新型点磨削砂轮磨削参数对磨削温度影响研究
2015-10-29尹国强巩亚东
尹国强 巩亚东 王 超 崔 权
东北大学,沈阳,110819
新型点磨削砂轮磨削参数对磨削温度影响研究
尹国强巩亚东王超崔权
东北大学,沈阳,110819
提出了一种带有粗磨区倾角θ的陶瓷结合剂CBN点磨削砂轮,这种新型砂轮具有磨除率高、加工精度好等优点。研究了磨削热产生与分配理论和红外测温原理。分别用不同θ角的砂轮在一系列磨削参数条件下磨削QT700材料的阶梯轴,用Thermovision A40M热像仪测量砂轮磨削工件时接触区的平均温度,得出了偏转角α、磨削深度ap、工件轴向进给速度vf和砂轮速度vs在磨削过程中对磨削温度的影响规律,并且比较了在同一组磨削参数下,三种不同θ角砂轮对磨削温度的影响情况。
粗磨区倾角;点磨削;磨削参数;磨削温度
0 引言
磨削温度对工件表面质量和磨具性能都有极大的影响,是磨削加工中非常重要的因素。磨削过程对去除的单位体积金属有极高的能量输入,几乎所有的能量转化都集中在磨削区[1]。产生的高温可引起各种形式的工件热损伤,如烧伤、金相转变等[2]。磨削的热效应对工件表面质量和使用性能有极大的影响。磨削区大量的磨削热也会影响到砂轮的使用寿命和磨削精度[3]。本文主要研究三片不同粗磨区倾角θ的点磨削砂轮及磨削参数对磨削温度的影响。磨削温度是加工时由磨削热所引起的工件温升的一个总称[4]。在工程研究中可按照不同的要求将磨削温度区分为工件总体的平均温度、磨削区的平均温度、磨粒磨削点温度等[5]。本文所研究的温度是磨削区的平均温度。
1 理论研究
1.1新型砂轮结构
本文所用的陶瓷结合剂CBN点磨削砂轮的磨料层在砂轮的轴向前端设置有粗磨区倾角θ,倾角的存在使得砂轮和工件的接触形式发生变化,也使得磨屑更容易排出,从而减少了磨屑堆积现象。
为了保证许用切深ap能够实现,砂轮磨料层倾角的高度Δ要比点磨削工艺许用切深ap大30%~50%,即Δ=(1.3~1.5)ap=Cap。参见图1,砂轮磨料层倾角的高度Δ、砂轮宽度B、精磨区宽度b存在如下关系:
Δ=(B-b)tanθ
(1)
因此,点磨削砂轮的许用切深可表示为
(2)

(a)接触区域

(b)局部放大图1 点磨削砂轮与工件接触区域
磨料层精磨区宽度一定时,粗磨修整倾角越大,许用切深越大,越容易获得更大磨除率[6]。

(3)
角度越小,实际有效切深越小,砂轮磨损越小。因此,兼顾材料去除率和砂轮磨损两个方面,粗磨区修整倾角θ∈[10°,20°]。此外,点磨削工艺为保证良好的磨削表面,要求精磨区宽度大于砂轮全宽的一半,即b>B/2。
一般情况下点磨削砂轮的许用切深ap=0.2~0.4 mm,其材料去除率高,比普通磨削切深大一个量级,取许用切深ap=0.4 mm,Δ=1.3ap,点磨削砂轮宽度B=5 mm,得砂轮粗磨区倾角在砂轮侧面的高度Δ=0.52 mm,则根据图1b得
X=B-b=0.52/tanθ(mm)
(4)
当θ=10°时,可计算X=2.95 mm,b=2.05 mm,当θ=16°时,可计算X=1.8 mm,b=3.2 mm。本文所用砂轮粗磨区宽度X=1.8 mm,精磨区宽度b=3.2 mm。
1.2磨削热产生与分配理论
磨削热来源于磨削功率的消耗,磨削加工的比能非常高,这些能量绝大部分转化成热能,传递到工件、砂轮、切屑、磨削液,此外还有辐射散逸[7]。磨削过程中消耗的能量大部分转化为砂轮与工件接触区域的热量,由于介质导热属性的不同,故大部分热量传向工件。
文献[8]在金属材料的高效深磨方面作了大量的研究后,提出了磨削过程中,总的热量主要分配在工件、砂轮、磨屑和磨削液中的理论模型。根据Rowe建立的砂轮工件热分配模型,磨削产生的热量主要分为4种介质传递:砂轮、工件、切屑和冷却液,即由机床消耗功率转化的热量按照比例在4种介质之间进行分配。图2所示为平面磨削时砂轮与工件的几何位置关系和热传递模型。

