针对半豆荚杆的先进拉挤成型压力研究
2015-09-12鞠博文齐俊伟
鞠博文, 齐俊伟, 李 涛, 诸 静, 肖 军
(1.南京航空航天大学材料科学与技术学院,南京 210016;2.上海复合材料科技有限公司,上海 201112)
复合材料具有比强度高、比模量高、性能可设计等特点,在航天领域得到了广泛的应用。复合材料豆荚杆由德国宇航中心(DLR)最先开发,由两个“Ω”型壳结构(半豆荚杆)通过胶接而成的可收拢薄壁管状构件。该构件收拢时可存放在很小的空间内,展开时能够依靠自身弹性恢复为管状杆,并具有超轻质量和高扭转刚度等优点,在太阳帆、空间可展开天线等航天器材领域具有广泛的应用前景[1~6]。
复合材料豆荚杆属于薄壁的超长尺寸结构,传统的复合材料制备工艺普遍存在生产成本高、效率低、制件长度受成型设备尺寸限制的缺点,传统工艺并不适用于超长半豆荚杆的制备[7,8]。先进拉挤(advanced pultrusion,ADP)技术是新近发展起来的复合材料成型方法,它以预浸料为原材料,经过预处理、热压、后固化、切边以及无损检测等步骤,连续生产出长尺寸、等截面的复合材料制件。该工艺突出的特点在于生产效率高、成本低,制品长度不受限制[9~11],将 ADP 技术应用于半豆荚杆的制备,可以得到长尺寸制件。南京航空航天大学与上海复合材料科技有限公司展开了基于ADP成型技术的半豆荚杆制造技术研究,并成功制得了长50m的半豆荚杆。
在半豆荚杆的ADP实验研究过程中发现双硬模成型的方式会造成制件的厚度不均匀,为解决这个问题,采用软模/硬模复合加压:将硅橡胶添加到两个钢质模具之间,调控成型面的接触应力分布均匀化,得到满足要求的半豆荚杆。但其均压程度、压力分布特征与硅橡胶参数间的关系未及深入研究。
本工作应用有限元软件 ABAQUS对预浸料ADP拉挤模具系统建模,计算了分别采用不同垂向厚度的等距面硅橡胶与不同竖向厚度的平移面硅橡胶时,模具型面上接触压力的分布情况,并以离散系数评价压力分布均匀性的优劣,研究最为理想的设计参数。
1 热压模具有限元模型
1.1 ADP半豆荚杆工艺
ADP工艺的本质是连续脉动的热压成型,它通过模具的开合与制件的步进牵引相结合,实现连续的热压定型固化过程,制备出长度不受限制的半豆荚杆。如图1所示,为双硬模的横截面示意图,模具的上表面施加载荷后,反映在模具型面上的压力垂直于型面,制件所受压力等于施加载荷在型面法向上的分力。由于模具型面具有一定的曲率,型面法向与竖直方向的夹角连续变化,导致制件沿横截面方向上各点所受压力不均。
基于工程应用的可行性,本工作研究了等距面与平移面两种截面形状的硅橡胶调压层:等距面硅橡胶是指硅橡胶上下表面垂直方向上的距离处处相等;而平移面是指硅橡胶的上下表面几何形状相同,硅橡胶在竖直方向上的厚度处处相等。

图1 双硬模横截面示意图Fig.1 Cross-section diagram of double hard molds
1.2 简化模型
在实际的热压模具中,硅橡胶的四周存在挡边限制,将其考虑到有限元模型中时,会增加约束条件。而本工作重点研究型面上的接触压力分布,需要对模型进行简化。
1.2.1 载荷、温度场与边界条件
实际制备过程中,半豆荚杆制件的成型压力为1MPa,热压温度为156℃,因此,在上模的上表面施加1MPa的均布载荷,在整个模具上定义156℃的温度场。
结合工程实际,建立三个边界条件:1)限制下模底面U2(Y轴)方向的自由度;2)取底面中点,并限制该点所有的6个自由度,以消除刚体位移;3)由于硅橡胶软模的四周装有挡边,在受热时,软模只能沿着竖直方向膨胀变形,因此限制硅橡胶四周表面除U2以外的所有自由度。图2为前处理完成后的简化模型。
1.2.2 型面节点选取的简化
为了得知型面上压力分布的均匀性,需要提取出整个型面上各个节点的应力,但是数据过于庞大,故对其进行简化处理。

