基于状态监测的门机计划性预警维修管理机制
2015-06-27王鑫玮郑奕龙
王鑫玮,郑奕龙
(天津港第五港埠有限公司技术部 天津300456)
基于状态监测的门机计划性预警维修管理机制
王鑫玮,郑奕龙
(天津港第五港埠有限公司技术部 天津300456)
门座式起重机是散杂货码头公司使用最为广泛的港口装卸设备,它担负着港口装卸的最主要任务。因此,门机工作性能的优劣、完好率以及维修成本的高低都直接影响着港口企业的生产任务与经济效益。然而,由于检测手段较少,故障隐患的诊断较难,导致门机在线故障频发,维修时间及成本大幅增加。为了将维修模式变被动为主动,我们尝试实施计划性预警维修机制,通过多种监测方式开展门机状态监测,合理利用生产空档,使故障隐患被及时处理,大幅减低在线故障停时及维修成本,同时保障生产,为公司创造经济效益。
门座式起重机 状态监测 计划性预警维修 故障诊断 在线故障停时 经济效益
0 引 言
天津港五公司隶属于天津港(集团)有限公司,是从事散货、杂货装卸作业的码头公司,其特点是使用大量装卸起重设备从事货物的装卸船作业。在散杂货码头公司的设备中,门座式起重机(下文简称“门机”)是使用最为广泛的港口装卸设备,是码头装卸作业流程中的必要环节,是货物从船舶与口岸间位移的必经之路,它担负着港口装卸的最主要任务,是散杂货码头最重要的起重运输设备,是港口企业经济要素的重要组成部分,同时也占据了很大比重的企业资产。因此,门机工作性能的优劣、完好率以及维修成本的高低都直接影响着港口企业的生产任务与经济效益。
近年来,为了保障公司的生产效益,门机使用率始终居高不下,保养及维修时间较少,而随着门机使用年限的不断增加,门机的整体状态急剧下降,各主要部位老化严重,故障频率显著提高。同时,由于检测手段较少,故障隐患的诊断较难,导致门机在线故障频发,维修时间及成本大幅增加。此状态不仅影响了门机的正常装卸作业,也对公司的整体经济效益造成了很大的影响。
由此可见,随着效益型设备管理理念的不断深入,原有的管理模式已不能满足目前的生产与经营需求,探索新的维修模式成为迫切需求。2014年以来,公司尝试实施门机状态监测,引进多种门机状态监测方法进行实验,并采取计划性预警维修机制,将维修模式变被动为主动。
1 计划性预警维修机制
2014年以来,公司对门机实施计划性预警维修管理机制。通过主动掌握门机使用状态,推断其故障趋势,对使用状态较差或存在故障隐患的部位有计划地实施维修,将故障解决在萌芽期,减少门机在线停车时长。
由于船舶进出港均需要一定的时间,因此完工船舶与新进港船舶开工之间存在至少6,h的生产空档,再加上潮汐水位对船舶进出港的影响,生产空档有时甚至会长达 10,h以上。在此期间门机没有生产作业任务,将故障集中在生产空档解决便可减少对公司生产的影响。通过计划性预警维修机制,合理利用生产空档,使故障隐患被及时处理,在线故障停时便可大量降低。
因此,采取计划性预警维修机制具有以下优点:①对生产造成的影响小。在故障爆发前,有效利用船舶空档时间实施维修,大幅减少对生产的影响。②维修工作计划性强。根据门机状态制定好维修计划,减少突发故障的发生,从而减少船舶错过潮汐的情况,降低公司的经济损失,并避免了多起故障集中爆发而造成的被动局面。③故障范围小且维修及备件成本低。在故障萌芽期,存在故障隐患的零部件未对相关的其他部件造成损坏,因此大幅缩小了故障范围并降低了维修及备件成本。
若要及时准确地发现故障隐患,制定维修计划并适时维修,便要对门机实施状态监测,通过多种监测手段,掌握门机的使用状态。
2 门机状态监测的方法
门机状态监测是主动维护门机的重要手段,是日常点检工作的重要组成部分,公司结合自身技术特点及管理需求,选取温度监测、振动监测、噪音监测、油液监测、观察监测等手段,定期对门机的机械结构及部件——如各机构减速器、铰点轴承、连接部位、钢结构等主要部位及故障易发点进行检查,对门机使用状态进行长期持续监测,建立监测档案,总结规律,寻找状态异常,以便及时发现故障隐患。
门机状态监测的管理流程分为:①日常监测,将监测工作作为日常点检的重要内容,定期对门机各主要部位进行监测;②跟踪监测,对发生异常变化的部位进行跟踪监测,增加监测频率,观察其变化趋势,以便及时发现故障隐患并选择最有经济效益的维修时机;③精密监测,对疑似存在故障隐患的部位进行精密监测,力争准确判断故障类型、部位及故障程度,为制定维修计划及方案提供依据。
