有机废气处理工艺的探讨及处理效果的评价
2015-04-19王绍宇杜家杰
王绍宇 杜家杰
(中核第四研究设计工程有限公司,河北 石家庄 050021)
有机废气处理工艺的探讨及处理效果的评价
王绍宇 杜家杰
(中核第四研究设计工程有限公司,河北 石家庄 050021)
介绍了有机废气处理中常用的冷凝回收处理工艺、水吸收处理工艺和吸附处理工艺,并对前两种工艺从相平衡的角度进行了分析计算,对三种处理工艺的处理效果、适用场合及经济性进行了具体的分析。
废气处理;相平衡;冷凝回收;水吸收;吸附
原料药生产中,无论是生物发酵制药还是化学合成制药,一般都会使用有机溶媒,并随之产生含有机溶媒的废气。含有机溶媒废气有效的回收处理,一方面是降低生产成本和原料消耗的需要,另一方面也是环境保护的要求。随着近几年国家治理环境污染力度的加大,药企的环保压力也越来越大,大气污染物的排放也越来越受到重视。如何根据废气成分的物理和化学性质,确定经济、合理、高效的废气处理方式,成为废气处理成功与否的关键。
生产中排放的有机废气根据有机物含量可划分为高浓度废气、较高浓度废气和低浓度废气,根据废气的不同浓度和性质,采取不同的处理工艺。本文从相平衡的角度,定量分析各种处理工艺所能达到的处理效果,以期达到指导设计工作的目的。
1 冷凝回收处理工艺
高浓度废气主要产生自溶媒贮罐排气、精馏塔塔顶冷凝器排气及真空浓缩等岗位。根据该废气中有机溶媒的沸点可采取低温冷凝回收工艺。低温冷凝回收工艺是利用低温下液体的平衡蒸汽压降低,从而除去废气中的大部分有机溶媒,在减少废气排放量的同时,还能回收数量可观的有机溶媒,该处理工艺设备投资少,减排效果明显,在工业生产中已经广泛采用。
下面对低温冷凝的效果进行定量分析。
纯液体不同温度下的蒸汽压可利用Antoine方程计算[4]:

P*为温度T(K)下的纯液体蒸汽分压,A、B、C为Antoine常数,各种物质的Antoine常数可以查找文献[1]。
