电火花加工放电状态的自适应滤波
2015-03-23周明吴建洋曾祥渭牛聚粉田洪森
周明,吴建洋,曾祥渭,牛聚粉,田洪森
(北京建筑大学机电与车辆工程学院,北京100044)
电火花加工的原理在于利用浸在工作液中的工具电极与工件之间的脉冲放电,产生电蚀作用来蚀除导电材料[1]。在电火花加工过程中,常以极间放电状态来量化加工过程状态,并以此为检测信号对加工过程进行监测与控制。可以依据放电状态时间序列,将电火花加工过程划分成3个阶段:初始加工阶段、有效加工阶段和有害加工阶段。有效加工阶段属于弱稳态过程并具有线性特性;而在初始加工阶段及有害加工阶段,放电状态的均值和方差变化比较大,属于非稳态过程。有害加工阶段的出现容易造成工件表面损伤、影响加工效率。因此需要建立有效的电火花加工闭环控制系统,实时调整放电参数或伺服运动参数,避免加工进入有害阶段,或使加工及时从有害阶段回到有效阶段。
在有害加工阶段,剧烈变化的放电状态会引起控制变量的震荡,控制变量的震荡反过来又加大了稳态拉弧和短路的出现几率,形成了恶性循环,使控制系统失效。因此需要对放电状态进行滤波,使放电状态曲线变得平滑,使放电状态变化趋于平缓,有利于提高控制系统的稳定性。传统的数字滤波方法[2-3],虽然能够起到平滑放电状态曲线的积极作用,但同时产生了移相和幅值改变等不良影响。并且传统滤波器常具有较高阶次,会使整个控制系统的阶次提高很多,不利于稳定性。因此本文提出了自适应滤波的方法,采用卡尔曼滤波算法[4],同时结合中间变量的方法,能够克服传统线性滤波方法缺点,并解决加工过程误差及检测误差带来的有偏估计问题[5-9],使放电状态真实值得到还原。
1 电火花加工过程放电状态的滤波
电火花加工过程放电状态的滤波主要为低频滤波。图1所示为一个开环控制的加工过程,由一系列放电状态的时间序列所表示。随着加工深度不断加大,放电状态从有效加工阶段逐渐过渡到有害加工阶段,相邻的2个放电状态间变化幅度较大。传统的滤波方法是首先界定滤波范围,本文根据频谱分析,确定了滤波范围(0~0.05 Hz),依据能量分布特征,该滤波范围能够基本保留主要的加工信息。

图1 由放电状态时间序列表示的一个加工过程Fig.1 An EDM process represented by a train of gap state identifications
1.1 传统数字滤波方法
数字滤器,是通过一定的运算关系改变输入信号所含频率成分的相对比例或滤除某些频率成分,从而能够按预定的要求滤除干扰信号,获取有效信号,实质上是一个由有限精度算法实现的线性时不变离散系统。从功能来分类,与模拟滤波器一样,数字滤波器可以分为低通、高通、带通和带阻等滤波器。从实现的网络结构或单位脉冲响应长度来分类,它可以分成无限长单位脉冲响应(IIR)滤波器和有限长单位脉冲响应(FIR)滤波器。
1.1.1 FIR数字滤波器设计
FIR滤波器,即有限长单位脉冲响应滤波器,其输出取决于过去的输入,而与过去的输出无关。FIR滤波器的优点是有线性相位,且能用硬件实现。缺点是设计通常需要较高的阶数,且系统函数只能是z-1的多项式。其差分方程具有如下形式:

其单位脉冲响应为

将其进行Z变换,得到系统函数表达式为

基于MATLAB平台及其汉宁窗函数,用FIR滤波器对电火花加工放电状态进行滤波。根据上文谱密度分析确定的归一化截止频率为0.05 Hz设计低通滤波器,图2为滤波前后的波形对比图。由图可知,滤波后的放电状态曲线变得更加光滑,幅值变化较小,相位产生了滞后。

