基于有限元模拟优化技术的叶片冲压成形工艺研究*
2015-10-11史亚贝
□ 史亚贝
河南工业职业技术学院 河南南阳 473009
基于有限元模拟优化技术的叶片冲压成形工艺研究*
□ 史亚贝
河南工业职业技术学院 河南南阳 473009
通过对混凝土搅拌车11号叶片的定位方法进行有限元数值模拟,分析了用不同工艺方法加工的叶片空间变形过程及应力应变的分布云图;通过选择合理的定位方法,优化冲压工艺,较好地控制了叶片在冲压成形过程中的滑动现象,提高了叶片的成形精度。
有限元模拟 定位工艺 冲压成形
混凝土搅拌车搅拌叶片厚度一般为4 mm,叶片的加工方式一般为自由弯曲成形,并且无压边装置。由于叶片在冲压成形过程中存在很大的空间扭曲与弯曲变形,导致叶片在冲压过程中发生偏移和转动,滑出模具型腔,影响了叶片的成形精度,甚至产生废品。针对以上问题,本文通过对叶片冲压成形工艺的有限元数值模拟分析,设计出较为合理的叶片成形定位方法,有效限制了叶片在冲压过程中的自由流动,并保持其在模具中的正确位置,最终使叶片得到精确的形状尺寸。
1 叶片冲压成形有限元数值模拟
1.1 叶片成形过程分析
图1是混凝土输送车第11号搅拌叶片模具图,由于该模具没有任何定位装置,在成形过程中,叶片无法保持与模具完全合模,使叶片的成形精度得不到保证。
由于叶片在冲压成形过程中存在很大的空间扭曲与弯曲变形,如何通过合理的定位方式控制叶片在冲压过程中的自由流动,最终控制叶片的成形精度,这是叶片冲压加工中的难点。
▲图1 11号搅拌叶片模具图
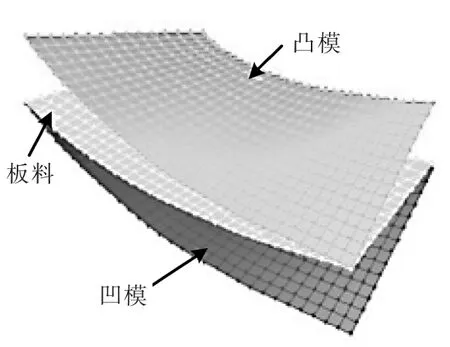
▲图2 叶片有限元仿真模型
1.2 数值模拟及结果
1.2.1 有限元建模
图2所示为所建立的叶片有限元仿真模型,从上到下分别为凸模、板料和凹模,冲压方向垂直向下。
1.2.2 材料
宝钢产B520鄄JJ钢具有良好的综合力学性能、焊接性能、低温冲击韧性和冷冲压性能,符合叶片使用及加工要求,故叶片材料采用宝钢产B520JJ钢,其材料性能参数为:杨氏模量E=212 GPa,泊松比ν=0.31,屈服应力σs=361 MPa。
