气动加压V型牵伸细纱机实施重定量大牵伸工艺的生产实践
2015-06-01计万平
计万平,周 慧
(武汉江南实业集团有限公司,武汉 430415)
•应用研究
气动加压V型牵伸细纱机实施重定量大牵伸工艺的生产实践
计万平,周 慧
(武汉江南实业集团有限公司,武汉 430415)
为了探讨在气动加压摇架V型牵伸细纱机上实施重定量、大牵伸生产工艺的效果,分析了其机理并通过在FA506型细纱机上使用创新型牵伸元件,优选细纱牵伸工艺参数纺R/T 60/40 9.8 tex纱实践,从减小前纺设备配置,节约用工及产品质量3个方面对其应用效果进行了评估。试验表明在满足成纱质量的前提下,气动加压摇架V型牵伸细纱机纺R/T 60/40 9.8 tex纱完全具备采用重定量大牵伸生产工艺的基本条件,粗纱定量可由2.8 g/(10 m)增至5.1 g/(10 m),且对成纱条干质量和常发性纱疵的改善均十分有利;虽然实施5.1 g/(10 m)重定量生产工艺的条干CVb值和平均强力下降,有害毛羽明显增多,但是通过合理调整粗纱定量和细纱总牵伸倍数,也能够生产市场要求较高的纱线品种。指出在FA506型气动加压摇架V型牵伸细纱机上采用较大的粗纱定量,在减少前纺设备开台、节约生产用工、节能降耗、提高生产效率方面能够发挥较显著的作用。
压力棒上销;曲面下销;胶辊;气动加压;摇架;V型牵伸
0 引言
现代环锭纺牵伸技术随着不断改善成纱质量和增大总牵伸倍数的创新实践而发展,重定量、大牵伸工艺的生产实践翻开了环锭纺牵伸型式技术进步的新篇章。早在20世纪90年代,纺纱技术在SKF直线牵伸的基础上发展了后区采用V型牵伸型式的INA-V型牵伸装置,从而使细纱机理论上能实现(30~60)倍的总牵伸。但实际应用上总牵伸倍数达到40倍以上后,成纱条干质量随牵伸倍数的增大而明显下降,尤其是纺一些高端品种时,总牵伸倍数只有设计在35倍以下,成纱质量才能达到设计要求。在稳定产品质量的前提下,为了使牵伸能力进一步提高,在V型牵伸装置上将普通上销替换成碳纤尼龙弹性单压力棒上销,使后区控制浮游纤维的能力显著增强,通过优化细纱相关工艺,积极采用先进的纺纱专件和器材,从而为V型牵伸实现重定量、大牵伸提供了技术条件。笔者结合生产实践,重点谈一谈在气动加压摇架V型牵伸装置的细纱机上纺R/T 60/40 9.8 tex纱实施的重定量、大牵伸工艺。
1 气动加压摇架V型牵伸装置实施重定量、大牵伸工艺的机理
V型牵伸是把后罗拉中心提高12.5 mm,后胶辊沿后下罗拉表面向后偏移,使后胶辊和后下罗拉中心连线与前中罗拉中心线成25°~28°的夹角,从而使后区形成一个V型牵伸区;后区牵伸非控制区长度从SKF直线牵伸的48 mm~52 mm缩短到35 mm。使用碳纤尼龙弹性单压力棒上销后,在后区中部添加了一根压力棒,不仅显著增加了后区中部摩擦力场强度的分布,而且非控制区长度大大缩短;同时也消除了中上罗拉反包围弧,使后区牵伸控制浮游纤维运动的能力明显增强,提高了纤维的伸直度,对加大后区牵伸倍数十分有利。由于后区独特的牵伸曲线,减少了粗纱须条在后区牵伸中的捻回重新分布的问题,并使其保留较多的剩余捻回,使喂入前区纱条的内在结构和紧密度有了明显的改善,达到了挖掘前区最大牵伸潜力的目的[1-3],从而实现了V型牵伸装置总牵伸能力的大幅提升。