图2 磨削中热传递模型
从图2中可以清晰观测热量分配途径,且不同传递介质之间的系数总和为1,即
qt=qs+qw+qc+qf
(5)
Rs+Rw+Rc+Rf=1
(6)
式中,qt、qs、qw、qc、qf分别为磨削产生的总热量,传入砂轮、工件、切屑和冷却液的分热量;Rs、Rw、Rc、Rf分别为热能向砂轮、工件、切屑和冷却液传递的分配系数,当干磨时,Rf为向空气的传递系数,可转换为辐射热[9]。
为了计算接触区域内产生的热量,需利用磨削加工中消耗的功率,即磨削产生的热量为
(7)
式中,P为磨削功率;lc为砂轮与工件的接触弧长;bw为砂轮与工件的接触宽度;Ft为切向磨削力。
传向不同介质的热流量为
qx=Rxqtx=s、w、c、f
(8)
1.3红外测温原理
红外测温的方法灵敏度高、反应速度快,具有直观、简便、可远距离非接触监测等优点,在恶劣环境下测量物体表面温度时具有较大优越性。最大优势在于可非接触地监测物体较大表面积温度分布[10]。可是,该方法的缺点是不能进入磨削区测量,只能测到已加工表面上尽可能靠近磨削区位置的温度,并且磨削液、气流以及磨屑都会对其造成影响,红外测温方法需要知道辐射体的辐射系数,而辐射系数又决定于它的表面状态,即预先测定的辐射系数与磨削中的实际状态不一定一致。因此,红外测温系统适用于直接测量工件表面下方一定距离外的温度变化。
红外热像仪测温会因反射率、环境温度、大气温度、测量距离和大气衰减等因素而影响测温的准确性。使用红外热像仪测得的。辐射温度、颜色温度和亮度温度都不是磨削表面的真实温度,与磨削表面的真实温度之间存在一定的差异[10-11]。必须知道磨削表面的材料发射率(黑度系数)才可求得磨削表面真实温度。
磨削表面的材料发射率不仅与材料的组分、表面状态及考察波长有关,还与它所处的温度有关。物质晶体中的原子振动都会随着温度的升高而加剧,当物体温度升高,物体分子激跃至更高能量层,当分子回到较低能量层时,物体就向外辐射能量,即所谓的热辐射[11]。热像仪测量的热辐射能为
Eλ=A0d-2(τα λελLb λ(T0))+
(9)

通常一定条件下,A0d-2为一常量。热像仪一般工作在相对固定的很窄的波段,通常为3~5 μm或8~14 μm。被测表面的真实温度计算式为[12]
(10)
式中,Tr为热像仪指示的辐射温度。
当使用不同波段的热像仪时,n值并不相同。对波段在8~13 μm的热像仪,n值取4.09,对波段在6~9 μm的热像仪,n值取5.33,对波段在2~5 μm的热像仪,n值取8.68。
2 点磨削实验
实验在MK9025A光学曲线磨床上完成,砂轮采用粗磨区倾角θ分别为0°、10°和16°的三片新型结构点磨削砂轮,该砂轮主要参数如表1所示。
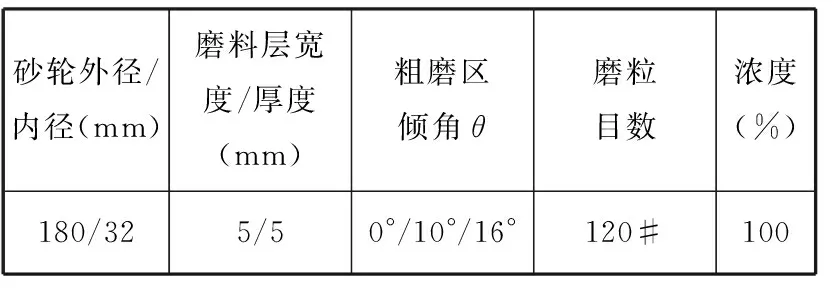
表1 CBN点磨削砂轮主要参数
制作的砂轮如图3所示。工件为QT700材质的阶梯轴,工件转速nw=60r/min不变,依次改变偏转角α、磨削深度ap、轴向进给速度vf、砂轮速度vs等磨削参数,用美国FLIR公司生产的Thermovision A40M热像仪测量砂轮磨削工件时接触区的平均温度。比较相同磨削参数下不同粗磨区倾角θ砂轮与工件接触区域平均温度的区别,实验设定在室温20°环境中,每组实验测3个值,结果取平均值,辐射率设置为0.1,点磨削实验如图4所示。

