响应面法优化干制无花果果醋发酵工艺的研究
2015-09-29张亚南王晓菡古丽娜孜新疆农业大学食品科学与药学学院新疆乌鲁木齐80052新疆轻工职业技术学院食品与生物技术学院新疆乌鲁木齐8002新疆粮淮科学研究所新疆乌鲁木齐80002
王 鹏,张亚南,王 璐,王 威,王晓菡,古丽娜孜,武 运*(.新疆农业大学食品科学与药学学院,新疆乌鲁木齐80052;2.新疆轻工职业技术学院食品与生物技术学院,新疆乌鲁木齐8002;.新疆粮淮科学研究所,新疆乌鲁木齐80002)
响应面法优化干制无花果果醋发酵工艺的研究
王鹏1,2,张亚南1,王璐1,王威1,王晓菡3,古丽娜孜1,武运1*
(1.新疆农业大学食品科学与药学学院,新疆乌鲁木齐830052;2.新疆轻工职业技术学院食品与生物技术学院,新疆乌鲁木齐830021;3.新疆粮淮科学研究所,新疆乌鲁木齐830002)
以新疆干制无花果为原料酿制无花果果醋,通过单因素试验和响应面分析试验,得到最佳发酵工艺条件。结果表明:无花果果醋的最佳发酵工艺条件为初始酒精度为8.0%vol、醋酸菌接种量为0.6%、发酵温度为30℃,在此最佳醋酸发酵工艺条件下,总酸含量为5.28 g/100 mL,所得果醋风味丰韵饱满醇厚,色泽橙黄而透明,口感酸甜爽口。
干制无花果;醋酸发酵;工艺优化
无花果(Ficus caricaL.)在果树分类学上属桑科榕属植物,为多年生落叶灌木或小乔木果树,属跃变型果实[1]。无花果除鲜食、药用外,还可加工制干、制果脯、果酱、果汁、果茶、果酒、饮料、罐头等。无花果干无任何化学添加剂,味道浓厚、甘甜。新疆是我国无花果最大的产区,栽培于南部,以阿图什地区的无花果最好,品种以早黄较多。国内外大量研究表明,无花果含有丰富的维生素、氨基酸、蛋白质和多糖等人体所需的营养物质,具有清热润肠、生津止咳、消肿解毒、保肝护肝等药用价值,故被称为“营养之果,健康之神”[2]。由于无花果品质不一样,干制无花果在加工过程中,会有部分营养损失,体态和色泽也会受到影响,试验时选择一些等级低、难销售的无花果,将其制成果醋,不仅节约了资源,也为无花果新产品的开发提供了理论依据。随着人们生活水平的提高,人们对健康保健意识的增强,果醋产品越来越受到青睐。果醋中含有的有机酸、花色素、酚类、类黄酮等物质具有维持生理平衡和预防疾病的作用[4]。
本实验以新疆干制无花果为原料,以优化无花果果醋的发酵工艺条件为切入点,在整个发酵过程中设定不同发酵条件,研究干制无花果果汁中总酸等变化,采用单因素试验以及响应面法分析,探究干制无花果果醋发酵的最佳工艺条件,以期为无花果果醋的工业化生产提供新思路和理论依据,满足市场需求。