设废气中溶媒的体积分数(摩尔分数)为x1,冷凝后尾气中的体积分数为x2,由于冷凝前后空气的总量不变,以空气为基准计算溶媒的干基含量(相对于空气的摩尔分数):


式中 P1— 为溶媒在冷凝前废气中的分压(绝压);
P2— 冷凝温度下的纯液体的平衡分压,即P*,P为系统总压(绝压),单位均为atm,(1 atm = 101 325 Pa)。冷凝前后的回收率y为:

将式(4)、(5)带入式(2)、(3),将式(6)用压力表示,得

当系统总压为1atm时(常压冷凝),式(7)变为:

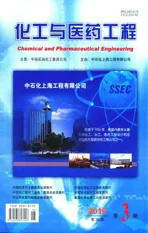
以制药行业常用的几种有机溶媒为例,计算在9 ℃、-5 ℃、-15 ℃冷凝温度下废气中的平衡分压和废气回收率,结果见表1。
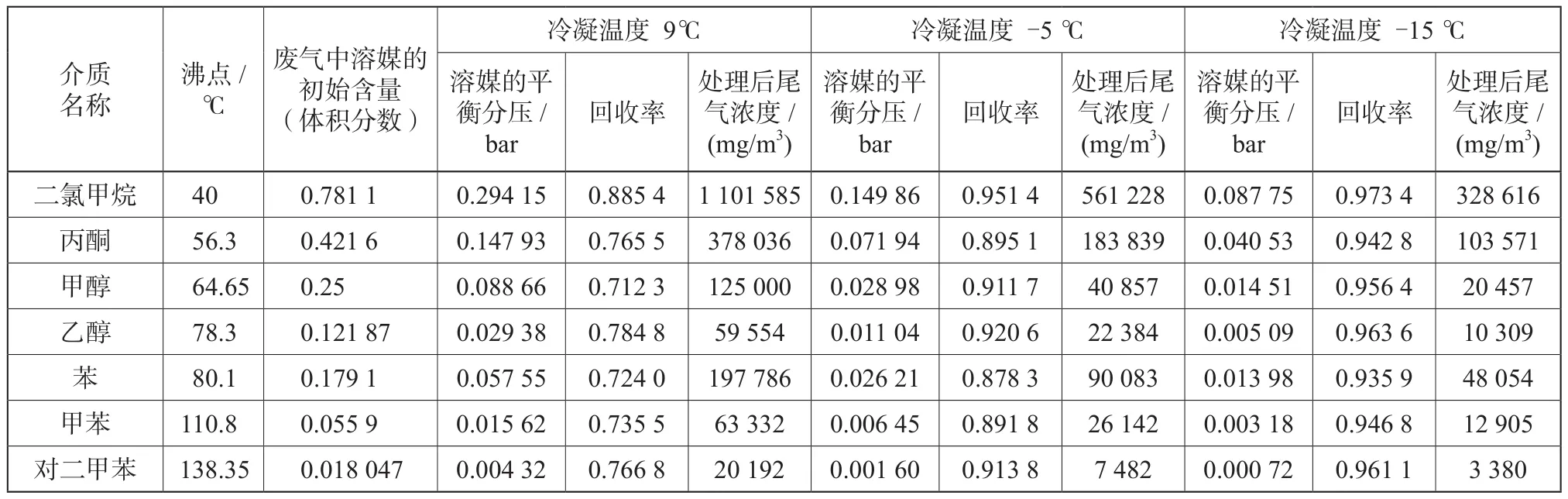
表1 不同冷凝温度下尾气中介质的浓度Tab.1 The concentrations of solvents in exhaust gas at different condensation temperatures
由表1中计算结果可见,有机溶媒的沸点越高,相同的冷凝温度下尾气中溶媒含量越低,溶媒的回收率越高。绝大多数的有机溶媒在-15 ℃冷盐水冷凝下,回收率都能达到90 %以上,对于甲醇、乙醇、二氯甲烷和二甲苯等,采用-5 ℃冷盐水冷凝即可获得90 %以上的回收率,减排效果是明显的。同时可以发现,即使废气冷却到-15 ℃,尾气中有机溶媒的含量仍远高于大气污染物的综合排放标准,如果继续降低冷凝温度,除了增加动力消耗外,还会有废气中由于水蒸气的存在而导致冷凝器结霜的现象。在需要负压操作的工段,干式真空泵比水环真空泵排放的有机废气中水份含量低,更便于用低温冷凝法回收,应优先选用干式真空泵。
由表1中处理后尾气浓度数值可见,在一般情况下,废气经冷凝回收处理后,尾气中有机物含量依然较高,很难实现达标排放。
