基于 DII的窄间隙焊接技术专利情报分析
2015-06-21王亚凤
王亚凤
(江苏科技大学图书馆,江苏 镇江212003)
基于 DII的窄间隙焊接技术专利情报分析
王亚凤
(江苏科技大学图书馆,江苏 镇江212003)
〔摘 要〕基于德温特专利数据库 (DII),对全球窄间隙焊接技术专利申请的年度变化、地域分布、主要专利权人 ,核心专利等方面进行了技术分析,并运用VOSviewer绘制了窄间隙焊接技术专利手工代码的聚类标签地图和密度地图,揭示了全球窄间隙焊接技术的发展现状 ,为我国的窄间隙焊接发展趋势提供有价值的专利情报。
〔关键词〕DII;窄间隙 ;焊接;专利 ;地图;VOSviewer
窄间隙焊接 (Narrow Gap Welding,NGW)技术最早是由美国 Battelle研究所于 1963年提出[1],指的是将厚度30mm以上的钢板,按小于板厚的间隙相对放置开坡口 ,再进行机械化或自动化弧焊的一种特殊焊接技术方法。与传统焊接方法相比 ,窄间隙焊接技术可大幅度减少坡口截面积,在中低线能量下实现高效焊接,因而被作为一种可降低焊接变形和焊后残余应力的高效焊接技术 ,广泛应用于各种大型重要结构 ,如造船、锅炉、核电、桥梁等厚大件的生产。日本焊接界将窄间隙焊和激光焊并称为21世纪最适合于厚板焊接的两种方法[2]。窄间隙焊接技术已成为现代工业生产中厚板结构焊接的首选技术 ,其巨大的技术和经济优势决定了它是今后厚板焊接技术发展的主要方向之一 。
目前,窄间隙焊接的研究主要体现在不断开发新的焊接方法 ,以获取更加高效、优质的焊缝。如通过机械或电磁方法使电弧旋转、摇动和摆动,改变热源分配以提高侧壁熔合[3];不同工艺参数、焊炬形状对焊缝成形的影响[4-5];采用激光、激光复合焊接的方法实现更高的熔覆效率[6];通过给焊丝加热进一步提高效率[6];采用数值模拟方法研究应力应变、变形等规律等等[7-9]。