图4 点磨削实验
实验过程中用热像仪观测到的工件与砂轮接触区域的温度图像见图5。根据1.3节中的理论可知,本实验中测得的温度数值只能在一定程度上反映各参数对磨削温度的影响,不代表真实值,而工件表面温度根据以上理论计算得出。
3 实验结果与分析
3.1偏转角α对磨削温度的影响
实验1磨削参数为:ap=0.03 mm,vf=1.2 mm/min,vs=45 m/s。取变量α分别为-1°、-0.5°、0°、0.5°、1°。由实验1数据可得到偏转角α对磨削温度的影响曲线,如图6所示。

(a)θ=0°

(b)θ=10°

(c)θ=16°图5 热像仪测量磨削温度

图6 偏转角α对磨削温度的影响
从图6可知,3种不同粗磨削区倾角θ的点磨削砂轮,偏转角α对磨削区温度的影响变化曲线近似对称于α=0°。这说明点磨削偏转角α的正负号对温度影响不大,对温度的影响主要取决于其绝对值的大小。随着偏转角α绝对值增大,温度值整体呈递减趋势,因为偏转角α的存在,使得磨削区域接触面积减小,单位时间参与切削的磨粒数减少,单颗磨粒的最大未变形切屑厚度减小,单颗磨粒承受的磨削力减小,从而降低了磨削热的产生,另外,点磨削偏转一定的角度也有利于散热,这些原因都导致了磨削温度的降低。这也证明了点磨削的温度要低于普通磨削温度的结论。