2 牵伸配置的改进和创新
2.1 V型牵伸装置配置气动加压摇架的结构特点
在FA506V型牵伸细纱机上,采用QYJ30-125V型气动加压摇架,圆钢管型摇架支管轴内为整体长气囊。该摇架以压缩空气静压为动力源,在气压的作用下气囊膨胀顶住压力板,经联接杆传递对罗拉加压;调节气囊压力可对整台车摇架进行无级调压,改变上销的位置可以调节3个以上罗拉间压力的分配。
当细纱机需要停车一段时间,关闭进气,气动加压摇架即处于半释压状态;摇架的半释压功能有利于保护胶辊和再开车时减少细节和纱线断头。
在使用整体气囊摇架时,一定要重视相邻摇架之间相互干涉的问题:即当掀起某一套摇架时,其相邻的摇架压力会升高;而压下该摇架时,其相邻摇架的压力会下降到比掀起前更低的水平,所以整体气囊摇架在安装、调试和使用过程中是相当麻烦的,必须引起设备维修人员的高度重视。
2.2 后区采用尼龙弹性单压力棒上销
在V型牵伸上实施重定量生产工艺,当粗纱定量加大时,细纱牵伸倍数也随之加大、牵伸力增大,且牵伸附加不匀增大,如果不能有效地控制每根纤维的变速,就会对成纱质量造成十分不良的影响。后区采用碳纤尼龙弹性单压力棒上销后,增加了后区纵向摩擦力场强度的控制范围,在较大牵伸倍数下实现对纤维的有效控制提供了保障[4]。在同等条件下,应用普通碳纤尼龙弹性上销(以下简称普通上销)和碳纤尼龙弹性单压力棒上销(以下简称单压力棒上销)成纱质量对比见表1。 为适应重定量大牵伸工艺纺R/T 60/40 9.8 tex纱,我们对V型牵伸装置做了相应改进。从表1可看出,改变装置后,仍然使用原来的普通上销,成纱质量很差;使用单压力棒上销后,成纱质量大幅上升,而且比常规工艺生产的R/T 60/40 9.8 tex纱

表1 两种上销纺R/T 60/40 9.8 tex纱成纱质量对比
的成纱质量还要好。
2.3 采用新型下销
新型曲面下销是牵伸区形成弹性钳口的重要部件之一。肇东纺机制造的专利产品新型曲面下销,是在普通下销的基础上将平面宽度减小、凸缘变薄、阶梯高差增加,以更有利于发挥胶圈的弹性;适度增大中部加压,控制纤维提前变速,有利于条干均匀度的改善。应用两种下销的成纱质量对比见表2。
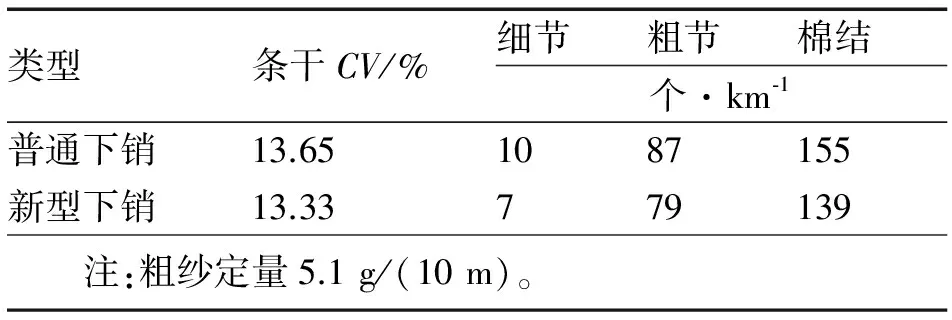
表2 两种下销成纱质量对比
从表2的试验数据可以看出,新型专利下销对成纱质量的改善十分明显,但由于其曲线与直线部分高度差增大,积聚的飞花不易带走,所以挡车工应加强这些部位的清洁工作。
2.4 胶辊的选用2.4.1 采用高弹性低硬度免处理胶辊
实施重定量、大牵伸工艺纺R/T 60/40 9.8 tex纱,前列使用高弹性、低硬度WRC-868型免处理胶辊,有利于提高握持力,降低握持力不匀率,改善前罗拉钳口握持力的稳定,实现对前区纤维的有效控制,从而提高了条干均匀度。目前的国产免处理胶辊在改善成纱条干均匀度,减少细节、粗节和成纱毛羽方面发挥着重要的作用,但在不同地区、不同季节、不同纺纱纤维应用方面却不太理想。比如在武汉市及周边地区高温高湿季节纺粘涤混纺产品,使用WRC-868型胶辊,还不能真正实现免处理,在实际应用中必须对WRC-868型胶辊表面进行化学涂料微处理,才能最大限度地发挥其纺纱功能[5]。