专利是世界上反映科学技术发展最迅速、最全面、最系统的信息资源。DII(Derwent Innovation Index)是目前查找世界范围内专利文献最全面的数据库之一 ,收录了来自世界上40多个专利机构的1 000多万条基本发明 ,2 000万项专利。DII每周新增45 000多条专利,并对专利的题目和文摘进行重新加工处理。为此,本文将DII数据库收录的国内外窄间隙焊接技术专利进行统计分析,剖析其研究热点、核心技术及发展的态势,旨在为相关专业人员把握窄间隙焊接技术趋势及我国窄间隙焊接技术的未来发展战略提供参考。
1 数据来源
涉及窄间隙焊接技术方面的国外专利数据主要源自于
2 窄间隙焊接技术趋势的专利情报分析
2.1基于DII手工代码的专利分析
德温特手工代码 (Derwent Manual Code)是DII特有的专利代码。由文摘索引人员人工标定,用于指明专利的技术创新概貌 ,所以手工代码比IPC分类号更准确地揭示了专利技术的外部特征和应用领域[10]。由于专利没有关键词提供,而专利的手工代码蕴含了专利的主题核心内容,其作用类似于关键词的标引。所以笔者借用关键词建立引文共现网络的方法 ,建立基于DII手工代码的专利共现网络,以实现专利图谱的可视化分析。
有关DII窄间隙焊接技术的专利,共涉及111项手工代码。提取DII专利文本数据中以 “MC”(手工代码)开头的字符行,统计各手工代码相互出现的频率 ,利用 Visual C++编程实现手工代码数据与共现矩阵的自动转换。以此建立的111×111的手工代码共现次数矩阵,如表1所示。该矩阵为对称矩阵,共有12 321个单元组成。
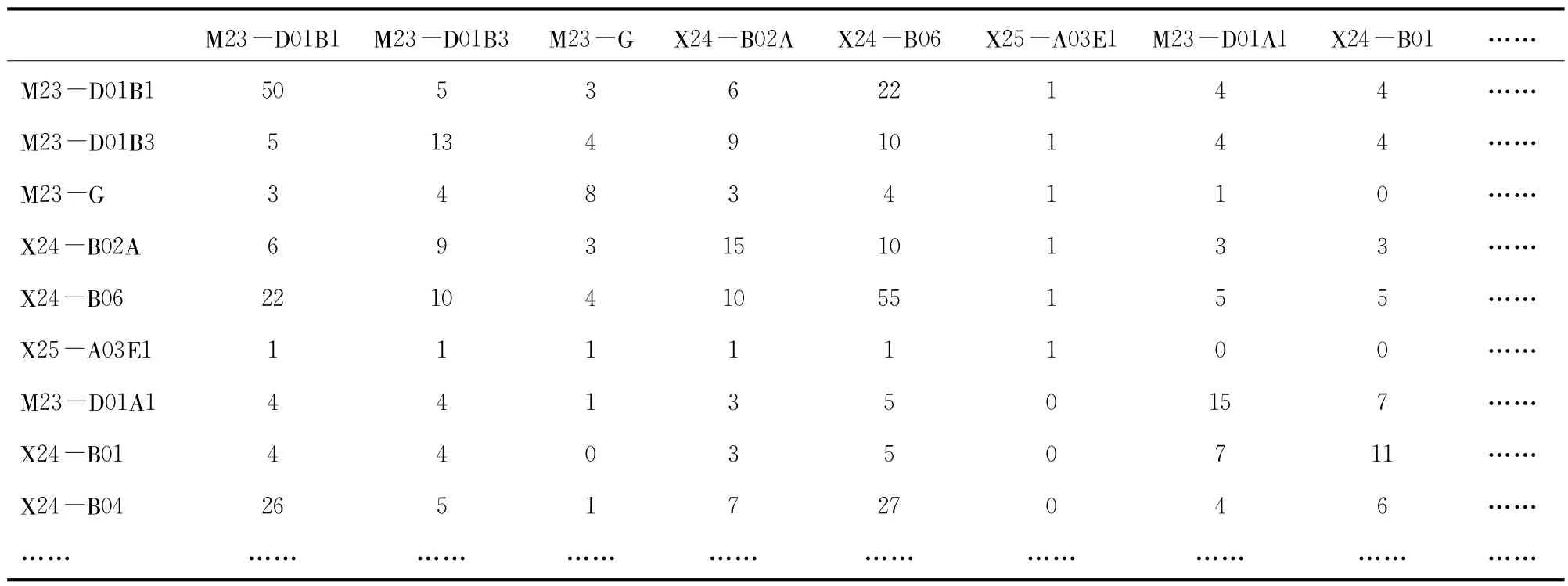
表1 DII 手工代码共现次数矩阵