1 材料与方法
1.1材料与试剂
干制无花果:乌鲁木齐北园春市场;丹保利酿酒酵母:广东丹保利酵母有限公司;醋酸菌(AS1.41):上海佳民酿造食品有限公司;果胶酶(1.2×105U/g):烟台帝伯仕自酿机有限公司;氢氧化钠、酚酞、葡萄糖(均为分析纯):天津市风船化学试剂科技有限公司。
1.2仪器与设备
FA2004N型电子天平:上海菁海仪器有限公司;DZKWD-2型恒温水浴锅:北京市永光明医疗仪器有限公司;PHS-3C型pH计:上海越平科学仪器有限公司;MJ-35BE01A型搅拌机:广东美的精品电器制造有限公司;LDZX-50KB立式电热压力蒸汽灭菌器:上海中安医疗器械厂;THZ-98A恒温振荡箱、DHG-9140A型电热恒温鼓风干燥箱:上海恒科技有限公司;W-CJ-ICU型超净工作台:苏州净化有限公司;酒精计:冀州市耀华器械仪表厂;WYT型手持糖度仪:成都光学厂;TD5A-WS型台式低速离心机:长沙湘仪离心仪器有限公司。
1.3方法
1.3.1无花果果醋加工工艺流程
干制无花果→分选→清洗→破碎、打浆→制备果汁→成分调整→酒精发酵→醋酸发酵→过滤→灭菌→灌装→成品
1.3.2操作要点
果汁制备:从原材料中分选出残次、等级低的干果按照1∶8(g∶mL)的料液比用清水浸泡10 min至果皮破裂、果肉软烂为止,用打浆机打浆。向果浆中加入0.6%的果胶酶,酶解温度为45℃,酶解时间2 h,pH值为3.0时测得干制无花果果汁出汁率为88.8%,用无纺棉纱布过滤可得无花果果汁。
调整成分:用白砂糖调整果汁提取液糖度为12%~16%,焦亚硫酸钠添加量0.2 g/L(以SO2计),用柠檬酸将酸度调整为pH 3.5~4.0。
酵母菌种活化:将酵母菌用35~40℃的2%糖水或4~6倍的糖化醪复水15~20 min,然后在28~34℃下活化1~2 h。
醋酸菌扩大培养:1%葡萄糖,1%酵母膏,调整pH值为5.5,121℃灭菌15 min后冷却加入4%无水乙醇。
醋酸菌二次扩大培养:无花果果汁121℃灭菌15 min后冷却加入4%无水乙醇。
酒精发酵:将0.6%酵母菌菌液加入无花果果汁中,30℃发酵6 d,得到酒精度>8%vol的发酵液。
醋酸发酵:将活化后的醋酸菌液加入酒精发酵液中,并在30℃、150 r/min的条件下摇床培养24~48 h,进行醋酸发酵。杀菌处理:将醋酸发酵液进行澄清后,120℃杀菌5 min。
1.3.3无花果果醋发酵单因素试验
