支撑环加工工艺改进
2015-05-08威海职业学院山东264210姜宝荣
金属加工(冷加工) 2015年19期
威海职业学院 (山东 264210) 姜宝荣
在对外加工精密镗铣头上的零件时,遇到F213支撑环的成批加工。如图1所示,该零件材料为45钢,零件特点是在外圆上直接带有一个键,并且需淬火至硬度30~35HRC,这就给加工带来了难度。原先采用铣完键再车削的工艺,现改为车完后再上心轴铣键。
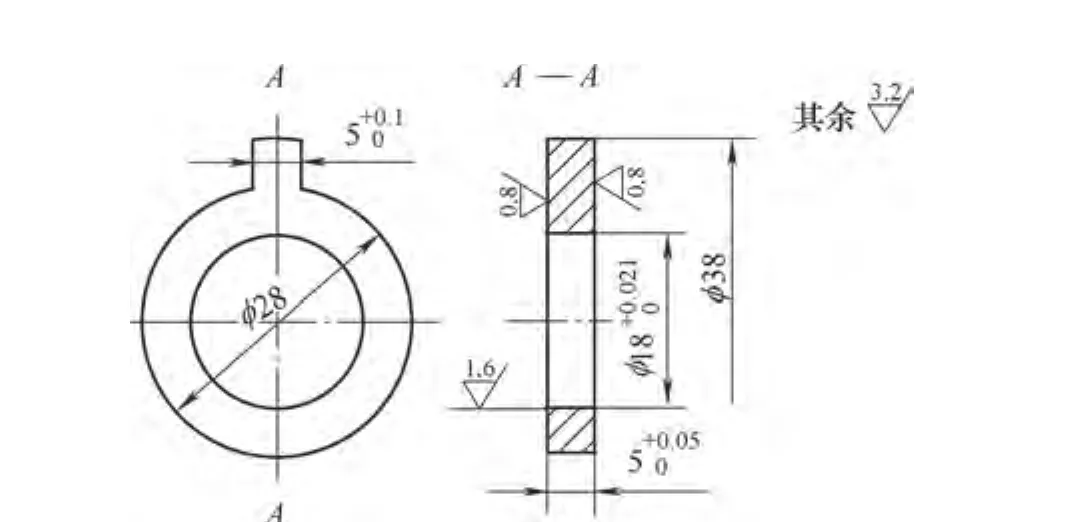
图 1
具体的加工工艺是安排:
(1)下料尺寸为φ40mm×100mm,材料为45钢。
(2)在车床上用自定心卡盘夹φ40mm外圆,车外圆至φ38mm。
(3)钻孔至φ16mm×50mm。
(6)用软爪装夹,另一端孔口倒角0.3mm×45°
(7)在铣床上用分度头夹心轴,另一端用顶尖顶住。粗、精铣φ28mm外圆保证尺寸,如图2所示。
(8)热处理,淬火至硬度30~35HRC。

图 2
(11)夹具的使用方法(见图3)。用自定心卡盘夹带键槽的夹具体,先把心轴装在夹具体上,再把工件装在心轴上(一次装夹5件,注意支撑环上的键对准夹具体的键槽),最后拧紧滚花螺母,抽出心轴,就可以磨内孔了。
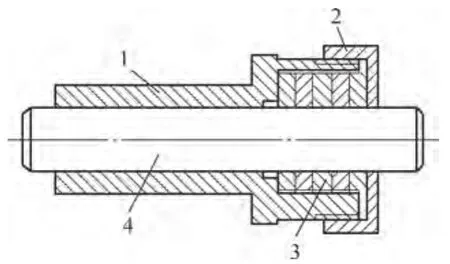
图 3
专家点评
原先采用铣完键再车削的工艺,现改为车完后再上心轴铣键。改进后的支撑环加工工艺操作简单、贴近生产,避免了切断刀的断续切削。