1.2.3 边界条件
模拟冲压速度按回弹模拟推荐值取5 m/s,接触摩擦因数按经验值取0.15。
1.2.4 冲压模拟结果
冲压成形结果如图3所示,由图3可以明显看出,叶片在成形过程中有严重的滑移现象,叶片边缘与模具边缘最大偏差为30.8 mm (图中叶片超出模具部分的阴影长度),严重影响了叶片的成形精度。
叶片成形后的厚度分布如图4所示。
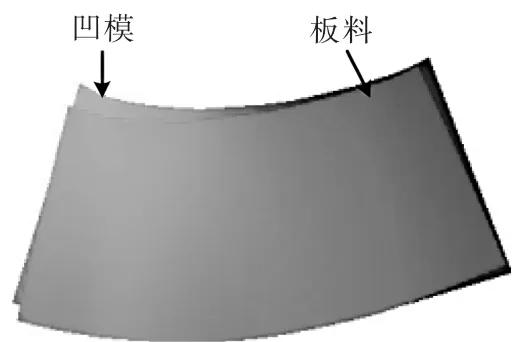
▲图3 未采用定位工艺的叶片成形结果

▲图4 未采用定位工艺的叶片成形厚度
2 叶片定位工艺的优化设计
叶片的冲压工艺设计主要是确定在一定压力及冲压速度下叶片的定位方式,控制叶片在成形过程中的滑动,从而保证叶片的成形精度。
2.1 定位方案设计
根据叶片冲压成形的模拟结果,笔者设计了4种定位方法,如图5所示。
图5(a)定位方式:一点定位,一点位于一边界;图5(b)定位方式:两点定位,两点位于同一边界,距离较近;图5(c)定位方式:两点定位,两点位于同一边界,距离较远;图5(d)定位方式:三点定位,两点位于同一边界,另一点位于相邻边界,呈三角状分布。
2.2 各种定位方法下数值模拟结果
2.2.1 冲压成形模拟结果
在各种定位方案下,叶片冲压成形模拟结果如图6所示。通过有限元模拟结果可以看出,4种定位方法都能较好地对叶片定位,而图5(d)的定位方法相对其它方法定位效果最好,与模具边角吻合度高,叶片边缘和模具边缘最大偏差(超出模具部分)为3.53 mm。
2.2.2 叶片冲压成形厚度
图7所示为4种定位方法下叶片冲压成形后的厚度,与未加定位时的模拟结果几乎一致,由此可以得出,该近似模拟是符合实际的。
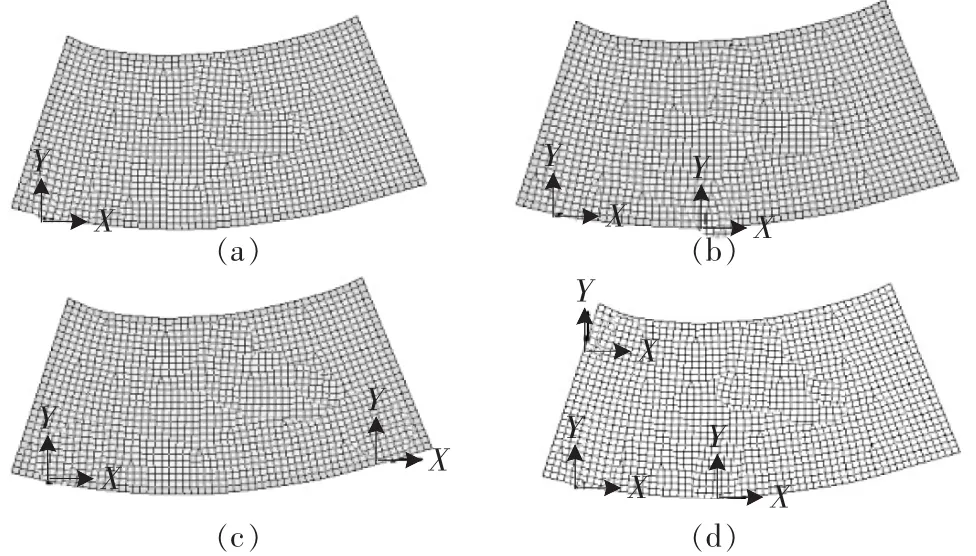
▲图5 4种定位方法的有限元模拟的边界定位示意图
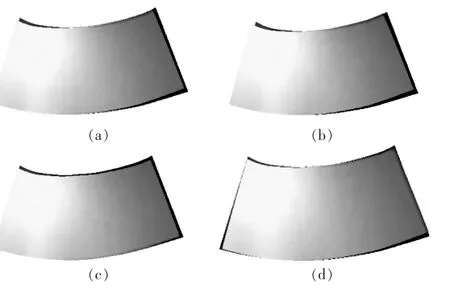
