拉削键槽时侧面粗糙度的影响因素分析
2015-06-14程晓芳
□ 郭 峰 □ 程晓芳
陕西国防工业职业技术学院 西安 710300
1 键槽与键槽拉刀
目前,键槽的加工有拉削和插削两种方法。拉削与插削相比,效率高,所以在大批量加工键槽时,常常使用拉削方法。键槽拉刀按照拉削方式的不同,分为分层式、同廓式和综合式。分层式键槽拉刀因为制造简单、刀具成本低、拉削质量较高等原因,在生产实际中经常使用。
孔内键槽用来与普通平键联结配合,其作用为传递扭矩或限定位置。在安装和使用键槽联结时,对内键槽侧面的表面质量要求较高。
键槽拉刀的结构参数设计合理与否,直接影响到被加工键槽的表面质量,影响键槽表面质量的主要因素有齿升量、侧隙角、侧隙修光刃长度等。以下分别分析这三者对被加工键槽表面质量的影响规律。
2 齿升量和侧隙角对理论粗糙度的影响规律
齿升量是拉刀每齿所完成的切削任务在齿高方向上的尺寸,也可以认为是拉刀上后一齿比前一齿在齿高方向上的增高量。本文研究的齿升量是指切削齿的齿升量,齿升量是拉刀的重要设计参数和结构参数,它对加工质量、拉刀长度、刀具制造成本等影响很大。齿升量太大,加工质量不高;太小,拉刀长度太长,增加刀具成本。实际生产中,齿升量一般为0.06~0.08mm。
侧隙角为拉刀刀齿副切削刃与主切削刃夹角的余角,也是拉刀侧刃与键槽侧面的夹角。侧隙角太小,刀齿侧面与键槽侧面摩擦变大;侧隙角太大,刀齿根部强度降低。
如图1所示,齿1为前一齿,齿2为后一齿,两齿切削过后留下横截面为直角三角形的残留面积。残留面积在键槽侧面的高度为拉削的理论表面粗糙度值。
由残留面积横截面的直角三角形几何关系得出理论表面粗糙度:

式中:af为齿升量;β为侧隙角。
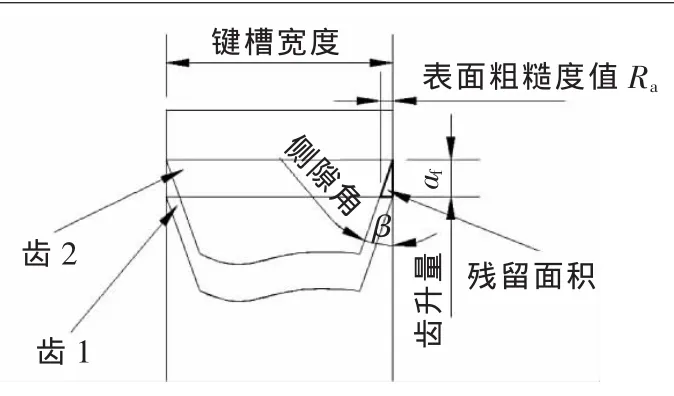
▲图1 齿升量和侧隙角对残留面积的影响
▲图2 侧隙修光刃长度小于齿升量时的残留面积
▲图3 侧隙修光刃长度大于或等于齿升量时的残留面积
由此可见,在不增加侧隙修光刃的前提下,齿升量增大,理论粗糙度也增大;反之,齿升量减小,理论粗糙度减小。侧隙角增大,理论粗糙度也增大;反之,侧隙角减小,理论粗糙度减小。齿升量对理论表面粗糙度的影响是正比的,侧隙角与理论表面粗糙度的关系是正切函数关系。
3 侧隙修光刃长度对理论粗糙度的影响规律
侧隙修光刃是拉刀副切削刃上侧隙角为零的一小段,其长度的大小对键槽侧面粗糙度影响很大。侧隙修光刃太长,拉刀侧刃与键槽侧面摩擦加剧;侧隙修光刃太短,则起不到修光刃的作用。
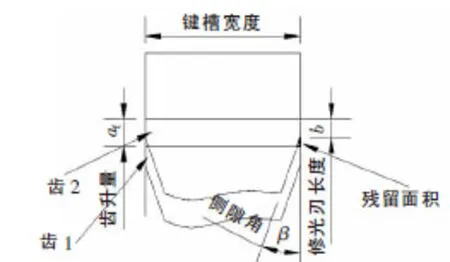
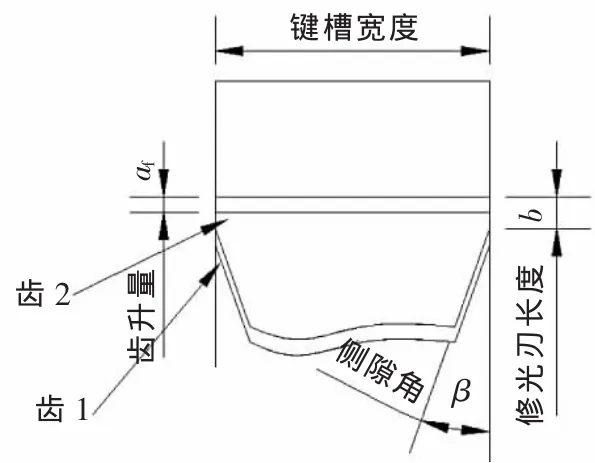
根据侧隙修光刃长度b与齿升量af的关系,可分两种情况分析,即 b<af和 b≥af。
(1) b<af,如图 2 所示,当侧隙修光刃长度小于齿升量时,前齿和后齿切过会留下一个较小的残留面积。根据残留面积直角三角形中的几何关系,得出理论表面粗糙度为:

由式(2)可以看出,当 b<af时,侧隙修光刃长度越大,键槽侧面理论粗糙度值越低;反之,理论粗糙度的值越高。
(2)b≥af,如图3所示,当侧隙修光刃长度大于或等于齿升量时,不会留下残留面积。
4 结论
拉削键槽时,影响键槽侧面粗糙度的刀具结构参数有:齿升量、侧隙角、侧隙修光刃长度。齿升量和侧隙角通过函数关系Ra=aftanβ来影响键槽侧面理论粗糙度。当侧隙修光刃长度小于齿升量时,其通过函数关系Ra=(af-b)tanβ来影响键槽侧面理论粗糙度值。当侧隙修光刃长度大于或等于齿升量时,理论上表面粗糙度值可达到最佳值。
[1]陆剑中, 孙家宁.金属切削原理与刀具 (第四版)[M].北京:机械工业出版社,2005.
[2]袁哲俊,刘华明.金属切削刀具设计手册:拉刀(单行本)[M].北京:机械工业出版社,2009.
[3]张东初,裴旭明.加工工艺对表面粗糙度及疲劳寿命的影响[J].中国机械工程,2003,14(16):1374-1377.
[4]于雷.拉削键槽的缺陷及消除[J].长春工程学院学报(自然科学版),2001(2):30-31.
[5]阳恒钊.键槽拉刀改进设计[J].内燃机,2005(3):20-21,26.