部分有机溶媒的排放标准见表2。
冷凝回收法处理工艺是有机废气处理工艺中经济性最好的,该工艺设备投资少,占地面积小,并且回收后的有机溶媒利用价值高,装置总的运行成本也最低,在废气处理的同时,一般还会产生一些额外的收益。但是该方法适用于有机物含量较高的废气处理,在确定是否可以采用冷凝回收工艺前,应先计算回收率,如果废气中有机物回收率过低,则应考虑其他的处理工艺。冷凝回收法处理工艺的另一个缺点是处理后的尾气中有机物浓度较高,无法实现达标排放,还应配套后续的其他处理方式。
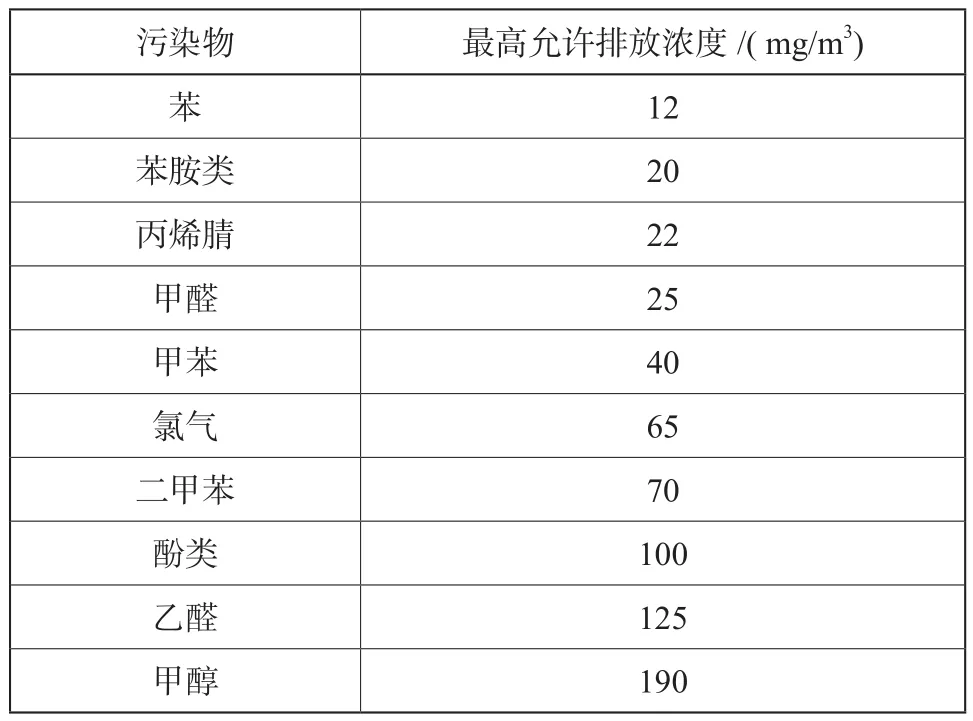
表2 部分有机溶媒的排放标准Tab.2 The emission standard of different organic solvents
2 水吸收处理工艺
水吸收法用于溶于水的有机废气的处理。吸收操作分为物理吸收和化学吸收两种,医药行业使用的有机溶媒一般性质稳定,因此常采用物理吸收方法处理。
常用的易溶于水的溶媒有甲醇、乙醇、乙醛和丙酮等,上述有机溶媒废气常采用水吸收的方法进行处理。根据气体吸收的双膜理论[3],在相界面的气相侧和液相侧分别存在气膜和液膜,吸收过程的阻力主要由气膜阻力和液膜阻力构成,被吸收气体依次经过气膜和液膜进入液相主体而被吸收,吸附过程的极限是被吸收介质在气相主体的浓度和该介质在液相主体中的浓度达到气液相平衡。利用相平衡数据可以计算吸附极限和吸附用水耗量。
稀溶液的气液相平衡可以用亨利定律描述:

式中 P—被吸收介质在气相的分压,bar;
C—被吸收气体在液相的浓度,mol/kg水;
Kh—亨利系数,mol/kg/bar。
亨利系数随吸收液的温度而变化,丙酮的亨利系数计算式为:

甲醇的亨利系数计算式为:

乙醇的亨利系数计算式为:

更多物质的亨利系数计算式可登录美国国家标准与技术研究院网站(NIST)查询。