图2 前处理完成后的简化模型Fig.2 Pre-processed simplified model
首先,由于模具型面为对称结构,因此可以只取型面的1/4进行分析。此时,两个边界的长度分别为横向150mm和轴向100mm。其次,结合ADP工艺特点,制件在模具口的时间较短,大部分时间都处于模具内,因此,可以将模具入口处横截面上的节点舍去。再次,半豆荚杆在经过热压固化成型后,在两边会产生纤维毛刺、飞边、局部树脂聚集等缺陷;为了保证后续半豆荚杆胶接成豆荚杆的胶接质量,须对制件进行修边处理,因此边缘区域节点上的压力大小并不重要。另外,在热压过程中,由于制件沿轴线方向所经历的热压历史是一致的,而沿着横截面方向则不一样,所以在该方向上的接触压力分布的均匀性更为重要。经上述分析,可以进行如下简化:两个边界的长度分别为140mm和90mm,取单元横向边长为10mm,轴向边长为20mm,则共有75个节点。
1.3 材料属性
本工作所用硅橡胶为液体双组份硅橡胶R-10301,其部分材料属性如表1所示,硬模的材料属性参考文献[12,13]。

表1 软模和硬模的相关材料属性Table 1 Material properties of the soft mold and hard mold
硅橡胶属于超弹性材料,ABAQUS采用应变势能来表达超弹性材料的应力-应变关系,而不是用杨氏模量与泊松比[13~15]。采用 Mooney-Rivlin本构模型,其表达式为:

式中:U是应变势能;J是弹性体积比;I1和I2是材料中的扭曲度量;C10,C01,D1是材料参数,其中D1表征了材料的可压缩性。采用文献[16]所提供的参数估算方法,结合已知硅橡胶的硬度(约为HS35),估算得到 C10=0.1867,C01=0.0467;实际热压时硅橡胶受到高度约束,热压装置增压后硅橡胶竖直厚度减小,需要考虑其可压缩性,可取 D1=0.2142[13]。
1.4 单元类型与划分网格
本工作所用硅橡胶属于近似不可压缩材料,采用C3D8H杂交单元,钢质硬模则采用C3D8R单元。
考虑到模具型面的复杂性,为了细化和均匀化接触部分的网格,得到较为精确的计算结果,对模具各个部件进行分割。以采用20mm平移面硅橡胶的模压模具简化模型为例,图3给出了分割部件后,模型的网格划分情况。
2 结果与分析
2.1 等距面接触压力分布
图4是采用不同垂向厚度的等距面硅橡胶时,下模型面上的接触压力分布情况。

图3 模型的网格划分图Fig.3 Meshing diagram of the model

图4 不同垂向厚度等距面硅橡胶加压型面接触应力分布Fig.4 Contact pressure distributions on the molded surfaces with different thicknesses of offset surface silicone rubbers (a)5mm;(b)10mm;(c)20mm;(d)30mm;(e)40mm;(f)50mm
从图4中可以看出,硅橡胶垂向厚度的改变,导致了型面上接触应力分布不断变化。图4a反映了接触压力沿横截面方向分布的不均匀,拱顶和平面部分的应力水平较高,圆弧过渡区域较低。随着硅橡胶垂向厚度的增加,拱顶的应力水平降低,圆弧过渡处升高,应力云图各部分之间的色差逐渐减小,应力分布向均匀化发展。为了更加直观地看出型面上的接触压力沿着横截面方向上的分布情况,现取中截面进行研究。根据型面几何形状的对称性,只需取半个型面上的节点绘制接触压力分布曲线,如图5所示。
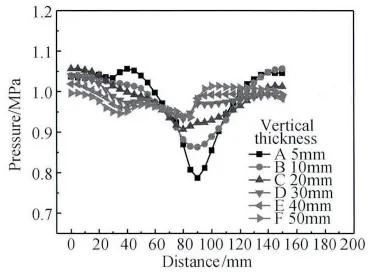
图5 不同垂向厚度等距面硅橡胶加压型面中截面上的接触压力分布Fig.5 Contact pressure distributions on the middle cross-sections of molded surfaces with different thicknesses of offset surface silicone rubbers
图5中的横坐标表示所选节点距型面轴向边缘的距离(沿着型面),纵坐标表示该节点的接触压应力。随着硅橡胶垂向厚度的增加,截面上的接触压力逐渐均匀化,而当硅橡胶垂向厚度分别为30mm,40mm和50mm时,接触压力均匀性不能直观地从图5得出结论,故采用离散系数进行评价,如表2所示。