通过单因素试验分别考察醋酸发酵液初始酒精度(2%vol、4%vol、6%vol、8%vol、10%vol、12%vol)、醋酸菌接种量(0.2%、0.4%、0.6%、0.8%、1.0%、1.2%)、发酵温度(26℃、28℃、30℃、32℃、34℃、36℃)对无花果果醋总酸含量的影响[5-8]。
1.3.4响应面试验设计
在单因素试验基础上,采用响应面分析法对干制无花果果醋醋酸发酵试验条件进行优化,选取初始酒精度(%vol)、接种量(%)和发酵温度(℃)作为3个考察因素来研究最佳醋酸发酵条件,以总酸含量(Y)为响应值,利用Design Exper.V.8.0软件设计3因素水平的响应面试验[9-12],因素与水平见表1。
表1 无花果果醋发酵工艺优化响应面分析因素与水平Table 1 Factors and levels of response surface analysis for fig vinegar fermentation technology optimization
1.3.5测定指标
总酸测定参照GB/T 15038—2006《葡糖酒、果酒通用试验方法》中的酸碱滴定法。
2 结果与分析
2.1单因素试验结果
2.1.1不同初始酒精度对干制无花果果醋醋酸发酵的影响
初始酒精度对干制无花果果醋醋酸发酵的影响结果如图1所示。
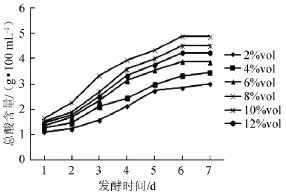
图1 初始酒精度对醋酸发酵的影响Fig. 1 Effect of initial alcohol content on acetic fermentation
由图1可知,随着发酵液初始酒精度增大和发酵时间的延长,总酸含量逐渐增大,发酵第6~7天时,达到最高值。酒精是醋酸菌发酵生成醋酸的底物,当初始酒精度<6%vol时,由于初始酒精度过低,乙醇转化成乙酸的能力减弱,产生总酸含量较少;当初始酒精度为8%vol,发酵产生的总酸含量最高为4.88 g/100 mL;当初始酒精度>10%vol时,由于酒精度过高,抑制了醋酸菌的生长,总酸含量开始降低。因此,选择初始酒精度8%vol为宜。
2.1.2接种量对干制无花果醋酸发酵的影响
选择合适的菌种接种量,不仅可以缩短发酵期,也能将发酵液中的营养物质充分利用,提高果醋的质量。接种量的不同对醋酸发酵也有一定的影响,随着醋酸菌接种量的增加,醋酸菌的含量也是不断增加的,发酵速度由快到慢。接种量对干制无花果果醋醋酸发酵的影响结果如图2所示。