对丙酮、甲醇和乙醇分别计算不同温度下的亨利系数,结果见表3。
表3 不同温度下溶媒在水中的亨利系数KhTab.3 Henry's constant Khof the solvents at different temperatures
由式(9)可知:

同时,由表3中的数据可以看出,亨利系数随温度的降低而明显提高,吸收剂的温度从33 ℃降低到5 ℃,乙醇的亨利系数提高了8倍,而丙酮的亨利系数也提高了4倍。降低吸收剂水的温度,可以有效的提高吸收剂中被吸收介质的平衡浓度,降低吸收剂的消耗量。
由式(13)可以计算出平衡条件下吸收剂水在不同排放浓度下气相中溶媒的分压,以水吸收丙酮、甲醇和乙醇为例,分别计算吸收温度在9 ℃和25 ℃的情况下,水在不同排放浓度时的吸收效果,结果见表4和表5。

表4 9 ℃水在不同排放浓度下的吸收效果Tab.4 The absorption effects of different emission concentrations at 9 ℃
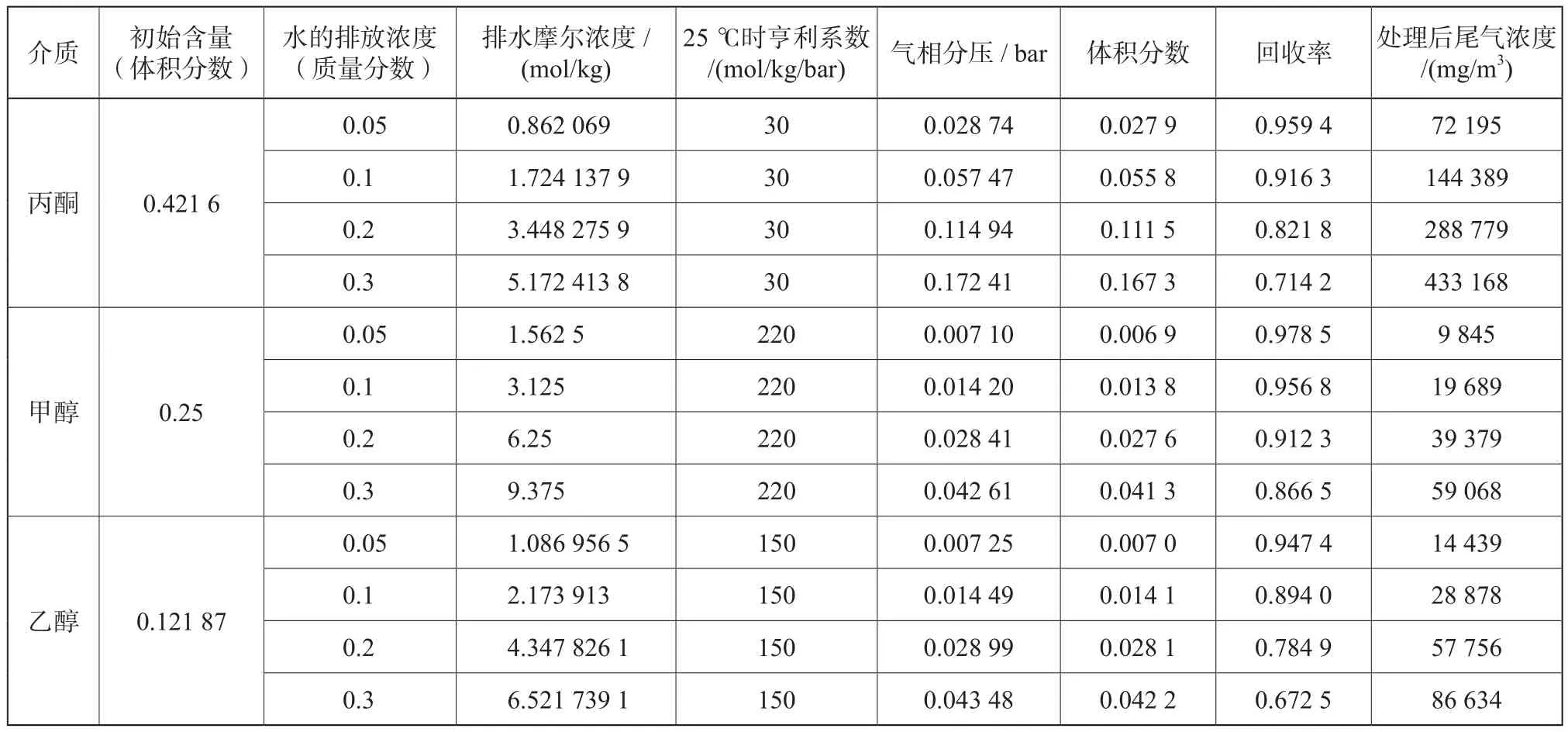
表5 25 ℃水在不同排放浓度下的吸收效果Tab.5 The absorption effects of different emission concentrations at 25 ℃
比较表1和表4中的数据可以看出,在工作温度同为9 ℃的情况下,对于易溶于水的废气的吸收,即使在水的排放浓度为30 %(质量分数)的情况下,水吸收法处理过的废气中,有机溶媒在处理后尾气中的浓度仍低于冷凝法,说明在用9 ℃水吸收易溶于水的有机溶媒时,水吸收法的吸收效果优于冷凝法,有机溶媒的沸点越低,水吸收法比冷凝法的优势越明显。
由表5中的数据可以发现,在常温25 ℃下用水吸收丙酮和甲醇废气,当水的排放浓度为5 %(具有回收价值)时,水吸收效果和-15 ℃低温冷凝处理方法效果相当,对于沸点较高的乙醇,冷凝法的吸收效果甚至高于常温水吸收法。当然如果降低水的排放浓度,水吸收法在常温下也可以获得优于冷凝法的吸收效果,但是水的消耗量将加大,排放的废水中溶媒的回收难度加大。