图2 FIR滤波器滤波前后对比Fig.2 A comparison of gap states between original value and the value filtered by an FIR filter
1.1.2 用IIR数字滤波器方法
IIR滤波器,即无限长单位脉冲响应滤波器,它的单位脉冲响应是无限长的。其差分方程为

系统函数为

常见的模拟滤波器类型包括巴特沃兹、切比雪夫Ⅰ型、切比雪夫Ⅱ型和椭圆滤波器,基于这些模拟滤波器,MATLAB信号处理工具箱提供了对应的IIR数字滤波器设计函数。本文采用巴特沃兹滤波器函数,图3所示滤波前后的对比图。由图可知,滤波后的放电状态曲线变得十分光滑,幅值也发生了较大改变。
以上分别用2种传统滤波器对放电状态进行滤波,由图中可看出,滤波后的放电状态曲线虽然变得平滑,也发生了移相和幅值改变等不良效果,亦即产生了延迟,对实时控制十分不利。并且,滤波器本身是一个高阶单元,会造成整个控制系统的阶次升高很多,不利于系统稳定。

图3 IIR滤波器滤波前后对比Fig.3 The comparison of gap states between original value and the value filtered by an IIR filter
1.2 自适应滤波方法
1.2.1 放电状态估计值的计算
电火花加工过程中伴随着复杂的物理环境,因此影响放电状态的因素众多,其中的确定因素包括电参数:脉宽时间、峰值电流、开路电压、脉冲间隔等;伺服运动参数:电极抬刀周期、抬刀高度和速度等;其中难以定量的不确定因素加工材料、加工深度和放电点分布等。由于这些因素的影响,电火花加工过程表现出了非稳态和非线性的动态特性[10]。
文献[11]已证明,电火花加工过程放电状态的时间序列具有二维特征,因此可以用时变的二阶Auto Regressive(AR)模型来描述放电状态变化过程:

式中:s(k)表示放电状态在k时刻理论值;q(k)= [a1a2]Τ;w(k)是均值为0,方差为 σ的白噪声;a1、a2为时变参数。
放电状态的检测值随采样周期的改变而改变,因此,可以将放电状态的检测值 y( k)与理论值s(k)间的关系表示为


其中



其中

1.2.2 过程参数估计
将式(9)代入式(8),得到:

其中

可以认为在2个放电状态采样点之间,参数保持不变,因此可以得到

用另一个卡尔曼滤波器来估计过程参数a1、a2的值,将时变参数以状态空间的形式表达为

这样就可以得到关于时变参数的卡尔曼滤波算法:
Kq(k)是卡尔曼增益:


式中:Pq(k)是后验参数误差的协方差矩阵:

通过上述计算能够对过程参数进行估计,并且通过使2个卡尔曼滤波器交互运行,完成了对放电状态的自适应滤波。
2 校验放电状态自适应滤波算法
验证算法的具体标准如下[12]:放电状态的理论估计值与放电状态的检测值,其差值的均值R必须在理论误差范围内。以此标准进行计算如下:
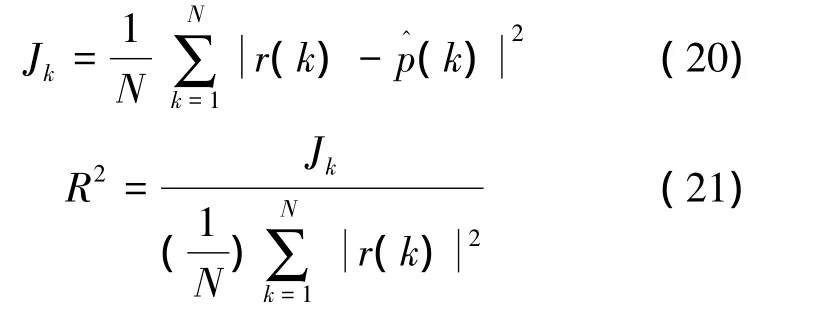
用上述标准来校验放电状态自适应滤波算法,运行结果如图4、5。图4为滤波前后的放电状态曲线,图5为a处的放大图。由图4可以看出,经滤波后的放电状态,即理论放电状态的估计值,与检测到的放电状态值相比,时间方面基本保持同步,幅值方面变化趋势更平缓,符合我们的期望。图6为理论放电状态估计值偏差的界限与检测到放电状态偏差的分布,由图中可看出,差值均在理论偏差极限范围之内,说明该方法在理论上与实际中均具有可行性。
图4 理论放电状态估计值与检测到的放电状态值对比图Fig.4 The comparison between theoretical value and detection value of gap states