表2 不同垂向厚度的等距面硅橡胶加压型面中截面上接触压力分布的离散程度Table 2 Dispersion degrees of contact pressure distributions on the middle cross-sections of molded surfaces with different thicknesses of offset surface silicone rubbers
结合图5与表2可以发现:随着硅橡胶垂向厚度的增加,离散系数逐渐减小,表明接触压力均匀性逐渐提高。当厚度为40mm时,均匀性最好,随后均匀性逐渐下降;但是,上图所给数据只是中截面上的接触压力分布,无法确定该数据是否能够代表整个型面上压力的均匀性,因此,需要提取出型面上各个节点的应力加以验证。应用前文所述型面上节点选取的简化方式,提取型面上75个节点的接触压力,并计算其离散系数,结果如表3所示。

表3 不同垂向厚度的等距面硅橡胶加压型面上接触压力分布的离散程度Table 3 Dispersion degrees of contact pressure distributions on molded surfaces with different thicknesses of offset surface silicone rubbers
随着硅橡胶垂向厚度的增加,型面上接触压力的离散系数呈先减小后增大的趋势,即接触压力分布的均匀性先提高后降低。当垂向厚度为40mm时,接触压力分布最均匀,各节点接触压力的离散系数为2.02%。对于等距面硅橡胶而言,简化后所选节点接触压力分布的离散程度,与选取典型截面上接触压力分布的离散程度所反映的规律相同,说明选取典型横截面具有一定的代表性。
2.2 平移面接触压力分布
图6给出了采用不同竖向厚度的硅橡胶材料时,下模型面上的接触压力分布情况。
如图6所示,采用竖向厚度5mm的硅橡胶时,模具型面上圆弧部分存在多个应力水平较高的区域;采用竖向厚度10mm的硅橡胶时,模具型面上的压力分布则变得均匀化;之后,随着竖向厚度的增加,高应力区扩大,应力云图各部分之间的色差逐渐增大,表明压力均匀性逐渐降低。采用与等距面硅橡胶相同的研究方法绘制接触压力分布曲线,如图7所示。
相较于等距面硅橡胶,不同竖向厚度的平移面硅橡胶传压的均匀性十分相近。图7中大致可以看出10mm的压力分布最均匀,但难以确定变化趋势,故用离散系数进行评价,如表4所示。
表4中数据所反映的规律与等距面硅橡胶的情况相反,当竖向厚度较小时,压力的均匀性更好。同样的,需要验证选取典型横截面所得结果的代表性,计算型面上75个节点接触压力值的离散系数,如表5所示。

图6 不同竖向厚度的平移面硅橡胶加压型面接触应力分布Fig.6 Contact pressure distributions on the molded surfaces with different thicknesses of translated surface silicone rubbers (a)5mm;(b)10mm;(c)20mm;(d)30mm;(e)40mm;(f)50mm

图7 不同竖向厚度的平移面硅橡胶加压型面中截面上的接触压力分布Fig.7 Contact pressure distributions on the middle cross-sections of molded surfaces with different thicknesses of translated surface silicone rubbers

表4 不同竖向厚度的平移面硅橡胶加压型面中截面上接触压力分布的离散程度Table 4 Dispersion degrees of contact pressure distributions on the middle cross-sections of molded surfaces with different thicknesses of translated surface silicone rubbers

表5 不同竖向厚度的平移面硅橡胶加压型面上接触压力分布的离散程度Table 5 Dispersion degrees of contact pressure distributions on molded surfaces with different thicknesses of translated surface silicone rubbers
表5所示结果与表4数据所反映的规律是一致的。随着硅橡胶竖向厚度的增加,型面上接触压力分布的均匀性大致呈现出先提高后降低的趋势。较等距面硅橡胶而言,平移面硅橡胶传压均匀性更好,并且在竖向厚度为10mm时,型面压力分布的离散程度最低,仅为0.8%。
2.3 不同材料体系硅橡胶对压力分布的影响
上述研究了硬度约为HS35的硅橡胶对成型压力分布的影响,为探讨研究结果对不同产品材料体系是否均适用,对采用竖向厚度为10mm、不同硬度的平移面硅橡胶的热压模型进行有限元模拟,结果如表6所示。