根据《大气污染物综合排放标准》(GB 16297—1996),甲醇在排放口的最大允许浓度为190 mg/m3,丙酮在上述标准中没有排放限值,参考工作场所丙酮的允许浓度的最高限值400 mg/m3,根据式(13)可以计算出在5 ℃、9 ℃、25 ℃和33 ℃下,满足达标排放要求时,吸收剂水中被吸收物质的平衡浓度,计算结果见表6。
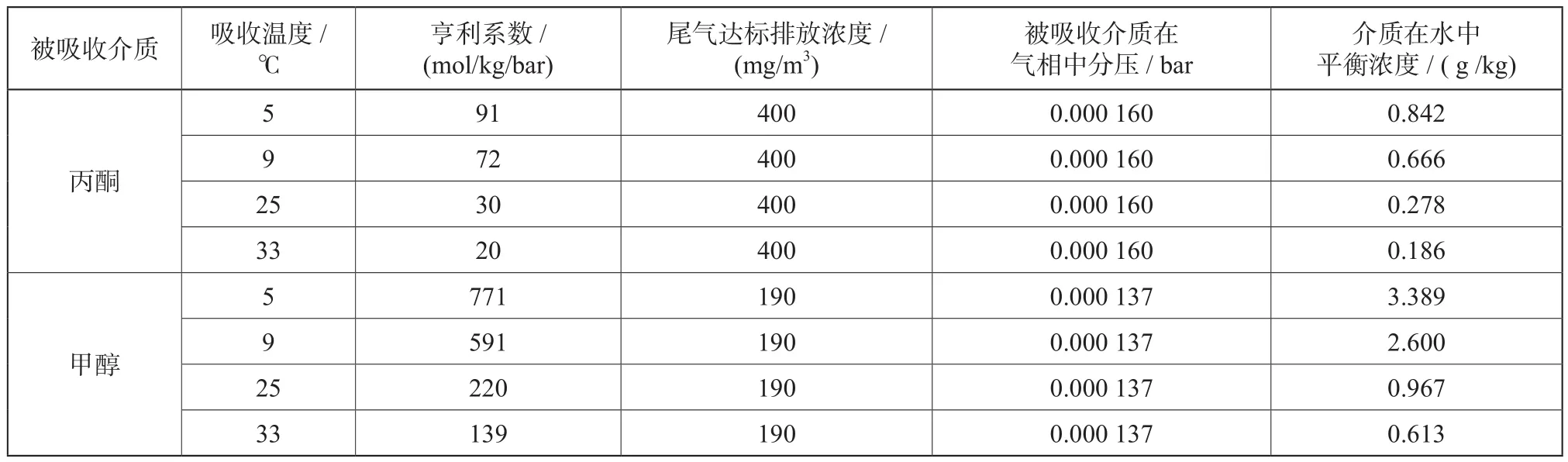
表6 丙酮、甲醇达标排放时水中的平衡浓度Tab.6 The balance concentrations of acetone and methanol in water when reach the emission standard
由表6可见,相同的排放浓度下,吸收剂的温度越低,介质在水中的平衡浓度越高,吸收剂的消耗量越小。在25 ℃下,甲醇达到排放标准时,甲醇在水中的平衡浓度只有0.967 g/kg,也就是说在1 kg水中吸收0.967 g甲醇时,水就要去再生处理或者排放掉。对丙酮而言,水吸收的效果要比甲醇还差。考虑到吸收过程中气体在液相的实际浓度只有相平衡时浓度的90 %左右,实际的水吸收效果比上述的相平衡数据还要低。因此只用水吸收的方法处理易溶于水的有机废气,做到达标排放水耗量将是很大的,虽然在技术上可行,但是经济上不合理。
水吸收法处理有机废气只适用于水溶性的介质。对于低沸点的介质如甲醇、丙酮等,水吸收法的回收率和处理后尾气中有机物的浓度等指标要优于冷凝回收工艺,对于其他的高沸点介质,处理效果与冷凝法相比不具有优势。单纯使用水吸收法处理尾气,实现达标排放消耗的水量太大,一般还应配套其他的尾气处理方式。