3.2磨削深度ap对磨削温度的影响
实验2磨削参数为:α=0.5°,vf=1.2 mm/min,vs=45 m/s。取变量ap分别为0.01 mm、0.03 mm、0.05 mm、0.08 mm,由实验2数据可得到磨削深度ap对磨削温度的影响曲线,如图7所示。
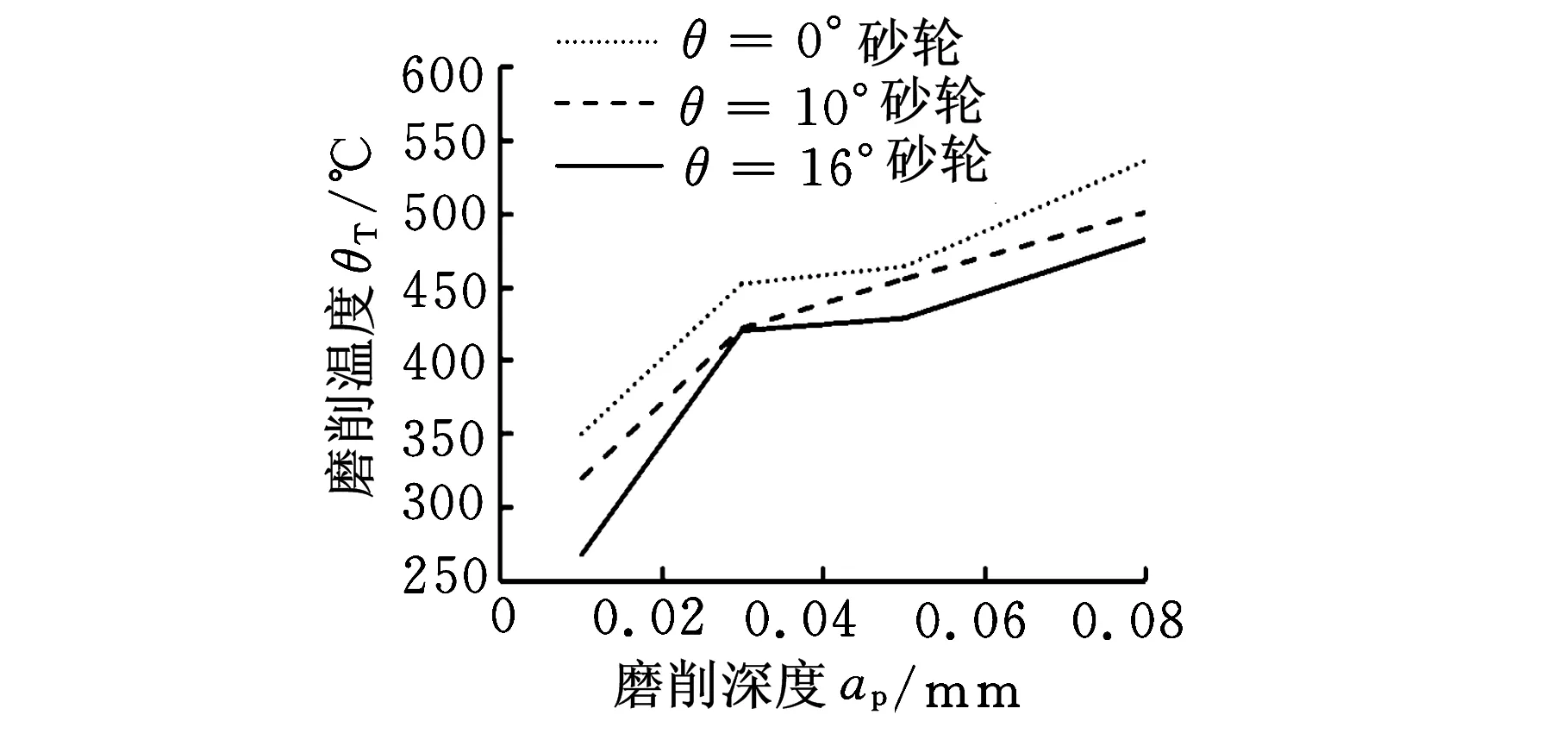
图7 磨削深度ap对磨削温度的影响
从图7可知,随着磨削深度的增大,磨削温度曲线呈上升趋势。由于磨削深度的增大,一方面磨粒切削厚度增加,单位时间的磨除量增大,磨削能增大;另一方面接触弧长增大,有效磨粒的总数增多,使得磨削力显著地增大,磨削接触弧长变长,砂轮与试件的接触面积增大,散热条件不良,磨削热增加,磨削温度升高。
3.3轴向进给速度vf对磨削温度的影响
实验3磨削参数为:α=0.5°,ap=0.05 mm,vs=45 m/s,取变量vf分别为0.6 mm/min、1.2 mm/min、1.8 mm/min、 2.4 mm/min。由实验3数据可得到工件轴向进给速度vf对磨削温度的影响曲线,如图8所示。