依据上述矩阵,笔者利用知识图谱绘制工具VOSviewer绘制窄间隙焊接术的手工代码专利地图。图1绘制的是窄间隙焊接技术的聚类标签地图。VOSviewer中节点之间的线条表示二者是共现关系,节点与字体越大,表示与其他节点的共现次数越多。可以看出X24-B06(气保焊),X24-B04(电极和附件),M23-D01B1(电弧焊接和切割,等离子弧装置——焊枪 ,喷嘴 ,夹持装置)等节点最突出 ,说明其共现频次最高 ,与其他类别的专利技术联系最为密切。同时将图不断放大 ,可看到各项技术之间连线关系及频次 。
图2是窄间隙焊接技术的聚类密度地图。每个节点的坐标位置与标签图谱相同,根据节点的共现频次的密度大小 ,颜色由红向黄、绿、蓝逐渐变化[11]。红色表示密度越大,反之密度越小,颜色接近蓝色。图2清晰地反映了专利技术布局的全貌:窄间隙焊接专利的核心类别集中在X24-B06(气保焊),M23-D01C(电弧焊接类型),X24-B04(电极和附件),M23-D01A1(缝焊),M23-D01A3(埋弧焊),M23-D01B1,M23-D01C1(钨极惰性气体保护焊 ,TIG),X24-B02A (引燃电压 ;电弧的稳定和磁控),M23-H(配套设备)等接近红色,这些均是共现频次较高的关键技术。黄绿色表示核心技术与边缘技术的过渡专利类别,例如M23-F,M23-D01C2(熔化极惰性气体保护焊,MIG),M23-D01A (电弧焊接和切割,等离子弧焊),X24-B03(电极或工件的自动送进)等。散落在外围的边缘技术专利类别包括M27-A04(合金钢),M23-D05(激光束),X24-D03(油罐车),X24-B(电弧切割),K05-B07E(反应器附件——电缆 ,管材管件 ,连接器)等等。这些专利共现频次较小,与其他技术类别联系不紧密。
2.2专利申请的年度变化
通过分析全球窄间隙焊接技术每年的专利申请量,可以分析出该项技术的研发状况和发展趋势。全球有关窄间隙焊接技术的专利最早出现在1973年,是日本川崎重工实业有限公司申请的。专利名称:一种从另一侧填充的窄间隙自动焊接方法 (专利号:JP73018703-B,德温特主入藏号:1973-34668U)。