该处理工艺适用于高浓度、低沸点的水溶性有机废气的处理,处理过程中可回收部分的有机溶媒,因此一般还要配置相应的精馏设备以回收吸收液中的溶媒。该工艺设备投资较高,运行成本也比冷凝法大。
3 吸附处理工艺
吸附作用分为物理吸附和化学吸附两种。物理吸附主要是由范德华引力而引起的,因此选择性差。越易液化的气体越容易被吸附,物理吸附过程与气体的液化相似,吸附热在数值上也与冷凝热相近,可以看做气体在吸附剂表面的凝聚。物理吸附可以很方便地脱附,通过改变操作的压力或者温度,从而将被吸附的物质脱附下来。化学吸附是被吸附的物质在吸附剂表面形成化学键,吸附作用选择性强,吸附热与化学反应热相当,但是脱附困难。在废气处理工艺中,主要是利用物理吸附作用。
目前工业上常用的废气处理吸附剂有活性炭、活性炭纤维、天然沸石和分子筛等。
吸附过程工艺流程图见图1。
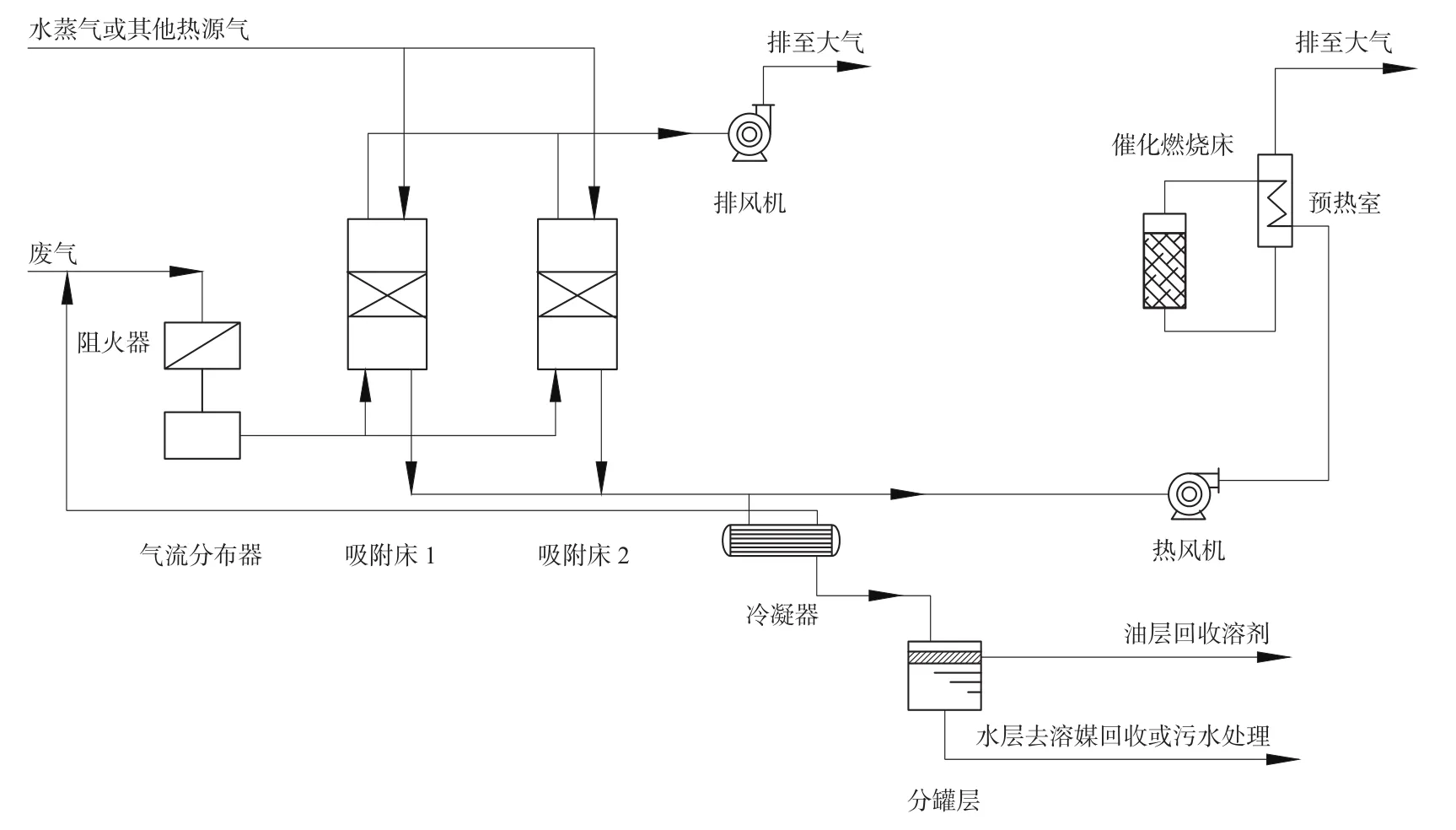
图1 吸附过程工艺流程图Fig.1 The process of absorption
废气经阻火器和气流分布器进入吸附床,废气中的有机成分被吸附剂吸附,尾气经风机高空排放。当吸附剂接近饱和后,通入水蒸气或其他热源气脱附,由于吸附剂的富集作用,脱附气中有机物含量比处理前废气中有机物的浓度大幅度提高,因此具有一定的回收价值。脱附气可经过冷凝器冷凝后进入分层罐,如果有机物不溶于水,如甲苯等则回收油层;若溶于水,如乙醇等则去溶媒回收塔进一步回收处理。脱附气也可以经过催化燃烧床(钯或者铂催化)燃烧生成无毒的废气排放,燃烧过程产生的热量预热解吸气。
目前常用的活性炭和碳纤维吸附剂对常见的制药行业有机溶媒的吸附容量在100~400 g/kg,吸附容量比较大,如果设计合理,吸附后尾气中有机物的含量可以控制在100 mg/m3以下,可以实现达标排放。
吸附处理工艺适用范围广,处理量大。目前大型的吸附处理装置废气的处理能力可达到60 000 m3/h,并且可实现达标排放。尤其对大气量、低浓度废气的处理,该工艺优势明显。缺点是设备投资高、占用场地大、控制及操作复杂,不适用小规模的废气处理过程。