▲图6 采用4种定位方案的冲压结果
3 实际冲压试验
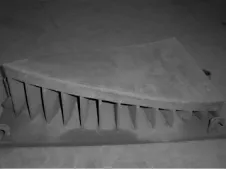
为确定模拟结果的准确性,应用图5(d)定位方案对叶片进行了冲压实验,叶片在成形过程中合模较好,形状符合要求,应力分布均匀。图8所示为压制出来的实际叶片照片,由此可得出,叶片冲压成形工艺的有限元数值模拟优化设计是有效可靠的。通过有限元数值模拟方法可对冲压工艺的制定及冲压模具的设计进行准确的指导,从而提高生产效率,降低生产成本。
4 结论
通过对叶片冲压成形的有限元模拟仿真,得出冲压过程中叶片在模具型腔内的滑动方向。然后,设计多种简单可行的定位工艺方案,通过对各种定位方案进行有限元数值模拟,分析了不同工艺方案的叶片空间变形过程及应力应变的分布云图,选择合理的定位方案,优化冲压工艺设计,最终生产出合格的叶片产品。
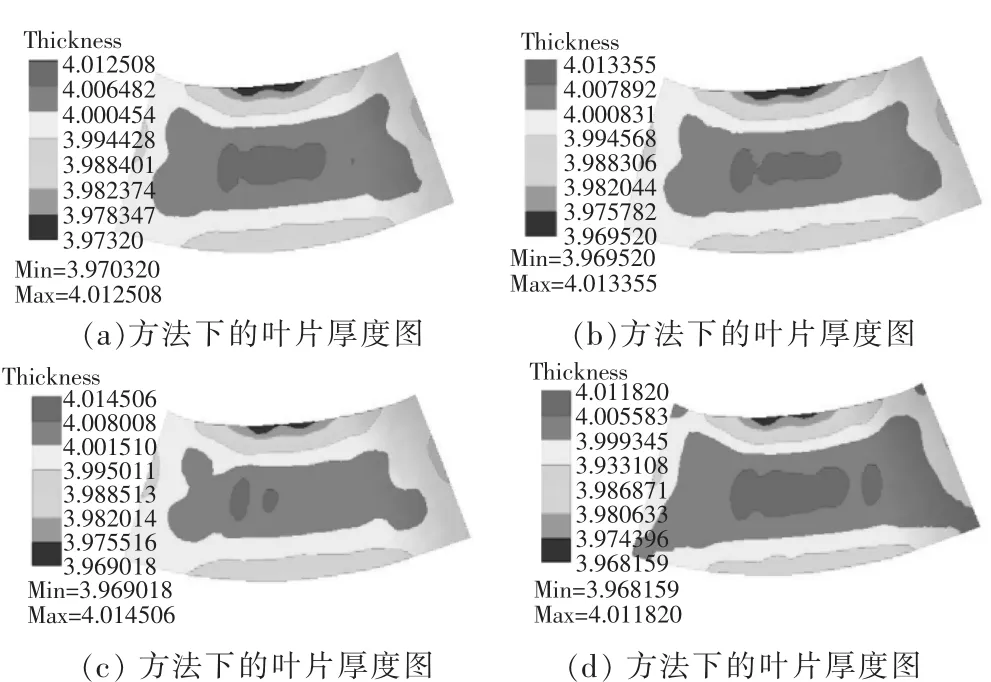
▲图7 4种定位方法下叶片冲压成形厚度

▲图8 经实际冲压成形后的11号叶片
[1] 王锦红,钟燕锋.混凝土搅拌车叶片冲压成形工艺的有限元数值模拟优化设计[J].机床与液压,2004(8):22-24.
[2] 王发成,吕彦明,魏中兴,等.基于Dynaform的叶片冲压模拟与回弹补偿[J].轻工机械,2012(3):40-42.
[3] 徐看,吕彦明,黄艳玲.基于Dynaform的空心叶片冲压回弹影响因素分析[J].热加工工艺,2014(7):138-141.
[4] 周泰安,冯杨,阮锋.基于正交试验的螺旋叶片冲压成形模拟优化研究[J].模具工业,2009(12):14-18.
[5] 苏双印.螺旋叶片冲压成形新工艺及模具设计[J].工程机械,2004(2):44-45.
(编辑 丁 罡)
TH164
A
1000-4998穴2015雪07-0076-03
*2014年南阳市科技发展计划基金项目(编号:2014GG025)
2014年12月