2.4.2 气动加压摇架前、后胶辊直径的选用
在V型牵伸装置中,气动加压摇架使用的后胶辊沿后罗拉后移,从而改变了压力分配,前、后胶辊直径大小的搭配对成纱质量有较大的影响,试验数据见表3。
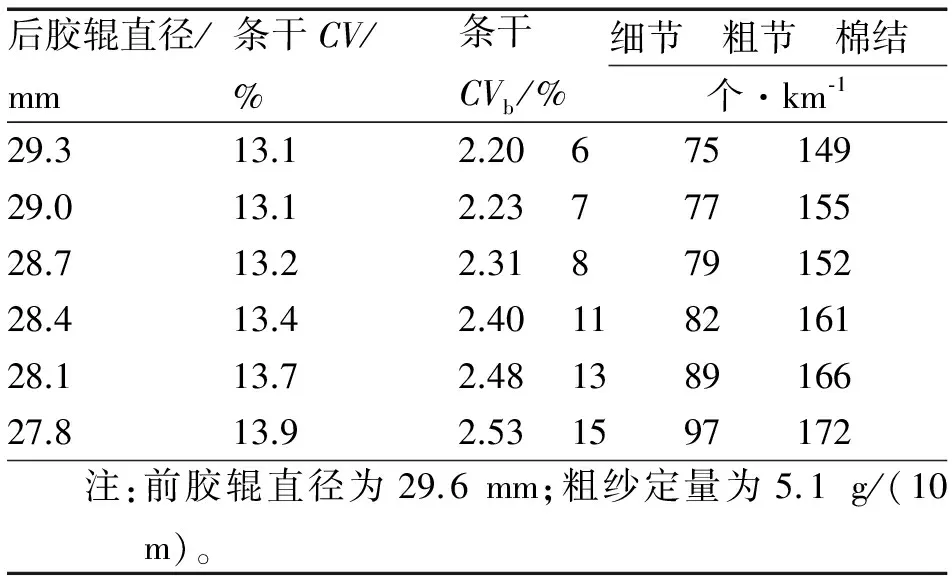
表3 前后胶辊直径大小对成纱质量的影响
表3试验结果表明,后胶辊的直径应尽量接近前胶辊的直径,直径差异在0.30 mm~0.90 mm时成纱质量较好,直径差异在1.20 mm以上时成纱质量逐步下降,生产中应避免出现此种情况。从表3还可看出,使用后胶辊直径过大时,对成纱质量的改善并不明显,因此也应少用或不用,以免增加胶辊消耗。
2.4.3 后胶辊硬度的选用
细纱机摇架前列上罗拉使用WRC-868型免处理胶辊,其邵尔A硬度为68度,如果摇架后列也使用低硬度胶辊,将对后区须条的控制作用加强,但使系统的牵伸力加大而造成牵伸困难,应用不同硬度后胶辊与成纱质量的关系见表4。

表4 不同硬度后胶辊与成纱质量的关系
从表4可以看出,摇架后列上罗拉使用邵尔A硬度68度的胶辊,其成纱质量反而较差;使用邵尔A硬度80度以上的胶辊,成纱质量也呈现下降的趋势,所以,气动加压V型牵伸后列胶辊建议使用邵尔A硬度73度~76度的中硬度胶辊对成纱质量较有利。
2.4.4 用中胶辊代替中铁辊
用中胶辊代替中铁辊,彻底解决了中铁辊外壳锈蚀的问题,消除了因铁壳锈蚀运行不良对成纱质量不利的影响。中胶辊外层由碳纤尼龙高分子材料注塑成型,由于表面呈网纹状结构能减小上胶圈在牵伸运行中的滑溜,使上、下胶圈运转的同步性有了较大的改善,充分发挥了稳定牵伸的积极作用。应用中铁辊和中胶辊成纱质量对比见表5。

表5 中铁辊和中胶辊成纱质量对比
表5中试验数据表明,中胶辊的成纱质量明显优于中铁辊,特别是高温高湿季节,中铁辊锈蚀加快,成纱质量呈快速下降趋势;缩短上销更换周期,不仅影响车间生产,而且上胶圈的损耗会增加很多。
2.5 上下胶圈的合理选用
在纺纱牵伸运动过程中,上、下胶圈组成富有弹性与一定压力的钳口,柔性地握持和控制纤维的运动,使纤维变速点稳定前移,从而达到改善成纱质量的目的。生产实践证明,胶圈内、外表面摩擦因数、硬度、弹性和表面结构与成纱质量密切相关。具体试验结果见表6~表8。

表6 不同型号的胶圈对成纱质量的影响
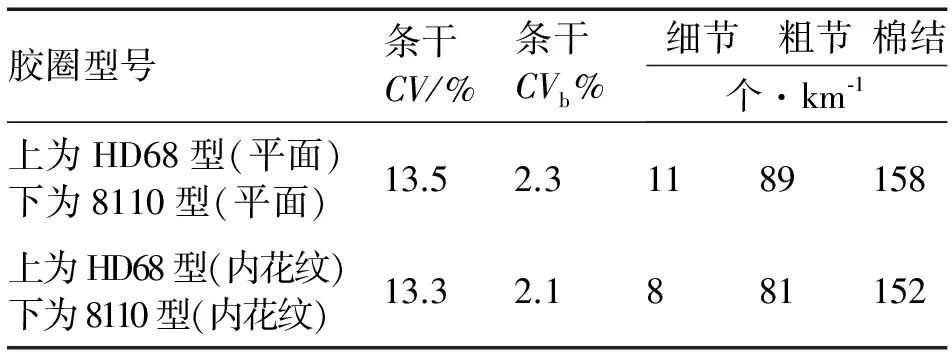
表7 不同表面结构的胶圈对成纱质量的影响

表8 新旧胶圈搭配对成纱质量的影响
从表6中试验数据可以看出,上胶圈选用HD68型(邵尔A68度),下胶圈选用8110型(邵尔A71度)成纱质量最好,充分表明了胶圈上软、下硬使用原则的正确性;内花纹胶圈有利于减少滑溜,使胶圈运行平稳。表7的数据表明,选用HD68型内花纹上胶圈、8110型内花纹下胶圈,成纱质量明显优于平面胶圈,并且在重定量、大牵伸工艺条件下,内花纹胶圈的使用寿命比平面胶圈可延长1倍多。由于新胶圈在使用过程中存在走熟期的问题,所以同时使用新胶圈就会引起牵伸不良、造成细纱出硬头十分严重,生产困难,成纱质量较差,表8的数据也说明上、下胶圈新、旧搭配使用的成纱质量明显优于同时使用新胶圈。另外,在重定量、大牵伸工艺条件下,上、下胶圈的总厚度应控制在1.9 mm以内,否则,胶圈钳口过紧,牵伸力过大,会使胶圈的损坏增多。