4 结论
处理高浓度有机溶媒废气,低温冷凝是一种相当有效的方法,该方法具有设备投资少、动力消耗低、操作简单、回收效率高等优点,减排的同时还能回收数量可观的溶媒,综合效益好。特别是处理高沸点的溶媒废气,回收效果是相当好的。由前面的讨论可以看出,冷凝的温度越低,处理效果越好,因此在企业条件允许的情况下,应尽量选择低温的冷媒,但同时也应注意,废气中的水分含量不能太高,水蒸气分压应至少低于冷凝温度下水的饱和蒸汽压。(水在-5 ℃时的饱和蒸汽压为0.004 atm,-15 ℃时的饱和蒸汽压为0.0018 atm)。虽然低温冷凝处理后的废气中溶媒含量已经很低,但是一般仍无法达到《大气污染物综合排放标准》(GB 16297—1996)的排放要求,因此低温冷凝处理一般做为尾气处理的前工序,废气还应进一步处理。
水吸收法在处理低沸点、易溶于水的溶媒废气时有一定的优势,但缺点是吸收过程产生二次污染物废水。该工艺适用于小规模、不具备冷源的废气处理场合。对比冷凝法和水吸收法处理后废气中残余的溶媒浓度可以发现, -15 ℃低温冷凝和常温(25 ℃)水吸收工艺(排水质量百分浓度5 %)处理后的尾气中溶媒浓度基本相当。由此看来目前常用的低温冷凝+水吸收工艺是不合理的,作为后续工序,水吸收过程吸收的溶媒量是相当小的,对乙醇等较高沸点的溶媒尤其如此。如果大幅降低吸收剂水中的溶媒浓度,虽然可以实现废气的达标排放,但是水耗量很大,经济上不合理。水吸收法为物理吸收,过程阻力为气膜控制,应选择气液接触界面大的吸收设备,如填料塔等。
通过定量分析,无论是低温冷凝还是水吸收法,处理后的废气一般都很难实现直接达标排放,低浓废气可以采用吸附处理工艺进一步处理,以实现达标排放。虽然吸附处理工艺可以直接处理高浓度的有机废气,但是为了降低吸附剂的装量、提高尾气的排放指标、降低频繁再生的能耗,一般对高浓废气先采用冷凝或水吸收的方式除去大部分的有机溶媒。
[1]时钧.化学工程手册[M].北京:化学工业出版社,1979.
[2]邓修,吴俊生.化工分离手册[M].北京:科学出版社, 2000.
[3]张成芳.气液反应和反应器[M].北京:化学工业出版社,1985.
[4]陈敏恒,丛德滋,方图南.化工原理[M].北京:化学工业出版社,1986.
Discussion of Organic Waste Gas Treatment and Evaluation of Treating Effect
Wang Shaoyu, Du Jiajie
(The Fourth Research and Design Engineering Co.of CNNC, Shijiazhuang, 050021)
Condensation recovery process, water absorption process and sorption process which are widely used in organic waste gas treatment are introduced.The first two processes are calculated and analyzed in terms of phrase equilibrium.The effect, application and economy of the three processes are analyzed in detail.
waste gas treatment; phrase equilibrium; condensation recovery; water absorption; sorption
X 783
:A
:2095-817X(2015)03-0053-006
2015-05-07
王绍宇(1969—),男,研究员级高级工程师,从事医药化工的设计工作。