由图2可知,当接种量为0.2%~0.4%时,发酵液的总酸含量并不是很高,发酵7 d时总酸含量为3.33 g/100 mL,发酵不充分,醋酸菌数量增长缓慢,降低了生产率;当接种量为0.6%,发酵7 d时,总酸含量达到最大值为5.12 g/100 mL;当接种量为0.8%~1.0%时,总酸含量开始降低。因此,选择接种量0.6%为宜。
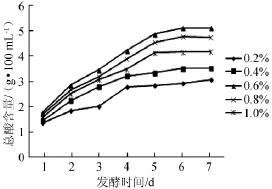
图2 接种量对醋酸发酵的影响Fig.2 Effect of inoculum on acetic fermentation
2.1.3发酵温度对无花果果醋醋酸发酵的影响
发酵温度是影响醋酸菌生长繁殖速度及产酸速度最重要的因素之一,在微生物发酵过程中,发酵温度的高低直接影响着发酵产品的质量。发酵温度对无花果果醋醋酸发酵的影响结果如图3所示。
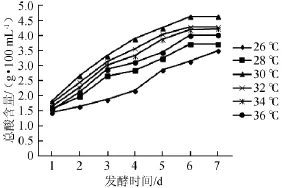
图3 发酵温度对醋酸发酵的影响Fig.3 Effect of fermentation temperature on acetic fermentation
由图3可知,当发酵温度为26~28℃时,产酸速度慢,底物代谢受到影响,发酵产生的总酸含量较低;当发酵温度为30℃时,总酸含量达到最高为4.64 g/100 mL;当发酵温度>32℃时,总酸含量开始下降。因此,选择发酵温度30℃为宜。
2.2干制无花果果醋发酵工艺的优化
2.2.1响应面分析方案与结果
以初始酒精度(X1)、接种量(X2)和发酵温度(X3)作为3个考察因素,以总酸含量(Y)为响应值,响应面试验设计及结果见表2。
将表2试验数据输入计算机经SAS8.2统计软件处理,采用响应曲面统计方法对试验数据进行拟合,建立初始酒精度、接种量和发酵温度3个因子的数学二次多项回归方程。
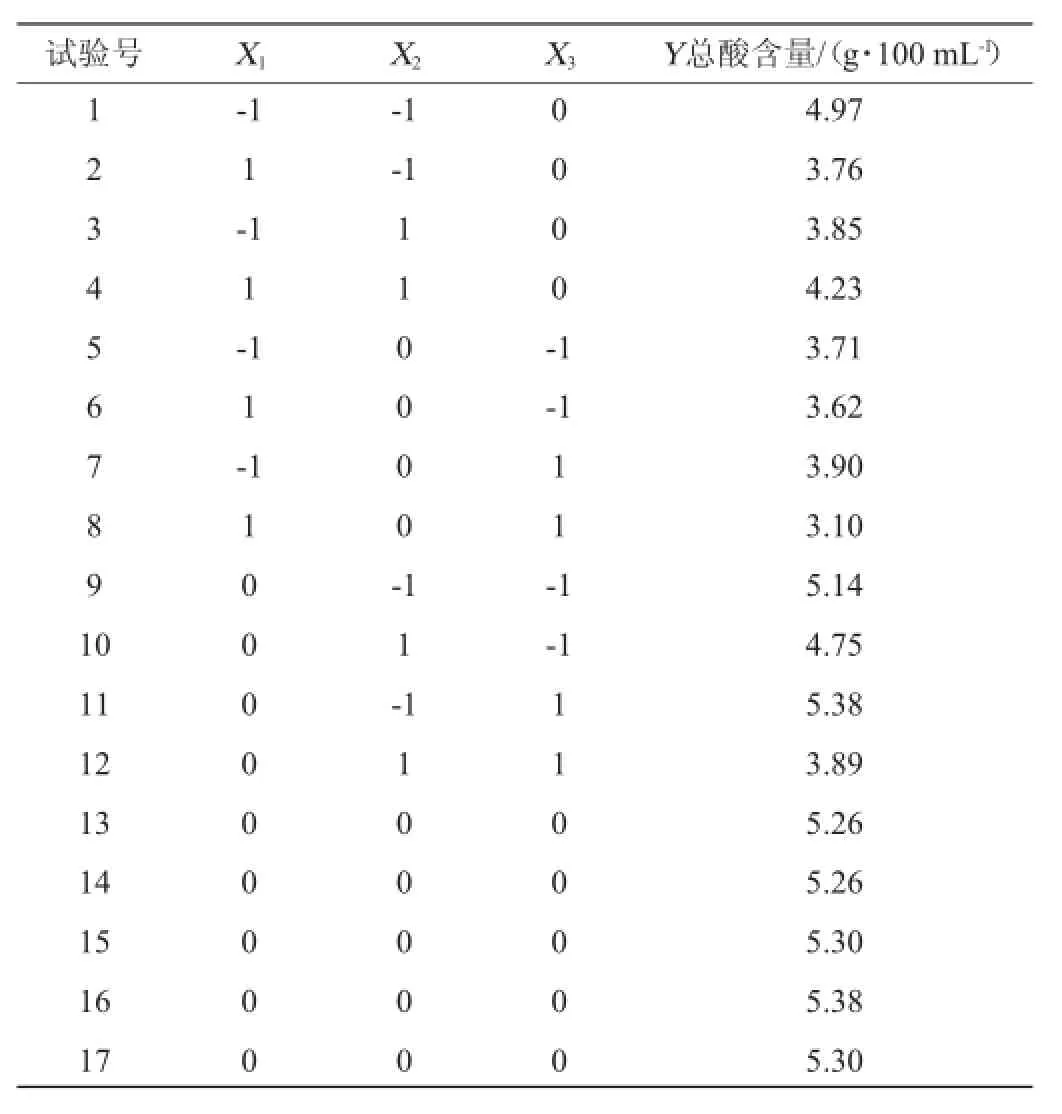
表2 响应面试验设计与结果Table 2 Design and results of response surface experiment

进一步对该回归模型进行显著性检验,响应曲面数据的方差分析结果见表3。
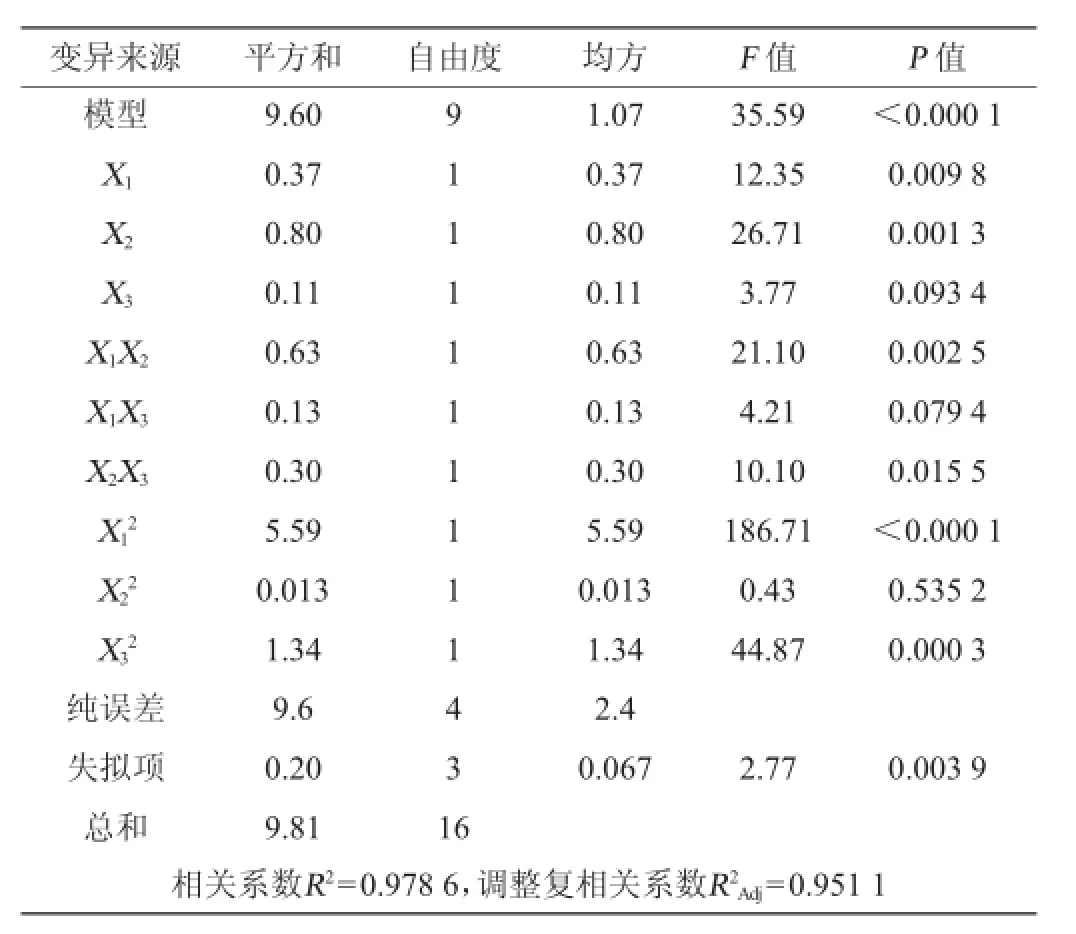
表3 回归模型方差分析Table 3 Variance analysis of the regression model
由表3可知,分析结果显示模型的F=35.59>F0.05=3.18,P<0.0001,表明回归模型极显著。失拟项F=3.77<F0.05=8.81,不显著,模型相关系数R2=0.978 6,说明该模型能解释97.86%的相应值的变化,该模型的拟合程度良好,试验误差小,可以用此模型来分析和预测干制无花果果醋醋酸发酵试验的结果。