表6 不同硬度的平移面(10mm)硅橡胶加压型面上接触压力分布的离散程度Table 6 Dispersion degrees of contact pressure distributions on molded surfaces with different hardnesses of translated surface silicone rubbers
表6结果显示,硅橡胶的硬度越低,其均压作用越明显;随着硅橡胶硬度的增加,型面上的接触压力分布的离散程度逐渐升高,其均压作用逐渐降低;当硬度大于HS50后,硅橡胶的均压作用并不明显,因此,可以认为前述研究结果适用于硬度低于HS50的硅橡胶材料。
3 结论
(1)对于采用等距面硅橡胶的热压模具,随着垂向厚度的增加,型面上接触压力分布的均匀性呈现先提高后降低的趋势。当垂向厚度为40mm时,型面上压力分布的离散系数为极小值,为2.02%。
(2)对于采用平移面硅橡胶的热压模具,随着竖向厚度的增加,型面上接触压力分布的均匀性呈现先提高后降低的趋势。当竖向厚度为10mm时,型面上压力分布的离散系数为极小值,为0.8%。
(3)平移面硅橡胶传压整体上比等距面硅橡胶传压更加均匀。
(4)不同硬度的硅橡胶材料所具有的均压作用不同,只有当硅橡胶硬度低于HS50时才有较为明显的均压作用,因此本研究结果适用于硬度低于HS50的硅橡胶材料。
[1]陈务军,张淑杰.空间可展结构体系与分析导论[M].北京:中国宇航出版社,2006.
[2]KASAI T,OKAMOTO M,KURIYAMA S.Method and apparatus for continuous molding of fiber reinforced plastic member with curvature:USA,20050029707[P].2005 -02-10.
[3]LEIPOLD M,EIDEN M,GARNER C E,et al.Solar sail technology development and demonstration[J].Acta Astronautica,2003,52(2):317 -326.
[4]PUIG L,BARTON A,RANDO N.A review on large deployable structure for astrophysics missions[J].Acta Astronautica,2010,67(1/2):12-26.
[5]白江波,熊峻江,高军鹏,等.可折叠复合材料豆荚杆的制备与验证[J].航空学报,2011,32(7):1217-1223.(BAI J B,XIONG J J,GAO J P,et al.Fabrication and validation of collapsible composite lenticular tubes[J].Acta Aeronautica et Astronautica Sinica,2011,32(7):1217-1223.)
[6]肖健,齐俊伟,肖军,等.面向半豆荚杆的先进拉挤装备技术研究[J].玻璃钢/复合材料,2014(11):42-47.(XIAO J,QI J W,XIAO J,et al.Research on advanced pultrusion equipment technology of half lenticular tube[J].Fiber Reinforced Plastics/Composites,2014(11):42 -47.)
[7]齐俊伟,肖军,王跃全.超长复合材料应变能杆件连续自动化成型技术及应用[J].航空制造技术,2013(15):44-46.(QI J W,XIAO J,WANG Y Q.Technology and application of continuous automated molding for long composites strain energy rod[J].Aviation Precision Manufacturing Technology,2013(15):44 -46.)
[8]窦冲.帽形梁先进拉挤热压装置及制件的性能研究[D].南京:南京航空航天大学,2013.(DOU C.Research on hot pressing equipment of advanced pultrusion manufactured hat-stiffeners and mechanical properties[D].Nanjing:Nanjing University of Aeronautics and Astronautics,2013.)
[9]UMEDA K,ASARI K,KURIYAMA S.Method for continuously forming structural member:USA,7967932[P].2011-06-28.
[10]DALE B.Advanced pultrusion takes off in commercial aircraft structures[EB/OL].CompositesWorld,2003 -09 -01[2015 -07 -08].http://www.compositesworld.com/articles/advanced-pultrusion-takes-off-in-commercial-aircraft-structures.
[11]SICKINGER C.Lightweight deployable booms,design,manufacture,verification,and smart materials application[C]//The 55thInternal Astronautical Congress,Vancouver,Canada:IAF/IAA/IISL,2004.
[12]石亦平,周玉蓉.ABAQUS有限元分析实例详解[M].北京:机械工业出版社,2006.
[13]庄茁,由小川,廖剑晖,等.基于ABAQUS的有限元分析和应用[M].北京:清华大学出版社,2009.
[14]易周鑫.基于橡胶拉伸的实验研究[D].重庆:重庆交通大学,2012.(YI Z X.Experimental study based on rubber stretch[D].Chongqing:Chongqing Jiaotong University,2012.)
[15]王伟,邓涛,赵树高.橡胶Mooney-Rivlin模型中材料常数的确定[J].特种橡胶制品,2004,25(4):8-10.(WANG W,DENG T,ZHAO S G.Determination for material constants of rubber Mooney-Rivlin model[J].Special Purpose Rubber Products,2004,25(4):8 -10.)
[16]左亮.机车车辆中常用橡胶件的有限元分析[D].成都:西南交通大学,2008.(ZUO L.Finite element analysis of common rubber components used in locomotive and vehicle[D].Chengdu:Southwest Jiaotong University,2008.)