由图3可见,全球窄间隙焊接技术专利申请量自1978-1983年出现过快速增长的高峰,之后申请量进入下降趋势,申请数量相对稳定。从2008年开始 ,窄间隙焊接技术的专利申请总量增速较快,这可能与中国申请量快速增长,拉高总体申请量有关。由图4可见,国外有关窄间隙的专利申请量自2007-2013年出现了第二个研究峰段 (2011年除外),申请量回升的现象也与近年来窄间隙焊接的学术研究升温相符[12]。
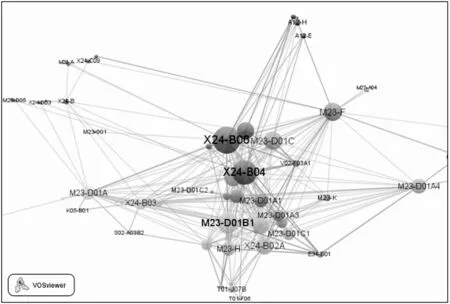
图1 DII窄间隙焊接技术专利手工代码聚类标签图
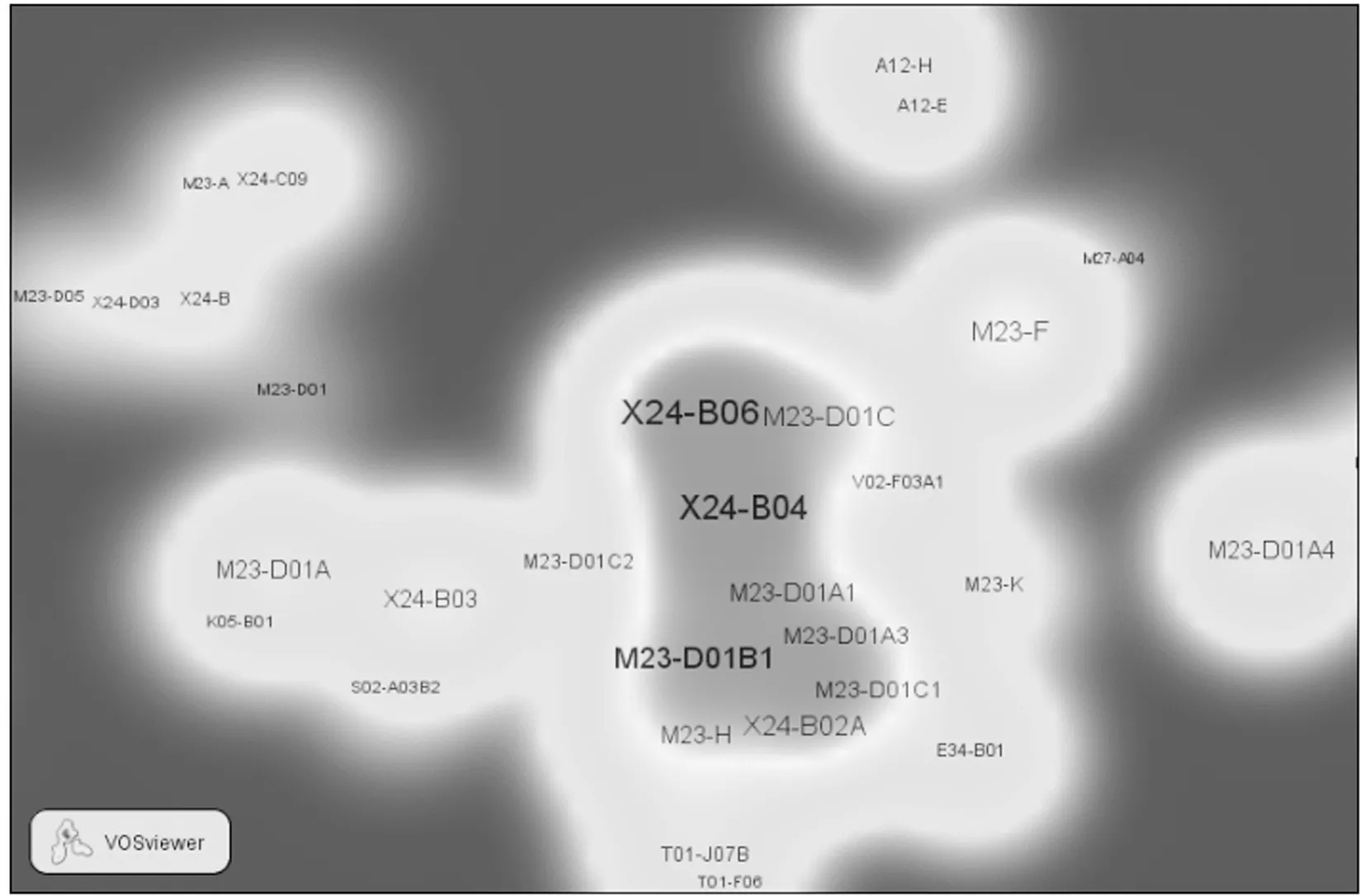
图2 DII窄间隙焊接技术专利手工代码聚类密度图
我国第一件窄间隙焊接技术的专利最早出现在1985年,是机械工业部哈尔滨焊接研究所林尚扬院士申请的。专利名称:双丝窄间隙埋弧焊方法 (专利号CN85104150)。我国的窄间隙焊接技术专利自2005年后,出现显著增长的态势 ,申请量最高出现在2012年,高达36件,预计2013年还会有所增加。从总体来看我国的窄间隙焊接技术的专利趋势高峰与国外第二个趋势高峰 (2007-2013年)基本对应 ,进入快速增长期。
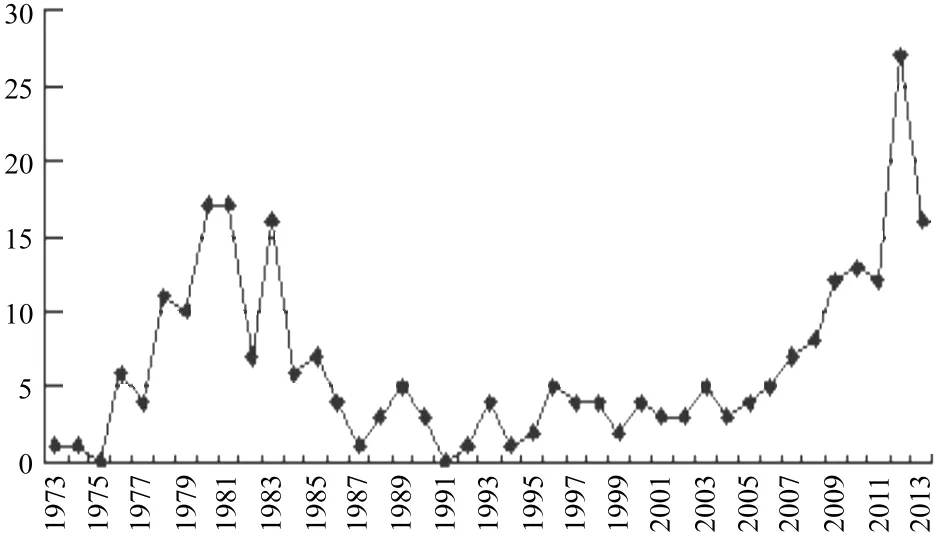
图3 全球窄间隙焊接技术专利申请量
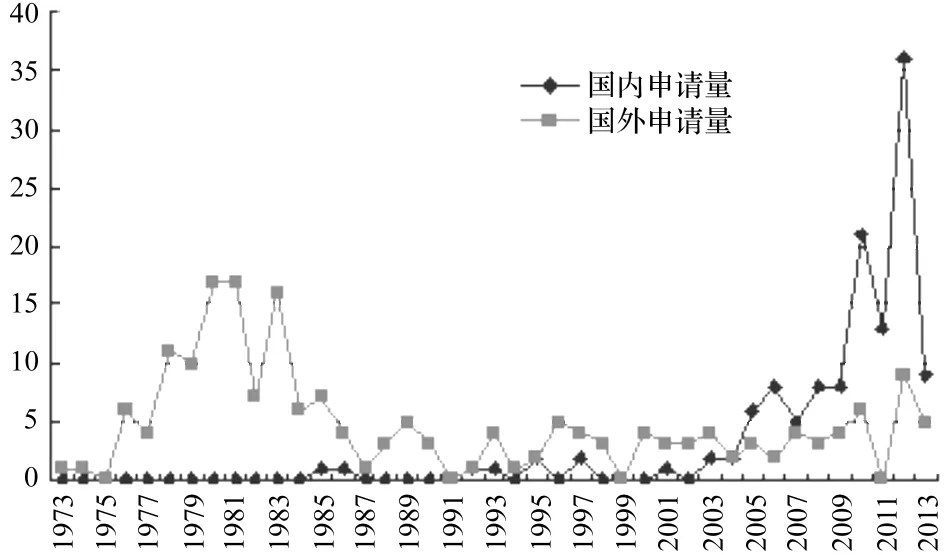
图4 国内外窄间隙焊接技术专利申请量对比
2.3专利申请的地域分析
全球窄间隙焊接技术专利的申请主要分布在日本、中国、德国、美国、韩国和印度等国 (详见图5)。其中日本窄间隙焊接专利的申请量最高,高达117件,占全球申请量的44% ,日本是窄间隙焊接技术最先进,实力最雄厚的国家,其窄间隙焊接的板材厚度可达150mm和250mm。