门机状态监测的结果是计划性预警维修机制的重要参考依据,也是开展门机故障诊断、故障规律分析、管理模式改革、经营成本核算等工作的重要手段。根据本公司的特点及设备特性,选用以下监测方法:
2.1 观察监测
观察监测是通过对监测部位的肉眼观察,直接查找机械故障或对使用状态进行判断,普遍应用于钢结构、齿轮、轴承以及机械零部件的磨损与断裂等。该方式是最基础、最直观、故障判断最快的监测方法。
2.2 温度监测
2.2.1 温度监测方法
主要利用于门机各机构减速器,通过对其各级轴承端盖温度进行测量,根据其温度范围及温度差来判断内部运转情况。正常状态下,门机减速器各级轴承端盖在作业过程中的温度变化规律为:①温度值在 40~55,℃;②各级温度值应相对均衡,各级间温差较小,低速端至高速端依次递增;③若发现某一级温度明显高于其他各级,或整体温度过高,则考虑内部有异常磨损而导致温度异常。
2.2.2 温度监测仪器
非接触式便携红外线测温仪的使用特点离被测物体较远就可以进行温度测量,避免测量人员与设备的直接接触而发生危险。
2.3 油液监测
减速机是门座式起重机的核心部件,主要由轴承、齿轴、齿轮及箱体构成,内部填充齿轮润滑油保证润滑和散热,通过了解齿轮油各项指标的变化就能间接了解目前齿轮箱的运行状态及存在的故障隐患,实现状态监测。
2.3.1 齿轮油的性能特点
齿轮油是以石油润滑油基础油或合成润滑油为主,加入极压抗磨剂、油性剂和其他添加剂调制而成的一种重要的润滑油,具有良好的抗磨、抗乳化性、耐负荷性能和合适的粘度,良好的热氧化安定性、抗泡性、水分离性能、防锈性能及帮助减速箱散热等性能。用于各种齿轮传动装置,以防止齿面磨损、擦伤、烧结等,延长其使用寿命,提高传递功率效率。
2.3.2 齿轮油监测的主要指标
根据其性能,齿轮油监测的主要指标有粘度、氧化、硝化、硫酸化、金属浓度、水分等,并结合目测,了解这些指标的变化情况以掌握减速箱目前的使用状况。
2.3.3 油液监测仪器
①粘度计:用来监测齿轮油的粘度变化。②红外光谱:用来监测润滑油主要添加剂变化情况、水分含量、脂类污染物、氧化、硝化、硫酸化等。③PQ铁量仪:用于监测润滑油里种铁磁性物质的浓度。
2.4 噪音监测
2.4.1 噪音监测方法
噪音监测适用范围较其他监测广泛,对于各机构减速器、各铰点轴承以及各连接部位具有一定的效果。通常情况下,当门机出现机械运转异常时,多伴有研磨、摩擦或碰撞等导致的异响,若故障爆发,异响音量较大且刺耳,人耳可直接听到。但尚处萌芽期的故障隐患所发出的异响音量非常微弱,且异响多来自于机械部件内部,人耳无法直接听到,需要通过音频监测设备,放大音频信号,将机械内部声音放大,使监测人员通过耳麦清晰地听到,以便寻找异常声音。此方法对高速运转且外部箱体固定不动的部位,如各机构减速器有较好的效果。
2.4.2 噪音监测仪器
机械故障电子听诊器,该仪器的探针可以和被测物体直接接触,噪音经过探针传递到仪器内经过电子元件放大处理并通过耳麦传递给监测人员,噪音也可经过录制转存以便后续分析。
2.5 振动监测
2.5.1 振动监测方法
减速箱工作时产生振动是不可避免的,内部工作零部件的性能状态信息通过的传递路径反映到其表面振动信号中。减速箱故障特征提取的依据是振动信号中包含着振源信息及系统状态等信息。故利用振动信号对减速箱进行不解体故障诊断是行之有效的方法。
①时域分析方法。减速机等常用工程信号都是时间波形的形式,时域分析方法具有分析速度快、结果直观、易于理解等特点,能够通过最大值、最小值、峰峰值、均值、方差、均方值、方根幅值、均方幅值、峰值、峭度、波形指标、峰值指标、脉冲指标、裕度指标等多种时域指标对故障状态及程度进行诊断与评估。但由于时域分析方法针对包含噪声等复杂信息的原始信号进行分析,而不考虑频域信息,故难以进行定量诊断与故障定位。
②频域分析方法。频域分析方法是把以时间为横坐标的时域信号通过傅立叶变换分解为以频率为横坐标的频域信号,从而求得关于原时域信号频率成分的幅值和相位信息的一种分析方法。通过对减速机各频率成分的分析,对照机器零部件运行时的特征频率,能够查找故障源,通过对频域指标分析,也能够对故障程度进行估计。频域分析方法主要包括:功率谱分析和频谱细化等。
