上刀盘存在的问题及解决方法
2015-05-08中钢集团西安重机有限公司陕西710201王军强
中钢集团西安重机有限公司 (陕西 710201) 王军强
上刀盘是轧机碎边剪设备上飞剪中的刀盘。刀盘的斜槽存在问题将直接影响飞剪的剪切性能。一段时间以来,针对上刀盘(见图1)存在安装剪刃的斜槽d角度加工不正确的问题有两种不同的看法:一种看法是因图样设计有问题造成的;另一种看法是因加工方法不合适造成的。究竟是什么原因造成的呢?为了解决这个问题就必须对图样复审,并对机加工工艺的全过程进行分析研究,找出其问题存在的原因,提出解决方案,保证后序的加工能够有效地控制上刀盘的机加工质量和安装质量,圆满完成对上刀盘斜槽的加工工作。
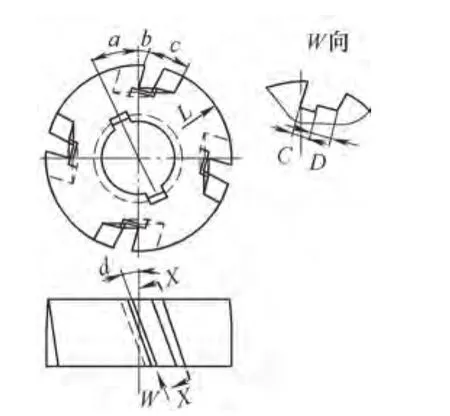
图 1
1. 存在的问题
上刀盘在机加工后对其进行符合性检验时,发现C槽和D槽的倾斜角d度数不正确。明明是按图中倾斜角d编程加工的,为什么会出现这种情况,是什么原因造成的呢?
2. 分析研究
笔者认为只能从上刀盘的图样的审核、设备的选型、刀具的选择、工件的就位与定位、加工基准起点的确定和加工方法等整体机加工工艺的全过程入手,采用排除法逐项进行分析研究,找出其存在问题的原因并提出解决方法。
(1)图样方面。由图1可知:该图线条清晰,视图投影关系正确,尺寸标注准确,没有什么不妥之处。
(2)设备的选型。采用带回转工作台的中型数控镗床。能满足用程序加工和分头要求,没有什么不妥之处。
(3)刀具的选择。采用棒类立铣刀。能满足同时端面铣和圆周铣的要求,没有什么不妥之处。
(4)上刀盘的就位和定位。通过三块等高垫块将上刀盘水平置于数控镗床的回转工作台上,用百分表按上刀盘外圆找正,调节上刀盘转动中心线与数控镗床回转工作台转动中心线同心后定位装夹。就位和定位方法符合加工法则中规定的准确要求,没有什么不妥之处。
(5)E槽和F槽加工基准起点的确定(见图2)。将回转工作台转到上刀盘孔内键槽中心线与镗床主轴平行的位置,移动镗床回转工作台使镗床主轴中心线与上刀盘孔内键槽中心线重合,将镗床主轴向上刀盘靠近,用棒铣头端面刃在上刀盘外圆上接触为外圆基准,并记录镗床主轴坐标读数。退出镗床主轴。将回转工作台转角度(α+β),使F左边与镗床主轴中心重合,移动工作台使镗床主轴中心线与F右边线重合为起刀基准并记录坐标读数。基准起点的选择符合可操作性的要求,没有什么不妥之处。
(6)E槽和F槽加工。按以上基准点为起点,以(L/2-B)分步进刀,按角度d为倾斜方向,采用两轴半方式编程,用棒铣刀加工E斜槽和F斜槽及相关A和B上面;工作台转90°。同理加工其余相同部位。以基准点为起点及上刀盘图中基本尺寸数值为参数编程,按程序加工符合严密加工范畴,也没有什么不妥之处。
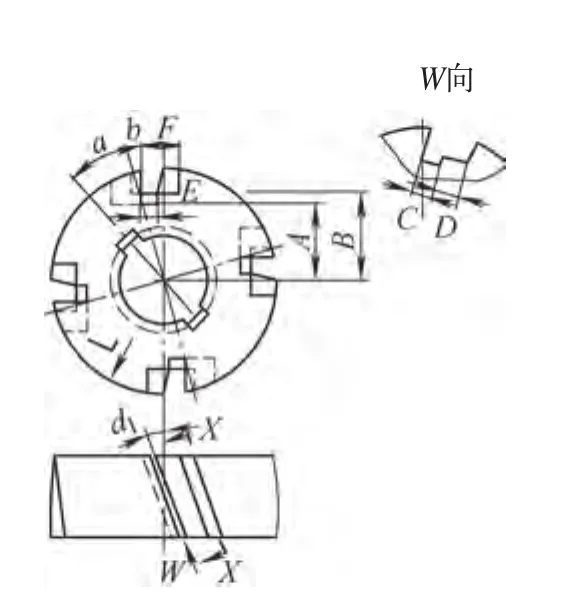
图 2
3. 问题的发现和解决
从以上各项分析过程来看,好像是条条都有道理,但是问题毕竟存在,其原因到底处在哪里呢?困惑中笔者联想到上下刀盘转动剪切钢带的工作过程,其剪切过程类似于斜齿轮副传动,由于斜齿轮中任何一个斜齿条在不同的位置上时,在俯视图中投影的倾斜角度是不同的。
根据此情况,笔者通过三视图投影原理对上刀盘图样进行转动时发现,不同度数所对应的倾斜角d是不同的。这样上述存在的问题就找到了其产生的根源。解决方法:当上刀盘按图一位置定加工起点位置时,其倾斜角对应为d。当上刀盘按图2位置定加工起点位置时,其为倾斜角对应为d1。按上述的加工过程只需将参数d改为参数d1编程加工即可。
4. 符合性检验
(1)电子测量臂检验:由于数控镗床的精度等因素对加工准确度有一些影响,加工好的斜面槽是否符合设计要求,用常规方法对其进行检验难度很大。为保证检验的可靠性,本例选用精度很高的电子测量臂对各斜面槽和相隔度数进行检验,结果各尺寸均达到图样要求。
(2)实物安装检验:通过在用户现场对上刀盘和下刀盘及相关剪刃的安装,手动和空载转动试验,证实上刀盘和下刀盘中的剪刃在剪切点处位置正确,满足设计要求。
5. 结语
通过上述对上刀盘存在问题的分析,根据加工起点所处的具体位置,运用三视图投影原理找到了产生问题的根源,重新确定倾斜角d的度数。经过重新编程、加工,到圆满地安装试车达到设计要求。说明了一个道理:当遇见一个复杂的问题时不要畏惧,不要退缩,要用自己掌握的科学知识给与评判,提出符合客观实际的方式方法给以解决。
[1] 杨叔子. 机械加工工艺师手册[M]. 北京:机械工业出版社,2006.
[2] 邹家祥. 轧钢机械[M]. 北京:冶金工业出版社,2000.
[3] 车洪麒,张索辉. 非标准机械设计实例详解[M]. 北京:机械工业出版社,2011.
[4] 叶君. 实用紧固件手册[M]. 北京:机械工业出版社,2010.
[5] 邓小君. 机械制图与CAD[M]. 北京:机械工业出版社,2011.
[6] 徐宏海. 数控机床刀具及其应用[M]. 北京:化学工业出版社,2010.