3 V型牵伸细纱工艺参数优选试验
3.1 粗纱定量
在V型牵伸细纱机上实施重定量、大牵伸生产工艺,成纱质量与粗纱定量的大小密切相关。由于粗纱定量加大,细纱加捻三角区变宽、边部纤维增加很多,使纱条强度下降、断头和毛羽成倍增多。所以纺制R/T 60/40 9.8 tex纱一定要结合前纺的开台和产品定位,科学合理地确定粗纱定量范围,才能取得最佳的效果。
2009年公司搬到开发区新厂后,前纺主机设备进行了大规模的更新改造,前纺设备的配置大幅减少,全部生产品种只能走重定量、大牵伸的生产工艺路线。R/T 60/40 9.8 tex纱是我公司定位中等偏上的纱线品种,如果实施5.0 g/(10 m)以下的粗纱定量,将会使总体生产效率受到较大影响。所以,在产品质量达到规定要求的前提下,应尽可能地选择较大的粗纱定量。粗纱定量对成纱质量的影响见表9数据。

表9 不同粗纱定量对成纱质量的影响
从表9中数据可以看出,随着粗纱定量的加大,成纱质量逐步变差,常发性纱疵增多;当粗纱定量大于5.18 g/(10 m)时,成纱质量达不到规定要求。根据产品的定位,纺R/T 60/40 9.8 tex纱时粗纱定量应控制在5.02 g/(10 m)~5.18 g/(10 m)。
3.2 后区牵伸倍数
在V型牵伸细纱机上实施重定量、大牵伸生产工艺,最重要的任务就是加大后区牵伸倍数后如何解决好成纱条干趋于恶化的问题。V型牵伸后区虽为曲线牵伸,但对纤维的控制能力还是不如前区,加大后区牵伸倍数,使后区牵伸力加大,牵伸力的波动同时增大,影响纤维的稳定变速;当在后区使用单压力棒上销后,控制纤维运动的能力加强,使成纱质量得到明显改善[6]。不同后区牵伸倍数对成纱质量的影响见表10。

表10 不同后区牵伸倍数对成纱质量的影响
后区牵伸倍数设计过大,主牵伸区的牵伸能力被削弱,成纱条干水平下降;后区牵伸倍数设计得过小,将会增加主牵伸区的负荷,使牵伸的稳定性和锭间一致性变差。同时,前区牵伸力的增大,生产中易出现牵伸不开的问题,反而会使成纱条干恶化。综合表10的试验数据,后区牵伸倍数控制在1.25~1.34对成纱质量比较有利。
3.3 罗拉中心距
V型牵伸装置罗拉中心距的大小关系到握持力和牵伸力的平衡,直接影响条干CV值。在重定量、大牵伸工艺条件下,加大粗纱定量实际上增大了系统的牵伸力;但在正常纺纱状态下,牵伸力的增大往往受到握持力的限制,罗拉中心距过小则控制过强,将造成牵伸困难、生产难做、产品质量发生波动。所以,一定要结合粗纱定量的大小,把罗拉中心距调整到适当的位置,使纱条在向前运行的过程中,把牵伸力增大的趋势逐渐减缓下来,以实现正常纺纱[7]。不同的罗拉中心距与成纱质量的关系见表11。
在重定量纺纱工艺条件下,前中罗拉中心距仅作较小范围的调整,而中后罗拉中心距应随后区牵伸倍数的增大在较大范围调整。从表11可以看出,中后罗拉中心距调整后的成纱质量变化十分明显,当中后罗拉中心距大于58 mm时,成纱质量明显下降。综合表11的试验数据,中心距43.5 mm×
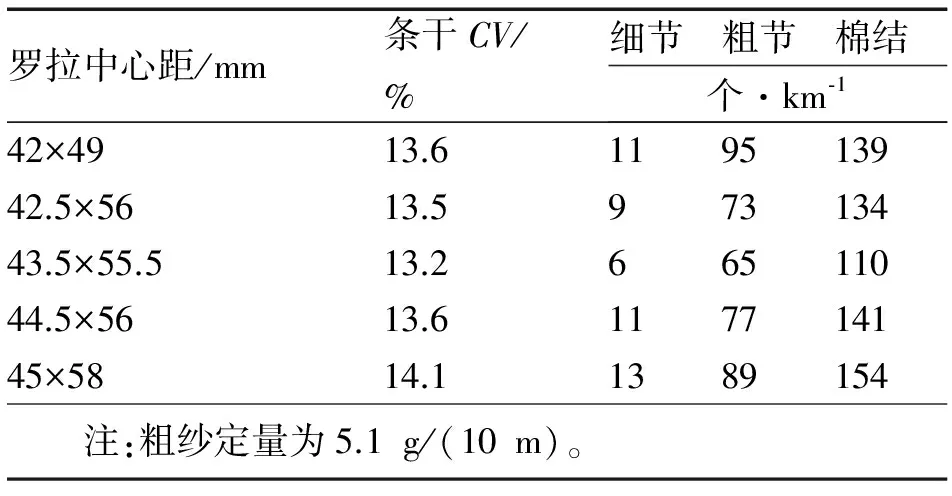
表11 不同罗拉中心距与成纱质量的关系
55.5 mm时的成纱质量最好。