2.2.2干制无花果果醋醋酸发酵试验的响应曲面分析与优化
根据回归分析结果,利用Design-Expert软件进行分析,得到响应曲面及等高线图(见图4)。将其中一个因素固定做响应面可获得另外两个因素的交互作用图,通过响应曲面及其等高线图的形状可直观地反映出各因素间交互效应的强弱对响应值的影响。当响应曲面图的抛物面开口向下时,具有极大值点;等高线图的形状呈椭圆形时表示两因素之间作用显著,圆形时相反[13-15]。由图4可知,每个影响因子对于总酸含量都有一个最佳稳定条件,在试验范围内寻找到最优点并得到最佳发酵工艺条件为初始酒精度8.26%vol、接种量0.54%、发酵温度29.81℃时,得到模型预测的总酸含量理论值为5.34 g/100 mL。
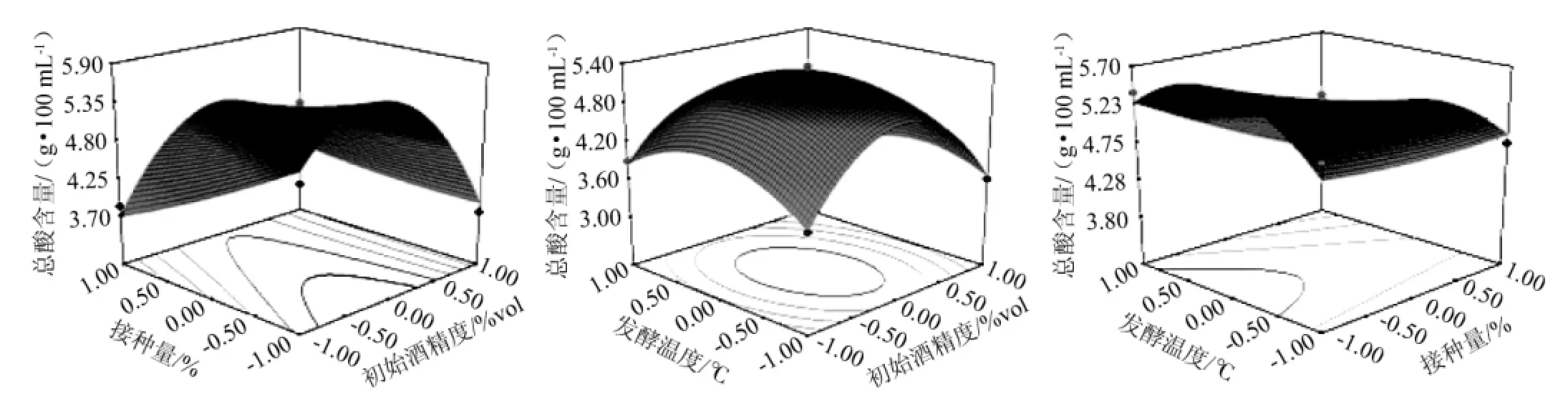
图4 初始酒精度、接种量和发酵温度对无花果果醋总酸含量影响的响应曲面及等高线Fig.4 Response surface plots and contour line of effect of interactions between initial alcohol content,inoculum,fermentation temperature on total acid content of fig vinegar
2.2.3验证试验
为了检验模型预测的准确性,考虑实际可操作性,设定初始酒精度为8.0%vol、接种量为0.6%、发酵温度为30℃,在此最佳的醋酸发酵工艺条件下进行3组平行试验,所得总酸含量平均值为5.28 g/100 mL。回归方程所得到总酸含量预测值与验证试验的平均值相接近,说明该模型能够较好地预测实际总酸含量情况。
3 结论
本研究以新疆干制无花果为原料,在单因素基础上利用响应面分析法对干制无花果果醋醋酸发酵工艺条件进行优化,得到醋酸发酵最佳工艺条件为:初始酒精度为8.0%vol、醋酸菌接种量为0.6%、发酵温度为30℃,发酵7 d,发酵后所得总酸含量为5.28 g/100 mL,经过发酵后的干制无花果果醋颜色呈黄色透亮,酸甜爽口,性状稳定。利用残次干无花果将其酿制成果醋,研究出最佳发酵条件,为无花果果醋饮料及营养成分的研究提供了理论依据,同时也为无花果产业的开发和研究提供了新的思路和方向。
[1]张慧婧,胡志利.无花果叶研究进展[J].齐鲁药事,2011,30(12):715-717.