图8 工件轴向进给速度vf对磨削温度的影响
从图8可知,随着工件轴向进给速度的增大,温度曲线呈递增趋势,当进给速度大于1.2 mm/min时,曲线上升趋势相对缓慢。工件轴向进给速度增大,磨削功率增大,砂轮与工件间的作用力增大,摩擦加剧,产生更多的热量,从而升高了磨削温度。
3.4砂轮速度vs对磨削温度的影响
实验4磨削参数为:α=0.5°,ap=0.05 mm,vf=1.2 mm/min,取变量vs分别为35 m/s、45 m/s、50 m/s、60 m/s。由实验4数据可得到砂轮速度vs对磨削温度的影响曲线,如图9所示。

图9 砂轮速度vs对磨削温度的影响
从图9可知,随着砂轮速度的增加,磨削温度曲线呈上升趋势。砂轮速度增大,单位时间内工作磨粒数增多,磨屑分割得更细,同时产生耕犁及滑擦作用的磨粒数增多,导致摩擦加剧,产生的热量增多,从而使得磨削温度升高。
三片砂轮中θ=16°的砂轮磨削温度最低,θ=10°的砂轮磨削温度稍高些,θ=0°的砂轮磨削温度最高。这是由于粗磨区倾角θ的存在使切屑更容易排出磨削区,从而减少了磨屑堆积现象。因砂轮与工件的接触区域变小,磨削时的整体磨削力减小,磨削过程更平稳,因而磨削温度也有所降低。
4 结论
(1)点磨削偏转角α的正负对温度影响不大,对磨削区温度的影响主要取决于其绝对值的大小。随着偏转角α绝对值增大,温度值整体上呈递减趋势。
(2)随着磨削深度的增大,磨削温度不断升高。随着工件轴向进给速度的增大,磨削温度呈递增趋势。随着砂轮速度的增大,磨削温度也逐渐升高。
(3)粗磨削区倾角θ的存在降低了磨削温度,θ=16°的砂轮磨削温度最低,θ=0°的砂轮磨削温度最高。
[1]巩亚东,仇健,李晓飞,等.超高速点磨削相关机理研究[J].机械工程学报,2010,46(17):172-178.
Gong Yadong,Qiu Jian,Li Xiaofei,et al.Study on the Correlative Mechanism of Super High-speed Point Grinding[J].Journal of Mechanical Engineering,2010,46(17):172-178.
[2]徐鸿钧.磨削温度的测量技术[J].磨料磨具与磨削,1986,36(6):11-15.
Xu Hongjun.Grinding Temperature Measurement Technology[J].Diamond & Abrasives Engineering,1986,36(6):11-15.
[3]Malkin S.磨削技术理论与应用[M].蔡光起,巩亚东,宋贵亮,译.沈阳:东北大学出版社,2002.
[4]Quo C,Malkin S.Heat Transfer in Grinding[J].Journey of Materials Processing & Manufacturing Science,1992,1(1):16-27.
[5]Kuriyagawa T,Syoji K,Ohshita H.Grinding Temperature within Contact Arc between Wheel and Workpiece in High-efficiency Grinding of Ultrahard Cutting Tool Materials[J].Journal of Materials Processing Technology,2003,136(1):39-47.
[6]张国华.超高速磨削温度的研究[D].长沙:湖南大学,2006.
[7]Rowe W B,Morgan M N, Black S C E.A Simplified Approach to Control of Thermal Damage in Grinding[J].Annals of the CIRP,1996,45(1):299-302.
[8]Chen Xun,Rowe W B.Analysis and Simulation of the Grinding Process—Part I:Generation of the Grinding Wheel Surface[J].International Journal of Machine Tools and Manufacture,1996,36(8):871-882.
[9]Rowe W B,Black S C E,Mills B,et al.Experimental Investigation of Heat Transfer in Grinding[J].CIRP Annals-Manufacturing Technology,1995,44(1):329-332.
[10]孙丽,宦克为,邸旭,等.距离对红外热像仪测温精度的影响及校正方法研究[J].长春理工大学学报(自然科学版),2008,31(1):33-35.
Sun Li,Huan Kewei,Di Xu,et al.Research on the Influence Upon Accuracy of IR Thermal Temperature Measuring in Distance and Correction Method[J].Journal of Changchun University of Science and Technology(Natural Science Edition),2008,31(1):33-35.
[11]张先明.红外热像仪测温功能分析[J].激光与红外,2007,37(7):648-649.
Zhang Xianming.Study on the Measurement Temperature Function of Infrared Imaging System[J].Laser & Infrared,2007,37(7):648-649.
[12]Hwang J H, Kompella S, Chandrasekar S. Measurement of Temperature Field in Surface Grinding Using Infrared(IR) Imaging System[J].ASME Transactions Journal of Tribology,2003,125:377-383.
(编辑袁兴玲)
Study on Effects of Novel Point Grinding Wheels Processing Parameters on Grinding Temperature
Yin Guoqiang Gong Yadong Wang Chao Cui Quan
Northeastern University,Shenyang,110819
A vitrified bond CBN point grinding wheel with coarse grinding area slope angleθwas presented.The removing rate of new grinding wheels is higher and the machining accuracy is better than that of conventional wheels.The theory of grinding heat generation and distribution and infrared temperature measurement were studied.These wheels with different coarse grinding area slope angleθwere used to grind the stepped shaft of QT700 with a series of grinding parameters.Thermovision A40M were used to measure the grinding contact area temperature.The effects of different grinding parameters such as deflection angleα, grinding depthap,workpiece axial feed ratevfand wheel speedvson grinding temperature were generalized.In the same group of grinding parameters,the effects of these different wheels on grinding temperature were contrasted.
coarse grinding area slope angle;point grinding;grinding parameter;grinding temperature
2013-07-31
国家自然科学基金资助项目(51075064,51205053)
TG580.6DOI:10.3969/j.issn.1004-132X.2015.06.002
尹国强,男,1983年生。东北大学机械工程与自动化学院博士研究生。主要研究方向为磨削与精密加工。发表论文10余篇。巩亚东,男,1958年生。东北大学机械工程与自动化学院教授、博士研究生导师。王超,男,1986年生。东北大学机械工程与自动化学院博士研究生。崔权,男,1986年生。东北大学机械工程与自动化学院硕士研究生。