3.4 钳口隔距
钳口隔距块作为一种工艺元件,其正确使用对成纱质量和车间生产起着至关重要的作用。生产实践证明,随着粗纱定量的变化,纺同一号数纱的钳口隔距块一定要作相应的调整,当粗纱定量增大时胶圈钳口对纤维的控制力也加大,如果钳口的握持力不能适应,就会造成牵伸不良。如纺R/T 60/40 9.8 tex纱,当粗纱定量约为5.1 g/(10 m)时,使用2.5 mm隔距块千锭时出硬头的数量达到856根,使用3 mm隔距块后数量则降至3根左右。
3.5 摇架压力
在重定量、大牵伸工艺条件下,为了适应前、后区牵伸力增大的要求,摇架必须施加足够大的压力在胶辊上,以维持最小握持力大于最大牵伸力的要求。气动加压摇架使用压缩空气的压力一定要达到0.4 MPa~0.6 MPa,并尽量保持稳定。纺R/T 60/40 9.8 tex纱,当粗纱定量在5.10 g/(10 m)时,气动加压摇架压力表的示值应调整为0.08 MPa左右,对应气动摇架的压力为180 N×140 N×160 N。当粗纱定量发生变化时,应对压力表的示值作相应微调[8]。
由于相邻摇架的相互干涉问题,在调整气动加压摇架前胶辊压力时应按以下步骤进行。
a) 先用压力表测试仪将每套摇架的压力调至规定的范围内。
b) 相邻摇架加压后,压力会发生变化,应根据回测压力的示值予以调整,使前罗拉的加压控制在175 N~180 N。
c) 全部回测后,再按锭数的10%抽查加压情况,不符合要求的再进行适当调整;通过反复调整,确保整台气动摇架的压力控制在稳定的范围内;压力偏差值:上偏差为+10 N,下偏差为-5 N。
3.6 胶辊的前冲量
前胶辊的前冲量大小对成纱质量有一定影响,适当的前冲量可以增大须条在前区下罗拉上的包围弧,有利改善成纱条干均匀度。前冲量太小,对成纱质量的改善不明显;前冲量过大,前罗拉钳口的压力减小,使握持力相应减小,对前区纤维的控制能力变差,不利于成纱质量,而且过大的前冲量也会影响值车工的接头速度。选择不同的前胶辊前冲量纺纱对比情况见表12。

表12 选择不同的前胶辊前冲量对成纱质量的影响
从表12试验数据对比可以得出结论,前冲量为3 mm或4 mm,对成纱质量的改善均十分有利。为了方便值车工接头,我们把前胶辊的前冲量确定为3 mm。
3.7 粗纱捻系数
在一定的范围内,粗纱捻系数、粗纱定量与粗纱强力密切相关。粗纱强力过大会使系统的牵伸力增加很多,所以,在重定量工艺条件下,粗纱捻系数不能设计得过大;否则,在牵伸过程中会出现解捻困难和牵伸不开的问题,影响车间生产和产品质量[9]。不同的粗纱捻系数对成纱质量的影响见表13。
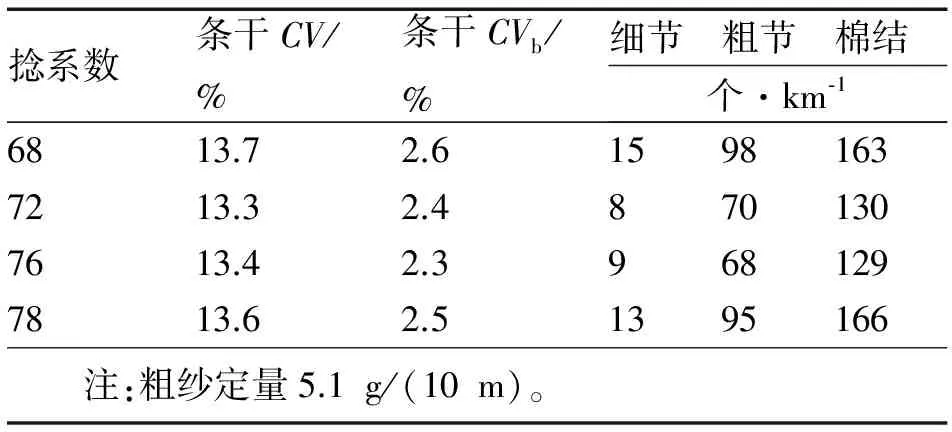
表13 不同粗纱捻系数对成纱质量的影响
从表13可以看出,粗纱捻系数对成纱质量的影响十分明显,当粗纱捻系数大于76时,粗纱出硬头的问题开始增多、成纱条干水平下降;由于粘胶纤维和涤纶纤维混纺产品的抱合力较差,如果粗纱捻系数小于72时,粗纱须条的紧密度下降易造成意外牵伸,使纱线强力降低,毛羽增加很多,成纱质量也会下降,因此纺R/T 60/40 9.8 tex纱,粗纱捻系数应控制在72~76。
3.8 细纱捻系数