[2]陈继富.无花果的主要特性及其利用价值[J].中国果菜,2008(6):54-55.
[3]杨润亚,明永飞,王慧.无花果叶中总黄酮的提取及其抗氧化活性测定[J].食品科学,2010,31(16):78-82.
[4]欧高政,袁亚芳,张盛旺,等.不同处理对无花果保鲜效果的研究[J].安徽农业科学,2010,38(34):19575-19576,19660.
[5]张雪丹,安淼,张倩,等.无花果采后生理和贮藏保鲜研究进展[J].食品科学,2013,34(23):363-369.
[6]吴国卿,王文平,陈燕.果醋开发意义、工艺研究及果醋类型[J].饮料工业,2010,13(4):14-17.
[7]徐妍.果醋发酵工艺研究及营养成分分析[D].哈尔滨:东北农业大学硕士论文,2012.
[8]向进乐,罗磊,郭香凤,等.果醋功能性研究进展[J].食品科学,2013,34(13):356-360.
[9]郑平,吴幼茹,杨继伟,等.甘蔗醋及果醋饮料的生产工艺研究[J].中国酿造,2015,34(3):154-157.
[10]李加兴,孙金玉,陈双平,等.猕猴桃果醋发酵工艺优化及质量分析[J].食品科学,2011,32(24):306-310.
[11]敬思群.葡萄果醋饮料的工艺研究[J].食品与发酵工业,2007,33(12):150-153.
[12]胡丽红.红枣醋及枣醋饮料生产工艺的研究[D].乌鲁木齐:新疆农业大学硕士论文,2009.
[13]牛广财,严宝冬,朱丹,等.响应面法优化黑加仑果醋的发酵条件[J].食品科学,2012,33(1):157-161.
[14]吴婧婧,梁贵秋,陆春霞,等.响应面法对桑果醋发酵工艺的优化[J].南方农业学报,2014,45(2):278-284.
[15]霍丹群,蒋兰,王霜,等.响应面法优化百香果醋的发酵条件[J].食品工业科技,2013,34(1):145-149.
Optimization of the fermentation process of fig vinegar by response surface methodology
WANG Peng1,2,ZHANG Yanan1,WANG Lu2,WANG Wei1,WANG Xiaohan3,GU Linazi1,WU Yun1*
(1.College of Food Sciences and Pharmaceutical Sciences,Xinjiang Agricultural University,Urumqi 830052,China;2.College of Science and Biotechnology,Xinjiang Institute of Light Industry Technology,Urumqi 830021,China;3.Xinjiang Institute of Grain and Oil Science,Urumqi 830002,China)
Using Xinjiang dried fig as raw materials,the fig vinegar was fermented.The fermentation technology was optimized by single factor experiments and response surface analysis experiments.The results indicated that the optimum conditions of fermentation technology of fig vinegar were as follows:initial alcohol content 8.0%vol,acetic bacteria inoculum 0.6%and fermentation temperature 30℃.Under this condition,total acid content of fig vinegar was 5.28 g/100 ml.The fig vinegar had mellow flavor,orange and transparent color,sweet and sour taste.
dried fig;acetic fermentation;process optimization
TS207.3
A
0254-5071(2015)11-0122-04
10.11882/j.issn.0254-5071.2015.11.028
2015-10-09
王鹏(1986-),女,助教,硕士研究生,研究方向为食品生物技术。
武运(1965-),女,教授,硕士,研究方向为食品生物技术。
