0Cr17Ni4Cu4Nb产品的试制分析
2015-06-24李晓芳关再兴太原重工股份有限公司锻造分公司
文/李晓芳,关再兴·太原重工股份有限公司锻造分公司
0Cr17Ni4Cu4Nb产品的试制分析
文/李晓芳,关再兴·太原重工股份有限公司锻造分公司
李晓芳,研究所工艺员,助理工程师,主要从事锻造工艺编制,锻件质量问题处理等工作。
0Cr17Ni4Cu4Nb为我厂最新引进的材料,该钢具有良好的耐腐蚀性,耐蚀性优于一般马氏体不锈钢,与一般奥氏体不锈钢相似。它具有良好的切削性能,不需预热就可以焊接并且焊后可不进行局部退火。它主要用于制造耐蚀和高强度部件如喷气发动机压气机机匣及大型汽轮机末级叶片。
0Cr17Ni4Cu4Nb材质属于马氏体沉淀硬化不锈钢,对于冶炼、锻造、锻后热处理等要求均很严格。本次试制的目的是为0Cr17Ni4Cu4Nb产品的制造形成一套完整的工艺流程,为后续同材质产品的制造奠定基础。通过实际生产,跟踪记录工艺执行具体参数,来研究沉淀硬化不锈钢产品合理的工艺参数,如锻造温度、最终成形的锻造比、热处理工艺参数等。
技术条件
通过对产品的交货蓝图、订货技术要求的研究和消化,编制锻造工艺、机加工工艺和热处理工艺。
⑴化学成分按GB/T 1220-2007标准执行,做化学成分分析。
⑵毛坯锻造完成检验合格固溶后(经1020~1060℃快速水冷的固溶处理后,进行570~590℃的时效处理),打硬度,要求HRC≥31,同材质锻件视为一批,拉伸试验性能要求:Rp0.2≥865MPa,Rm≥1000MPa,A≥13%,Z≥45%。
⑶超声波探伤按JB/T 5000.15-2007标准Ⅳ级执行。
生产过程
钢锭采用精炼+真空除气的冶炼方法,钢锭表面光洁无裂纹、结疤、重皮和接痕。大于5mm的锭身表面缺陷须进行修磨,最深不得大于10mm,打磨要圆滑过渡,且长宽要大于深度的5倍。为了保证锻件的力学性能,要求冶炼中严格控制各化学元素的含量,成分有上下限要求时,主要合金元素尽量按中限控制。S、P等有害杂质元素和气体含量,尽可能往低控制。保证后续锻件成分在要求的范围之内。锭身比占钢锭总重82%以上。钢锭的化学成分见表1。

表1 化学成分表
锻造
此批产品的坯料分别为0.55t钢锭和φ200mm× 80mm锻坯,本产品种类及数量多,且产品尺寸较小,故采用合锻。0.55t钢锭可以生产U形夹销轴、轴承环、导向条和导向滚轮,φ200mm×80mm的锻坯可以生产导向销、止挡销和短导向销三种。图1为导向滚轮和导向条的合锻尺寸。图2为导向滚轮和导向条成品。
装炉时,配炉要严格执行《锻造加热规范》。加热过程中,加热人员严格执行加热工艺曲线(图3),同时跟班检验必须做好过程检验记录,包括每一火次的锻造时间、始锻和终锻温度。为防止锻件冷速过快,锻造前需要对压机的上、下砧子进行预热,使其温度达到100℃以上。0Cr17Ni4Cu4Nb钢热加工性能良好,加热温度不宜过高,锻造温度为1180~950℃,锻造时用手持测温仪对终锻温度严格控制,低于950℃时要及时回炉重新加热。锻造结束后,锻件要及时运转到热处理炉进行退火处理。

