参数化宏程序在变斜角平面铣削加工中的应用研究
2015-05-28吴金会江文清
吴金会,江文清
(九江职业技术学院机械工程学院,江西 九江 332007)
0 引言
当今计算机辅助制造实用软件在机械制造领域应用非常普遍,利用该软件编制机械零件的数控加工程序即准确又快捷,但是自动生成的程序段数量繁多,程序显得特别不够简洁,从而间接降低了数控加工的生产效率[1]。手工编程中的参数化宏程序在数控编程中的地位日益凸显,它可以灵活地调用系统中的局部变量、公共变量及系统变量进行编程[2-4]。数控编程人员即可以对变量赋值,也可以对变量进行算术和逻辑运算,还可以在宏程序中输入条件或无条件跳转语句来变换程序执行顺序[5-7]。
复杂的机械零件可能有变斜角平面,且其表面加工精度要求越来越高,当前对其加工的通用方法是选用自动编程软件对变斜角平面建模及生成切削加工刀路,经后置处理生成所需要的数控加工程序。虽然采用该方法操作简便,但是生成的数控程序冗长,不但占用数控系统内存,而且降低了变斜角平面铣削加工的效率。铣削变斜角平面时,如果能够正确地运用参数化宏程序将会极大地改善常规加工中呈现出的不好状况,它不仅可以更准确地控制变斜角平面的加工精度,还能省去配制额外的PC机硬件及昂贵的正版自动编程软件所需的经费开支,因此如何能正确合理地运用参数化宏程铣削加工变斜角平面值得我们更进一步地去研究[8]。
1 变斜角平面铣削加工刀位点运动轨迹分析


图1 变斜角平面各项参数
2 变斜角平面铣削加工刀位点数值计算
将工件坐标系零点建立在工件右前方的角点上,则变斜角平面四个角点三维坐标值分别为a1(-d,0,0)、an(0,0,- dtanθ)、b1(- e,c,0)、bn(0,c,- etanθ),其中 d、e、c均为正值常量,向量 a1b1=(d - e,c,0)、anbn=(0,c,dtanθ- etanθ)。设变斜角平面法向量p=(x,y,z),根据法向量的定义建立方程组:

即有 (d - e)·x+c·y=0,c·y+(d - e)·z·tanθ=0,若z=1,得到各分向量值为
因球刀始终与变斜角平面相切,得到从相切点到球刀中心的矢量为,其中k为待求解的未知量。由于

将(3)、(4)、(5)式代入(6)式中,得到:

根据切点 a1、an、b1、bn坐标值及(7)、(8)、(9)式,可以计算出刀位点 a'1、a'n、b'1、b'n的坐标值,即 a'1=(u - d,v,w)、a'n=(u,v,w - d·tanθ)、b'1=(u - e,v+c,w)、b'n=(u,v+c,w - e·tanθ)。若 ai到ai+1直线距离为h,则bi到bi+1直线距离为,直线 a1、an中任意点 ai和 ai+1为 (d - i·h·cosθ+h·cosθ,0,h·sinθ- i·h·sinθ)、(d - i·h·cosθ,0,- i·h·sinθ),直线b1bn中任意切点bi和bi+1坐标为(e-i·e·h·cosθ/d+e·h·cosθ/d,c,e·h·sinθ/d - i·e·h·sinθ/d)、(e - i·e·h·cosθ/d,c,- i·e·h·sinθ/d),相中i为正整数,且1≤i≤n。根据(7)、(8)、(9)式可以计算出刀位点 a'i、a'i+1、b'i、b'i+1坐标值,即 a'i=(d - i·h·cosθ+h·cosθ+u,v,w - i·h·sinθ+h·sinθ)、a'i+1=(m - i·h·cosθ+u,v,w - i·h·sinθ)、b'i=(e - i·e·h·cosθ/d+e·h·cosθ/d+u,c+v,w - i·h·e·sinθ/d+h·e·sinθ/d)、b'i+1=(e - i·e·h·cosθ/d+u,c+v,w - i·e·h·sinθ/d)。
3 变斜角平面铣削加工的参数化宏程序应用
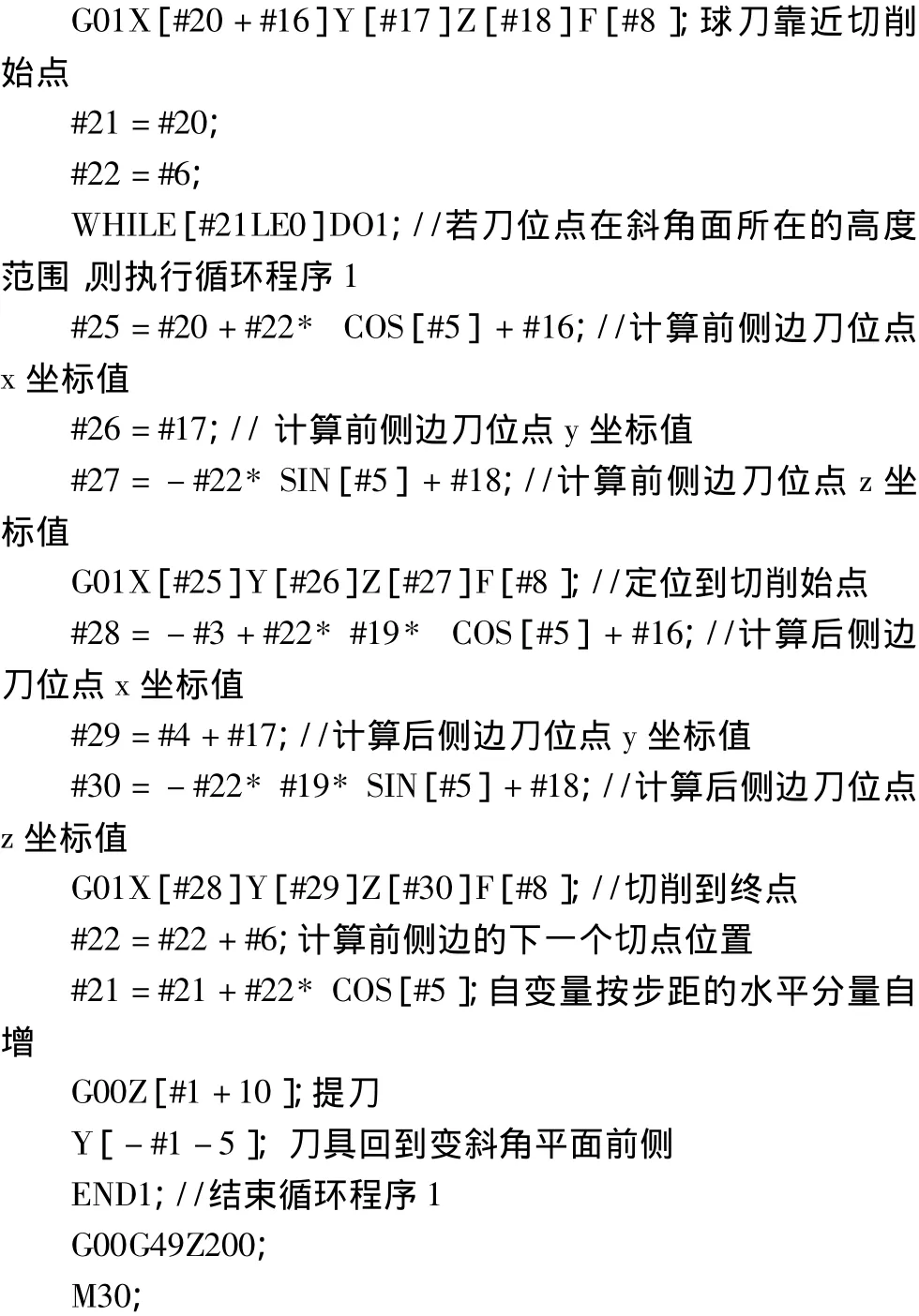
所编制的参数化宏程序能够适用于各种形式的变斜角平面,该程序结构及内容不变,一些参数形式的变量被放置在程序开头,方便查找及编辑。根据零件加工要求,将正确的数据赋给该类变量,程序一旦运行就能准确地控制球刀刀位点的运行轨迹,加工出合格的变斜角平面零件。参照图1,选用当前机械制造业中通用的FANUC 0i mate-MC系统进行参数化宏程序编制,该宏程序内容如下:


4 结论
参数化宏程序由于自身带有变量,在变斜角平面手工编程中显得十分灵活、智能,其程序段数量少,且程序简洁易懂的特点是CAD/CAM软件无法完全取代的原因之一[10]。对于在变斜角平面上运用通用型三轴联动数控铣削机床配备的面向用户开放的参数化宏程序功能,就可以编制出正确的宏程序,并能直接在数控机床上运行,满足了数控加工需求,拓展了宏程序的应用范围,即能使零件表面精度达到图纸要求,也能够使机械加工效率显著提高,因此在当前机械制造中值得大力推广。
[1]袁锋.全国数控大赛试题精选[M].北京:机械工业出版社,2005.
[2]杨静云.数控编程与加工[M].北京:高等教育出版社,2010.
[3]修辉平.数控模拟仿真加工实训[M].北京:北京理工大学出版社,2009.
[4]张洪江.数控机床与编程[M].北京:北京大学出版社,2009.
[5]李森.宏程序在椭圆铣削加工中的应用研究[J].煤矿机械,2010,31(1):118 -120.
[6]徐巍,王宇晗.FANUC和SIEMENS的宏程序处理非圆曲线的编译实例[J].组合机床与自动化加工技术,2008(9):72-74.
[7]周曲珠.宏程序在数控加工椭圆工件中的应用研究[J].机械设计与制造,2008(8):169-171.
[8]吴金会,刘越,王祥祯.基于宏程序的方形体斜角面铣削加工应用研究[J].组合机床与自动化加工技术,2012(5):94-96.
[9]陈丽君.基于宏程序的凹椭球面铣削加工应用研究[J].煤矿机械,2013,34(5):161 -162.
[10]胡翔云.宏程序在数控编程中的应用综述[J].机床与液压,2013,41(22):142-144.