该国的窄间隙焊接技术应用已扩大到各个工业领域,如锅炉和压力容器、船舶和海洋构筑物、工业机械、压力钢管等。中国的窄间隙焊接技术的专利申请量达79件 ,居世界第二。德国、美国的专利申请量接近 ,分别是26件和22件 ,韩国和印度的申请量分别是12和8件。值得注意的是德国和美国的专利大多同时申请了WO、EP及其他国家的专利(同族专利),以获得多个国家的专利保护 ,但我国在同族专利申请方面有所欠缺 ,这可能与我国的专利权人构成类型有关。
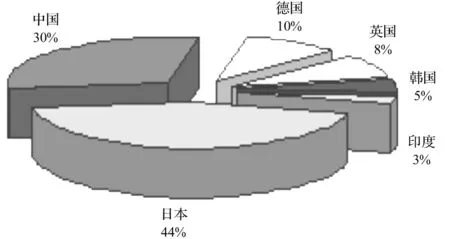
图5 全球窄间隙焊接技术专利的主要申请国分布
2.4主要申请国的IPC分布
对比主要申请国的IPC分布,可以分析出国家的技术领域分布及产业战略布局情况。表2列出的是日本、中国、德国、美国四国窄间隙焊接专利申请量位居前三位的IPC排名。可见日本的主要研究方向集中在B23K-009/00(钎焊),B23K-009/12(点焊、缝焊或切割的电极或工件的自动进给或移动),B23K-009/16(气保焊)等方面。中国的专利集中分布在B23K-009/28(焊条或电极夹持装置),B23K-009/16(气保焊),B23K-009/173(熔化电极)等方面。德国关注的是窄间隙技术在缝焊,埋弧焊方面的研究。美国的研究热点集中在气保焊、钎焊等方面。通过进一步分析各国专利情况 ,可知欧美国家在埋弧焊 (SAW),钨极惰性气体保护焊 (TIG)应用较多,熔化极气保焊(GMA W)较少,而日本的钎焊、GMA W窄间隙应用非常广泛。我国研究较多的是粗丝大电流窄间隙埋弧焊和窄间隙热丝TIG焊,2008年后有关GMA W的专利申请量增加迅速。

表2 专利申请国的IPC分布及专利数量
2.5主要专利权人分析