图1 导向滚轮和导向条的合锻尺寸

图2 导向滚轮和导向条成品
0Cr17Ni4Cu4Nb可锻温度区间小,锻造时要求动作迅速快捷,压下量较小且均匀。生产人员严格执行锻造工艺,同时检验人员应及时、全面、准确做好过程记录。锻造主要工序为坯料压元(压扁方)号印、压出台阶。
热处理
0Cr17Ni4Cu4Nb的Ms约在121℃、Mf约在32℃,通过固溶处理可获得板条状马氏体。由于含碳极低,锻造后的马氏体强度、硬度都不高,且这时钢中存在内应力,若直接使用,易产生应力腐蚀开裂,0Cr17Ni4Cu4Nb属于马氏体沉淀硬化不锈钢,固溶+时效后(图4),可使过饱和的马氏体中析出富Cu相、碳化物NbC等强化相,使基体强化,并消除马氏体的应力,组织成为淬火马氏体+时效马氏体,并有残余奥氏体存在,在580℃时效处理后强度较高。时效处理时,合金的组织转变是很复杂的。
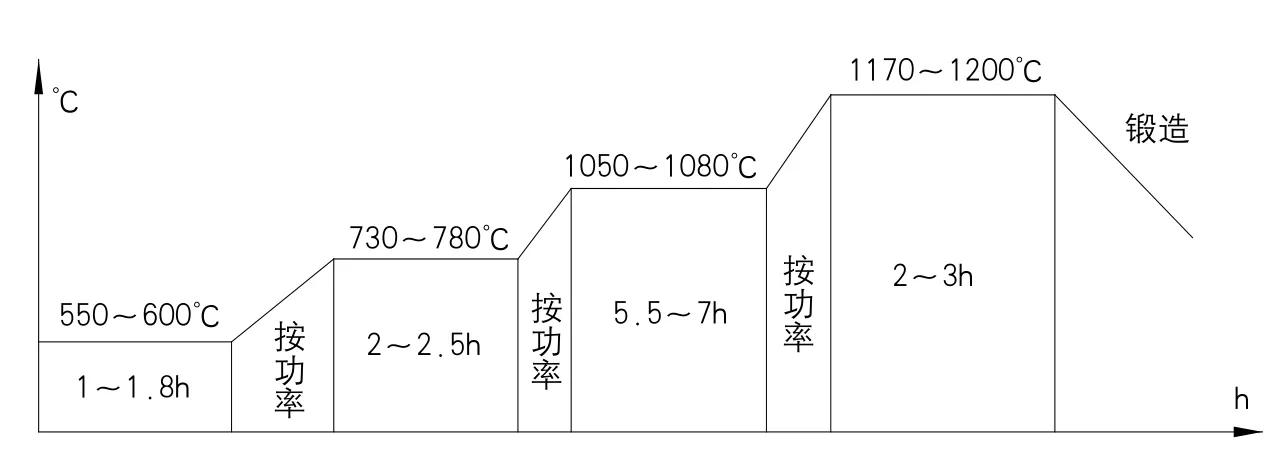
图3 锻造加热工艺图

图4 固溶+时效热处理工艺图
特别是固溶+时效时,同时发生了三种截然不同的反应:第一种是沉淀硬化反应;第二种是马氏体基体的回火;第三种是部分基体逆转变为奥氏体。形成奥氏体的量是时效时间和温度的函数,时效时间越长或时效温度越高,逆转变奥氏体数量越多。热处理人员严格执行该材料热处理工艺,并请检验人员做好记录。
固溶处理完成后,打硬度,要求HRC≥31,同材质锻件视为一批,力学性能试验结果见表2。从表2可以看出产品的力学性能符合要求。
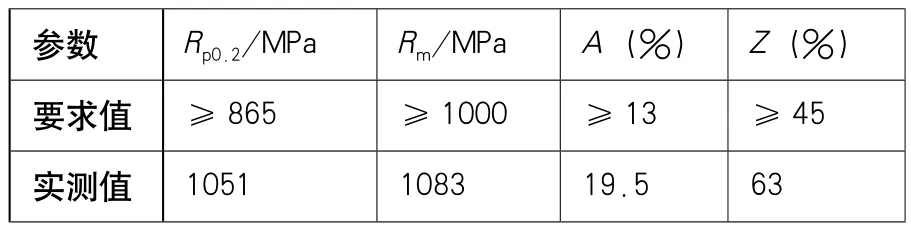
表2 固溶处理后的力学性能试验结果
结束语
我公司根据实际生产,跟踪记录了产品工艺的具体执行参数,对材质为0Cr17Ni4Cu4Nb的马氏体沉淀硬化不锈钢锻件的生产制造工艺进行了细化和固化,形成了此种材质锻件的全套产品,通过完成此批工序及工艺规范,达到了预期的目标,即克服生产过程中的困难,形成完整、成熟的全流程工序的工艺规范。