细纱捻系数的大小与成纱强力密切相关,在加捻的过程中纱线径向压力的增大使纤维间的抱合力逐步加强,当捻系数加大到某一个数值时,成纱强力达到最大值;但当捻系数继续加大,纱线外层缠绕的纤维数量增多、内层纤维的比例下降,纱线强力则呈现出下降趋势。所以,细纱捻系数的设计,一定要保证纱线强力处在最佳值。为此,我们对细纱捻系数进行对比试验,纺R/T 60/40 9.8 tex纱,细纱捻系数分别为395、415、430、440时,单纱强力分别为141 cN、148 cN、155 cN、和142 cN,试验表明细纱捻系数控制在415~430为佳。
3.9 车间温湿度
由于R/T 60/40 9.8 tex纱中含较大比例的粘胶纤维,而粘胶纤维吸湿能力较棉纤维大,在加工过程中对温湿度的变化十分敏感,所以车间温湿度要严格控制。在高温、高湿季节,纱条回潮率较大,纤维转移比较困难,罗拉、胶圈、胶辊缠绕问题较严重,细纱牵伸不开出硬头的问题也比较多,成纱条干均匀度差、粗节增多,同时钢领和钢丝圈表面发涩,造成飞圈,使细纱断头增加,所以车间温度应控制在28 ℃~33 ℃,相对湿度应控制在50%~56%。低温、低湿季节,因粗纱定量达到5.1 g/(10 m)的较高水平,牵伸截面内纤维的数量明显增多,粘胶纤维之间、涤纶纤维之间以及它们相互之间摩擦产生的静电相对较多,使纤维抱合力差、车间飞花多,影响条干CV值,使成纱强力下降、毛羽增多;所以车间温度应控制在23 ℃~28 ℃,相对湿度应控制在48%~52%。
3.10 优化细纱工艺参数
优化的细纱工艺参数见表14。
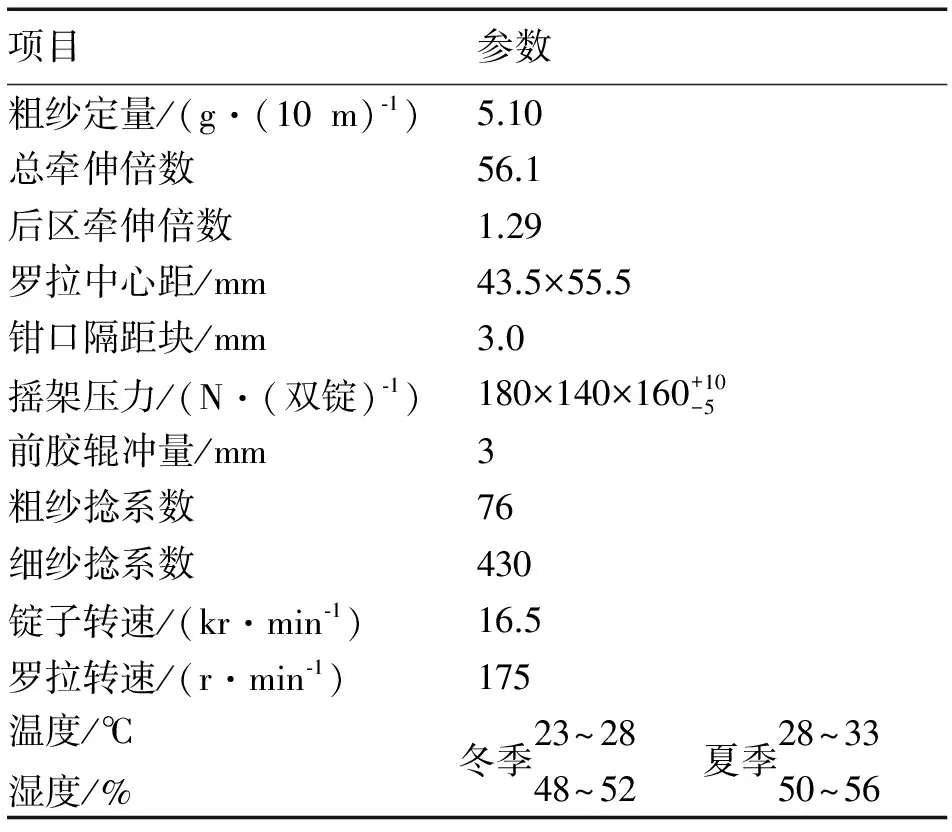
表14 优化的细纱工艺参数汇总
4 应用效果
在满足成纱质量的前提下,在气动加压摇架V型牵伸细纱机上实施重定量、大牵伸生产工艺纺制R/T 60/40 9.8 tex纱,可以达到减小前纺设备开台量和节约用工的目的,有利于提高企业经济效益。
4.1 减少前纺的设备配置
我公司有1.5万锭气动加压摇架V型牵伸细纱机,采用重定量、大牵伸生产工艺纺R/T 60/40 9.8 tex纱能减少40%以上前纺设备。其中:FA212型梳棉机减少5台,约节电27.5 kW;FA303型并条机减少4台,约节电22 kW;A454型粗纱机减少2台,约节电24.6 kW;以上合计为74.1 kW。如果每天工作按22 h、每年工作350 d、电费按0.75元/(kW·h)计算,则每年可节约费用42.79万元。
4.2 节约用工
采用重定量、大牵伸生产工艺,前纺设备减少40%以上,三个班的值车工约可减少9人,如果按每人每年工资2.4万元计算,则每年可节约工人工资21.6万元。
4.3 产品质量对比
常规生产工艺和实施重定量、大牵伸生产工艺纺R/T 60/40 9.8 tex纱的成纱质量对比见表15。

表15 实施重定量、大牵伸生产工艺前、后纺R/T 60/40 9.8 tex纱质量对比
从表15中试验数据看出,实施重定量、大牵伸生产工艺后,对成纱条干质量的改善和粗节、细节、棉结的改善均十分有利,但条干CVb值和平均强力有所下降、有害毛羽明显增多,所以,当市场对该产品提出更高的标准时,必须调整粗纱定量和细纱总牵伸倍数,使产品质量的综合水平达到市场要求。
5 结语