通过统计专利权人在窄间隙焊接技术申请专利的数量 ,可得知该项技术主要集中在哪些企业部门 ,或哪些机构具有行业领先地位。表3列出了窄间隙焊接技术专利申请量最多的前10个高产机构 ,共申请专利82件 ,占全部265件专利的30.94%。日本占据了8个席位 ,均是日本的重工业公司如神户钢铁公司、新日本钢铁公司、日本钢管公司、日立船舶工程有限公司等等。日本公司专利申请的时间多集中于80年代,方向集中于电弧焊接和切割 ,等离子弧焊中窄间隙技术的应用。例如神户钢铁公司的专利多围绕厚管窄间隙焊 ,厚钢板、铝合金的水平窄间隙电弧焊而展开。德国的西门子公司申请专利8件,排名第4,申请时间集中于1997年至今,研究方向以窄间隙气保焊及窄间隙焊接的具体装置\设备为主。从全球专利权人的机构类型来看 ,窄间隙焊接技术的专利权人以企业为主,企业是窄间隙技术研发的主力军 ,技术应用成熟。

表3 专利申请量居前十位的专利权人概况
我国的专利权人类型与国外不同,是以高校及科研院所为主。其中江苏科技大学有关窄间隙焊接专利的申请量在DII中排名第十,全国申请量居首位。我校专利的主要发明人是王加友教授及其课题组成员,方向集中在摇动电弧GMAW焊接方法、空心轴电机驱动的旋转电弧窄间隙焊接方法、装置及焊缝跟踪新方法方面。申请量居次的分别是哈尔滨工业大学和西北工业大学。哈尔滨工业大学专利集中在窄间隙MIG/MAG焊炬、GMAW方法、焊接装置等方面,西北工业大学专利集中在GMAW焊枪、熔化极氩弧焊枪、石油方钻杆窄间隙脉冲GMAW焊方法等方面。
通过检索表4中每一条专利的法律状态,可知高校的部分科研成果已转让给企业 ,例如江苏科技大学转让窄间隙焊接专利3项,哈尔滨工业大学1项。专利的转让率较低,说明我国还处在窄间隙技术的基础研发阶段,专利技术多限于高校,急需加强产学研相结合的循环模式,以推动技术成果的转换和企业的技术创新。
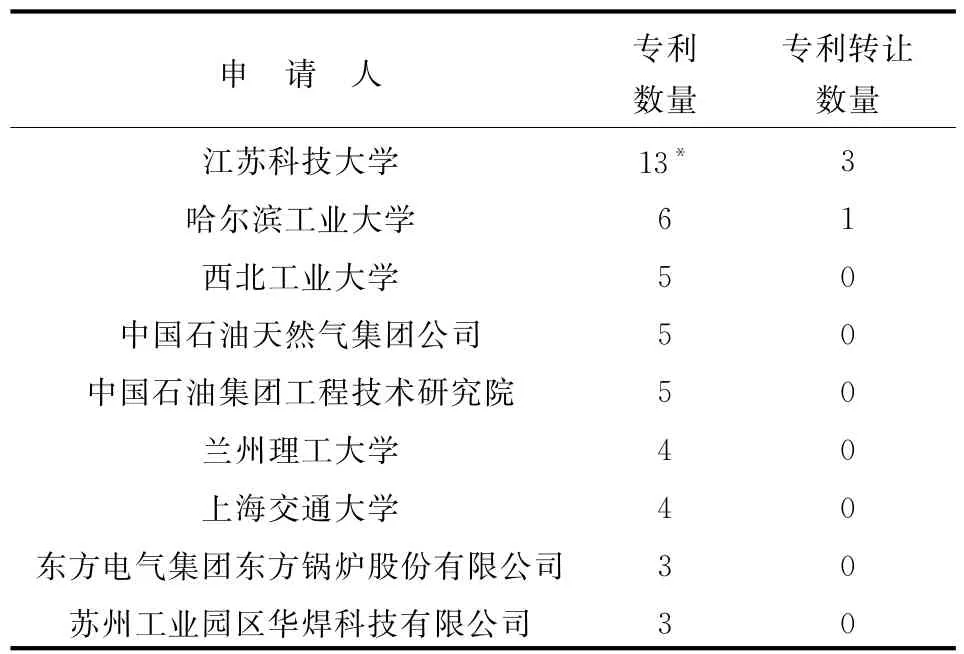
表4 国内专利申请人排名及概况
3 结 论
通过以上对窄间隙焊接技术领域的专利情报分析,可以得出以下结论:
(1)全球窄间隙焊接技术专利由技术萌芽期 (1973-1977年)、快速增长期 (1978-1983年),后进入技术稳定期 (1984-2006年)。2007-2013年出现了第二个研究峰段,专利申请量较技术稳定期所增加,这也与近年国内外窄间隙焊接技术学术研究升温的现象相符。说明经过实践检验 ,更加适合的窄间隙焊接方法被挑选出来,其研究也由提出新的窄间隙方法过渡到针对具体产品具体结构的窄间隙焊解决方案。
(2)窄间隙焊可用于多种焊接方法 ,是一项综合技术。专利的核心类别集中在电弧焊、缝焊、埋弧焊、TIG焊的应用上,专利的过渡类别集中在MIG焊、等离子弧焊等方面。专利的撰写集中于窄间隙焊接技术的两个重要问题 ,即焊缝跟踪和保证侧壁熔透 ,同时在保证焊接质量的基础上进一步提高效率。
(3)日本是窄间隙焊接技术应用最成熟的国家 ,其窄间隙焊接专利申请量高达117件 ,占全球申请量的44%。全球窄间隙焊接技术专利申请量最多的前十位专利权人 ,日本占据8席,且均是重工业企业。日本的窄间隙GMAW、钎焊技术应用非常广泛。
(4)我国窄间隙焊接技术自2005年以后发展迅速,研究方向由窄间隙埋弧焊的开发拓展到窄间隙TIG、GMAW等焊接方法。江苏科技大学的窄间隙焊接技术专利申请量居全国首位,DII排名第十。最适于实际生产的窄间隙GMAW技术应作为我国今后发展的方向。我国的窄间隙焊接技术也应在借鉴国外偏重于机械式的基础上,利用的计算机控制技术向机械和控制相结合的方式发展。
参考文献
[1]P M R,C M D.Narrow-gap welding process[J].British Welding Journal,1966,13(5):252-257.
[2]志贺千晃 ,太田昭彦 ,平冈和雄等 .Welding in Research Project on Frontier Structural Materials[J].溶接学会谂 ,1997,66 (8):609-614.