③时频域分析方法。减速机振动信号属于非平稳信号,时频域分析方法能够同时提取信号时域特征与频域特征,进行综合分析。
2.5.2 振动监测仪器
公司使用的仪器是与天津大学合作开发的便携磁座式振动监测分析仪,其特点是重量轻携带方便,传感器为磁座式方便贴在被检测部位,手持式分析仪器可适时显示被检测设备的各种波形变化。
3 运用的实际效果
3.1 案例一
2015年3月,监测人员发现05-131-16号门机(下称“16号门机”)起升机构减速箱的监测结果较之以往发生了异常变化,油液监测结果显示其减速箱齿轮油 PQ(铁浓度含量)异常,具体数值如表1所示:

表1 05-131-16号门机起升机构减速箱PQ监测记录Tab.1 PQ monitoring records of 05-131-16 crane’s hoisting mechanism reducer
由表 1可看出,16号门机起升减速器齿轮油内铁含量在2~3月突然大幅升高。监测人员对此部位进行了重点关注。其温度监测结果如表2所示:
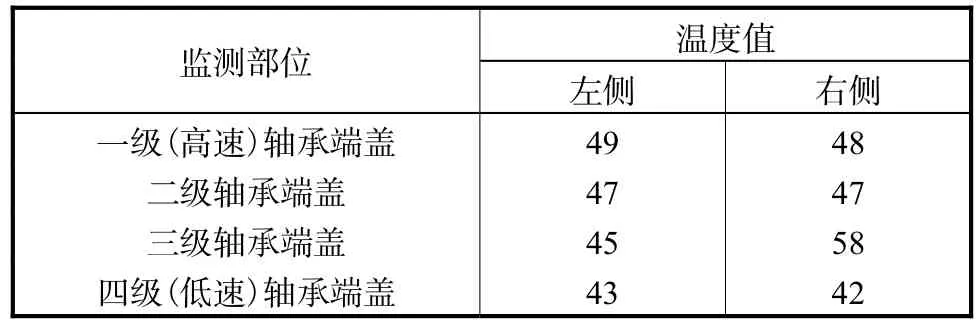
表2 05-131-16号门机起升机构减速器温度监测记录Tab.2 Tem perature monitoring records of 05-131-16 crane’s hoisting mechanism reducer
如表2所示,其右侧三级轴承处温度明显高于其他各级,由此可初步怀疑此部位出现异常运转而导致温度异常。
据此可推断 16号门机右侧三级轴承损坏,技术部立即协调生产部门,利用船舶空档组织开展计划性预警维修。当减速器解体后,发现右侧三级轴承珠已磨损为方形,但并未散落,其他各级齿轮及轴承完好,未受到故障波及。此次监测及时发现故障隐患并准确判断故障位置,维修只需更换三级轴承,各级齿轮及其他各级齿轮均完好,大幅降低了维修成本,最多可减少备件支出 10万余元。同时,通过合理计划利用生产空档及时解决,未对公司业务造成影响。
3.2 案例二
2014年9月,监测人员在日常监测过程中发现,05-131-17号(下称“17号门机”)减速箱内噪音异常,可清晰听到三级行星轮组部位运转过程中伴有轻微的金属摩擦声。根据噪音监测结果,监测人员初步判断三级行星轮组极有可能存在故障隐患,需对其开展精密监测,对其进行精确诊断。
随后用振动监测仪进行检测分析测量得到的振动加速度信号如图1所示。

图1 减速箱振动加速度信号Fig.1 Acceleration signal of the reducer vibration
通过数据分析得到各项时域统计指标结果,如表3所示。从各项统计值看出,脉冲指标和裕度指标存在数值较大的情况,可初步判定其可能存在异常。
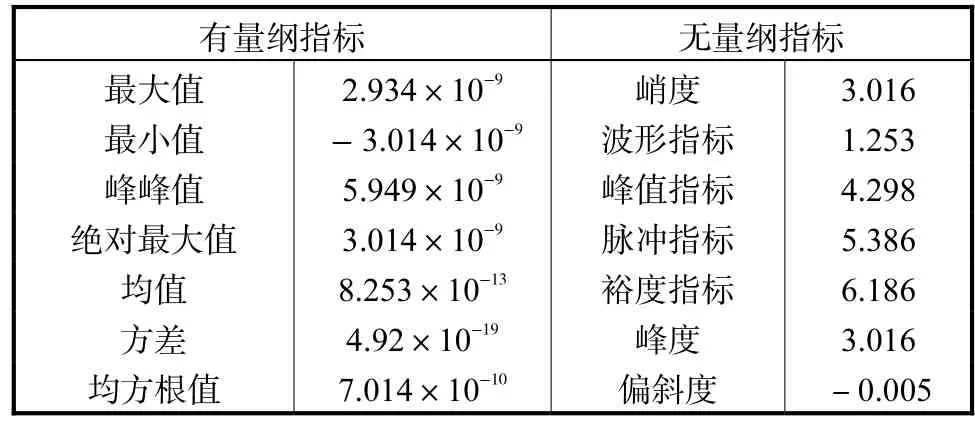
表3 减速机振动加速度信号时域统计指标Tab.3 Time domain statistical indicators of the reducer vibration acceleration signal

图2 减速箱振动加速度信号频谱Fig.2 Spectrum of the reducer vibration acceleration signal
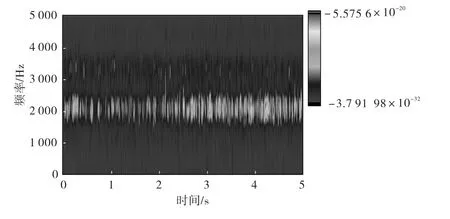
图3 减速箱振动加速度信号时频谱Fig.3 Spectrum of the reducer vibration acceleration signal
进一步分析可发现,图2所示的该信号频谱中,低频段中设备固有振动成分较低而2,000,Hz附近存在较大的有规律振动,其4,000,Hz处的倍频也十分明显。因此可断定该设备存在故障。图3所示的时频图也体现出了上述规律。
根据监测结果,可断定此减速机内部存在故障隐患,初步判定为内部异常摩擦。技术部利用生产空档对其进行装卸并解体,解体发现该减速机三级行星轮轴向下蹿出,与行星轮架发生摩擦,三级行星轮轴严重磨损,产生大量铁屑,如图 4所示。但由于维修及时,三级行星轮轴尚未断裂,避免其他部件损坏,只需将三级行星轮轴更换即可,节约备件成本3万余元。