5.1 气动加压摇架、V型牵伸细纱机配套使用创新型牵伸元件,并通过优选牵伸工艺,完全具备了采用重定量、大牵伸生产工艺的基本条件,在满足产品综合质量要求的前提下,采用较大的粗纱定量,在减少前纺设备开台量、节约生产用工、节能降耗、提高生产效率方面能够发挥较显著的作用。
5.2 通过在气动加压摇架V型牵伸细纱机上实施重定量、大牵伸生产工艺的实践证明,在合理优选专件、器材和相关的工艺配置后,条干CV值和常发性纱疵均能得到有效控制;虽然条干CVb值、纱线平均强力和有害毛羽不尽人意,但通过调整粗纱定量、细纱牵伸倍数并对新型牵伸型式的应用进行全方位研究和探索后,一定能够实现高端产品的定位要求。
5.3 在气动加压摇架V型牵伸细纱机上实施重定量、大牵伸生产工艺,仅仅依靠创新型牵伸型式生产出优质的纱线还远远不够,还需要加强设备管理、操作管理和工艺管理,充分发挥各级管理人员的作用,认真做好基础性技术工作,时刻关注生产运行中出现的新情况,及时解决影响生产和产品质量的新问题。通过不断的实践和探索,重定量、大牵伸工艺一定会成为我国棉纺织企业实现优质高产高效的常规化生产模式。
[1] 唐文辉.棉纺细纱大牵伸工艺的演变与发展:上[J].棉纺织技术,2007,35(5):24-28.
[2] 唐文辉.棉纺细纱大牵伸工艺的演变与发展:下[J].棉纺织技术,2007,35(6):24-27.
[3] 王圣杰.纺纱过程中后区牵伸对成纱质量影响浅析[J].棉纺织技术,2009,37(8):41-43.
[4] 计万平.细纱后区牵伸形式与重定量工艺的试验分析[J].棉纺织技术,2008,36(1):5-8.
[5] 余桂林.新型细纱牵伸器材及其使用效果:下[J].棉纺织技术,2007,35(2):20-24.
[6] 王志坚,祁兴.重定量工艺的生产实践[J].棉纺织技术,2006,34(9):46-48.
[7] 中国纺织大学教研室.棉纺学[M].2版.北京:纺织工业出版社,1990:150-180.
[8] 孙伯勇,邵伟华,章友鹤.对棉纺高效工艺的认识与讨论[J].棉纺织技术,2007,35(6):58-62.
[9] 曹小华,倪远.现代纺纱设备重定量工艺的实践与探索[J].上海纺织科技,2006,34(5):84-86.
Application Practice of the Spinning Frame of Pneumatic Cradle with V-draft in Production with the Process of Heavy Ration with Big Draft
JI Wanping,ZHOU Hui
(Wuhan Jiangnan Industrial Group Corporation,Wuhan 430415,China)
With the aim of approach into application effect of the spinning frame of pneumatic cradle with V-draft in production with the process of heavy ration with big draft,analysis is done to the working mechanism.Evaluation is