[3]Traidia A,Roger F,Schroeder J,et al.On the effects of gravity and sulfur content on the weld shape in horizontal narrow gap GTAW of stainless steels[J].Journal of Materials Processing Technology,2013,213(2013):1128-1138.
[4]Elmesalamy a S,Li L,Francis J A,et al.Understanding the process parameter interactions in multiple-pass ultra-narrow-gap laser welding of thick-section stainless steels[J].Int J Adv Manuf Technol,2013,68:1-17.
[5]Sun Q J,Hun H F,Li W J,et al.Electrode tips geometry and penetrating in narrow gap welding[J].Science and Technology of Welding and Joining,2013,18(3):198-203.
[6]Phaoniam R,Shinozaki K,Yamamoto M ,et al.Development of a highly efficient hot-wire laser hybrid process for narrow-gap welding—welding phenomena and their adequate conditions[J].weld world,2013,57:607-613.
[7]Jang C,Cho P-Y,Kim M ,et al.Effects of microstructure and residual stress on fatigue crack growth of stainless steel narrow gap welds[J].Materials and Design,2009,31(2010):1862-1870.
[8]Biswas P,N.R.Mandal,Parameswaranvasu,et al.Analysis ofweldingdistortionduetonarrow-gapweldingofupperportplug[J].FusionEngineeringandDesign,2010,85(2010):780-788.
[9]Serizawa H,Nakamura S,Kanbe K,et al.Numerical analysis of deformation in multi-pass circumferential TIG welding with narrow gap[J].weld world,2013,57:615-623.
[10]陈雅芝 .信息检索 [M]北京 :清华大学出版社 ,2006:290 -293.
[11]VOSviewer Manual[EB/OL].http:∥www.vosviewer.com/download,2013-12-15.
[12]赵博 ,范成磊 ,杨春利 ,等 .窄间隙 GMAW 的研究进展[J].焊接 ,2008,(2):11-15.
(本文责任编辑:孙国雷)
Patent Information Analysis of Narrow Gap Welding Technology Based on DII
Wang Yafeng
(Library,Jiangsu University of Science and Technology,Zhengjiang 212003,China)
〔Abstract〕Based on Derwent Innovation Index(DII),the Patent Information Analysis of Narrow Gap Welding Technology was conducted which concludes annual changes of patent applications,the geographical distribution,the major patent holders and the core patents.The paper gave out the clustering label map and density map of manual codes of DII by VOSviewer which revealed the development of domestic and foreign technology of narrow gap welding and provides valuable Patent Information.
〔Key words〕DII;narrow gap;welding;patent;map;VOSviewer
作者简介:王亚凤 (1979-),女 ,馆员 ,硕士 ,研究方向 :科技查新与专利情报分析。book=135,ebook=137DII,国内专利数据源于国家知识产权局 (DII检索到的中国专利信息与SIPO的专利数据不一致。笔者通过主题和IP分类号为限定条件进行检索。DII中的检索式拟定为TI=(narrow near/1 gap)and weld*OR TI=NG,通过分类号IPC=B23*限定,检索结果为265件。检索时间为2013年12月15日 ,对于专利申请的时间未作限定。由于专利的申请到公开有一年半的滞后期,所以2013年的数据仅供参考,不能全面反映技术趋势。本文专利分析工具应用了DII的TDA软件和知识图谱绘制工具VOSviewer,并用VC编制矩阵转化程序进行专利统计分析。
基金项目:江苏省现代教育技术研究课题 (项目编号:2015-R-40948)、江苏科技大学高等教育科学研究课题 (项目编号:GJKTY2014-22)、江苏省高等教育教改研究立项课题 (项目编号 :2015JSJG150)的研究成果。
收稿日期:2014-07-14
〔中图分类号〕G255.53
〔文献标识码〕A
〔文章编号〕1008-0821(2015)10-0134-06
DOI:10.3969/j.issn.1008-0821.2015.10.025