图4 减速机故障图Fig.4 Pictures of the fault reducer
4 经济效益及社会效益分析
4.1 经济效益分析
目前,每台40,t门机的平均生产效率是440,t/h,公司的平均单船装卸作业时间为 50,h,船舶空档间隙为 6,h。由于大吨位船舶进出港时间要考虑潮汐水位,错过潮汐时机就要等待至少12,h。统计数据显示,减少了40,t门机减速器在线故障停时后,可保障生产用车,保证船舶进出港时间,2014年共多接卸载重17万t以上船舶6条,货物的装卸费用为30元/t,增加装卸费用 6×170,000×30=30,600,000元。此外,计划性预警维修机制将部分故障在萌芽期处理,避免故障范围扩散,每年可节省维修及备件成本支出 800,000元。因此,实行门机计划性预警维修机制可为公司整体经营创造经济价值 3,100余万元。
4.2 社会效益分析
通过实施门机状态监测,公司门机管理人员对门机故障的发展趋势与规律有了更加深刻的认识,为今后更好地管理门机打下了基础,节约了门机维修的人力和物力,保证了公司生产用车。同时,也为公司的转型发展与创新发展做了坚实的铺垫,为设备管理新模式的探索打下了坚实的基础,为公司开展单船成本核算提供了可靠的参考依据。■
[1] 屈梁生,何正嘉. 机械故障诊断学[M]. 上海:上海科学技术出版社,1986.
[2] 张顺峰. 大型减速机状态监测及故障诊断系统的研究[D]. 大连:大连理工大学,2006.
[3] 管争荣. 减速机振动和噪声分析与谱诊断方法研究[D]. 西安:西安建筑科技大学,2008.
[4] 陈红英,吉卫喜,陈雪峰,等. 减速机故障诊断专家系统的关键技术研究[J]. 机械设计与制造,2007(3):85-87.
On Condition M onitoring Based Planned W arning and M aintenance M anagement M echanism for Portal Cranes
WANG Xinwei,ZHENG Yilong
(Tianjin Port No.5 Stevedoring Co.,LTD.,Tianjin 300456,China)
Portal crane is the most w idely used port handling equipment in bulk cargo wharfs.However,as there are less detection methods,the diagnosis of potential faults is difficult,and the on-line fault of the portal machine is frequent,therefore,the maintenance time and cost increase greatly.In order to change passive maintenance mode to an active mode,this paper describes the implementation of a planned maintenance warning mechanism.Through a variety of monitoring based on condition monitoring,the production gap was well used and hidden troubles were timely treated,which significantly reduces online shutdown and maintenance cost and guarantees enterprise benefit.
portal crane;condition monitoring;planned warning and maintenance;fault diagnosis;on-line fault stop;economic benefit
TH213.4
:A
:1006-8945(2015)10-0066-04
2015-09-08
