂有一定的影响。

图6 接头铆钉断口形貌Fig.6 Fracture morphology of the rivets (a)T-T joints;(b)A T-T joints;(c)Q T-T joints
3 结论
(1)去应力退火和淬火两种热处理工艺可以大幅度提高工业纯钛自冲铆接头的静强度,去应力退火可以改善接头的静态能量吸收能力,淬火对接头的静态能量吸收能力几乎没有影响。
(2)三种接头的失效模式都为铆钉被完全拉出或拉断。T-T 接头的铆钉断口呈现为沿晶脆性断裂特征,A T-T 接头的铆钉断口呈现为韧性断裂特征,Q T-T 接头的铆钉断口呈现为准解理断裂特征。
(3)综合分析三种接头的力学性能及失效机理可知,对工业纯钛自冲铆接头进行去应力退火处理为较优的热处理工艺。
[1]刘婉颖,朱毅科,林元华,等. 热处理对TC4 工业纯钛显微组织和力学性能的影响[J]. 材料导报,2013,27(9):108 -111.(LIU W Y,ZHU Y K,LIN Y H,et al. Influence of heat treatment on microstructure and mechanical properties of TC4 titanium alloy[J]. Materials Review,2013,27(9):108 -111. )
[2]HE X C,ZHEN D,XING B Y,et al. Forced vibration behavior of self-piercing riveting joints[J]. Applied Mechanics and Materials,2014,440:153 -157.
[3]HE X C,XING B Y,ZENG K,et al. Numerical and experimental investigations of self-piercing riveting[J]. International Journal of Advanced Manufacturing Technology,2013,69(1 -4):715 -721.
[4]HE X C,XING B Y. The ultimate tensile strength of coach peel self-piercing riveting joints[J]. Strength of Materials,2013,45(3):386 -390.
[5]HE X C,PEARSON I,YOUNG K. Self-pierce riveting for sheet materials:state of the art[J]. Journal of Materials Processing Technology,2008,199(1 -3):27 -36.
[6]XING B Y,HE X C,ZENG K,et al. Mechanical properties of self-piercing riveted joints in aluminum alloy 5052[J]. International Journal of Advanced Manufacturing Technology,2014,75(1 -4):351 -361.
[7]邢保英,何晓聪,唐勇,等. 自冲铆成形机理及静力学性能分析[J]. 材料导报,2013,27(2):135 -138.(XING B Y,HE X C,TANG Y,et al. Analysis of forming mechanism and static mechanical properties of self-piece riveting[J]. Materials Review,2013,27(2):135-138.)
[8]邓成江,何晓聪,周森,等. 铝-铜合金异质材料单搭自冲铆接头疲劳特性研究[J]. 热加工工艺,2013,42(17):20 -23.(DENG C J,HE X C,ZHOU S,et al. Study on fatigue behavior of single-lap self-piercing riveted joints of aluminum and copper alloy dissimilar sheet materials[J]. Hot Working Technology,2013,42(17):20 -23. )
[9]HAN L,YOUNG K W,CHRYSANTHOU A,et al. The effect of pre-straining on the mechanical behavior of selfpiercing riveted aluminum alloy sheets[J]. Materials and Design,2006,27(10):108 -113.
[10]HAN L,CHRYSANTHOU A,YOUNG K W. Mechanical behavior of self-piercing riveted multi-layer joints under different specimen configurations[J]. Materials and Design,2007,28(7):2024 -2033.
[11]HAN L,CHRYSANTHOU A. Evaluation of quality and behavior of self-piercing riveted aluminum to high strength low alloy sheets with different surface coatings[J]. Materials and Design,2008,29(2):458 -468.
[12]SUN X,STEPHENS E V,KHALEEL M A. Fatigue behaviors of self-piercing rivets joining similar and dissimilar sheet metals[J]. International Journal of Fatigue,2007,29(2):370 -386.
[13]IYER A,HU S J,BRITTMAN F L,et al. Fatigue of single-and double-rivet self-piercing riveted lap joints[J]. Fatigue Fract Eng Mater Struct,2005,28(11):1 -11.
[14]LI D Z,HAN L,THORNTON M,et al. The influence of fatigue on the stiffness and remaining static strength of selfpiercing riveted aluminum joints[J]. Materials and Design,2014,54:301 -314.
[15]刘福龙,何晓聪,曾凯,等. 局部热处理对压印接头力学性能的影响分析[J]. 热加工工艺,2014,43(14):212 -216.(LIU F L,HE X C,ZENG K,et al. Analysis on effect of local heat treatment on mechanical properties of clinched joints[J]. Hot Working Technology,2014,43(14):212-216. )
[16]付鹏飞,毛智勇,李晋炜,等. 焊后电子束局部热处理对GH4133 合金接头疲劳性能的影响[J]. 焊接,2005(12):18 -21.(FU P F,MAO Z Y,LI J W,et al. The effects of electron beam post-weld local heat treatment on the fatigue property of GH4133 super alloy[J]. Welding & Joining ,2005(12):18 -21. )
[17]樊新民. 热处理工实用技术手册[M]. 2 版. 南京:江苏科学技术出版社,2009.