done to the effect of spinning practice with the spinning frame FA506 in spinning yarn R/T 60/40 9.8 tex with the innovated draft parts and the optimized draft process from the three aspects including reduction of the equipments in the pre-spinning section.It proves that considering the yarn quality,spinning yarn R/T 60/40 9.8 tex with the frame of pneumatic cradle of V-draft can be equipped with the process of heavy ration with big draft.The roving ration can be increased from 2.8 g/(10 m) to 5.1 g/(10 m),consequently improving the mass regular faults dramatically.It can not be denied that theCVband the even strength decrease and the hairiness increase markedly with process of heavy ration 5.1 g/(10 m),proper regulation of the roving ration and the general draft multiply of the spun yarn can also assure the production of the products that meet the market demand.It is pointed out that the spinning frame FA506 with pneumatic cradle of V-draft if using bigger roving ration,the frame has a big potential in reduction of the equipment in the pre-spinning section,labor economy and energy economy and increase of the production rate.
weighting top cradle;bent top cradle;cot;pneumatic;cradle;V-draft
2014-05-27
计万平(1962—),男,武汉人,工程师,主要从事纺织器材应用方面的研究。
时间:2014-07-30 11∶54
TS103.2
B
1001-9634(2015)00-0034-07
http://www.cnki.net/kcms/detail/61.1131.TS.20140730.1154.001.html