图5 图4中a处放大图Fig.5 A larger view of part a in figure 4

图6 理论放电状态估计值偏差的界限与检测到放电状态偏差的分布Fig.6 Error bounds of theoretical gap state estimates and error distribution of gap state identifications
3 结论
本文提出了卡尔曼滤波方法对电火花加工过程放电状态进行自适应滤波。通过与传统滤波方法进行比较,得出以下结论:
1)经自适应滤波以后的放电状态,是理论放电状态的估计值,其优点在于能对加工过程误差与检测误差进行补偿,能对放电状态检测值进一步修正,能够更为正确的反映放电状态。
2)传统低频滤波方法虽然能够平滑放电状态曲线,但产生相移和延迟,对时实控制不力。而本文提出的自适应滤波方法不会引起相移或延迟,利于实时控制。
3)传统低频滤波函数的阶次较高,使得系统阶次大幅提高。相比之下,自适应滤波函数的阶次小很多,对系统的稳定性影响不大。
[1]霍孟友,张建华,艾兴.电火花放电加工间隙状态检测方法综述[J].电加工与模具,2003(3):17-20.
HUO Mengyou,ZHANG Jianhua,AI Xing.Summarization of gap states monitoring methods in EDM[J].Electromachining&Mould,2003(3):17-20.
[2]郝逸轩.数字滤波器的优化设计研究[D].长沙:长沙理工大学,2012:13-14.
HAO Yixuan.Study of digital filters optimal design[D].Changsha:Changsha University of Science and Technology,2012:13-14.
[3]赵海滨.MATLAB应用大全[M].北京:清华大学出版社,2012:604-605.
ZHAO Haibin.MATLAB applications[M].Beijing:Tsinghua University Press,2012:604-605.
[4]KALMAN R E.A new approach to linear filtering and prediction problems[J].Journal of Basic Engineering,1960,82(1):35-45.
[5]WONG K,POLAK E.Identification of linear discrete time systems using the instrumental variable method[J].IEEE Transactions on Automatic Control,1967,12(6):707-718.
[6]FRIEDLANDER B.Instrumental variable methods for ARMA spectral estimation[J].IEEE Transactions on Acoustics Speech and Signal Processing,1983,31(2):404-415.
[7]YOUNG P C.An instrumental variable method for real-time identification of a noisy process[J].Automatica,1970,6 (2):271-287.
[8]NELSON L W,STEAR E.The simultaneous on-line estimation of parameters and states in linear systems[J].IEEE Transactions on Automatic Control,1976,21(2):94-98.
[9]FRIEDLANDER B,STOICA P,SODERSTRÖM T.Instrumental variable methods for ARMA parameter estimation[C]//Proceedings of IFAC Identification and System Parameter Estimation.New York,1985:29-36.
[10]ZHOU Ming,HAN Fuzhu,WANG Yongxain,et al.Assessment of the dynamical properties in EDM process-Detecting deterministic nonlinearity of EDM process[J].The International Journal of Advanced Manufacturing Technology,2009,44(1/2):91-99.
[11]ZHOU Ming,HAN Fuzhu,TANG Boyan.The methodology of detecting dynamical properties of electrical discharge machining(EDM)process towards building a timely varied linear predictive model[C]//16th International Symposium on Electromachining(ISEM XVI).Shanghai,2010:73-78.
[12]LENNART L.System identification-theory for the user[M].2nd ed.Sweden:Prentice Hall PTR,1999:224-226.