内部质量审核过程控制
2015-02-16刘春玲
刘春玲,周 峰
(中航工业哈尔滨飞机工业集团有限责任公司 a.经营管理部;b.国际合作部,哈尔滨 150066)
内部质量审核过程控制
刘春玲a,周 峰b
(中航工业哈尔滨飞机工业集团有限责任公司 a.经营管理部;b.国际合作部,哈尔滨 150066)
实施内部质量审核除了监督企业开展质量管理工作情况、确定改进机会外,也需要对审核过程实施监控,使审核过程受控,确保审核过程符合要求,满足预期能力。为此,通过对审核过程分析,运用了数理统计技术,寻求过程控制参数,明确控制方法、判断准则,开展审核过程控制。经过实践,确认监控方法和准则有效,达到了预期目的,基本实现了定量评价与“事前预防”,为提高审核质量提供了改进方向。
审核;统计技术;抽样;过程控制
对于制造过程,企业非常希望其输出产品符合要求,甚至达到最好。以前,通常在制造业采取检验的方法来控制产品质量,也就是我们常说的“事后控制”。后来,随着数理统计技术的发展,众多企业采取了一些“事前预防”措施,监控过程中的干扰因素,以降低甚至消除不满足要求的输出,确保产品质量[1]。对于管理过程,同样也可以利用数理统计技术实施过程监控,保证其符合性[2]。内部质量管理审核作为一项管理过程,也可以基于数理统计技术实现过程的控制。
1 过程控制基本原理
对于过程控制主要是把波动限制在允许的范围,超出范围就要设法减少波动并及时报告,以减少损失,其方法常选用控制图[3](如图1)。控制图是对过程加以测量、记录并进行控制管理的一种用统计设计的图。图中的控制界限(上控制界限UCL=μ+3σ,下控制界限LCL=μ-3σ)是区分偶然波动与异常波动的科学界限。如果控制图中的数值点超出UCL、LCL或排列不随机则表明过程中出现了异常[4]。只有偶然因素没有异常因素的状态称为统计控制状态,即稳态,是过程控制所追求的目标。实施审核过程控制,也是为实现此目标,确定利用控制图实施内部质量审核过程监控,控制异常波动,为提高审核质量提供改进方向,达到用数据衡量的目的,克服主观性。
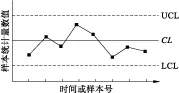
图1 控制图示例
2 内部质量审核过程分析
质量管理审核是依据质量管理体系标准及审核准则对组织的质量管理体系的符合性及有效性进行客观评价所进行的系统的、独立的并形成文件的过程[5]。
在实施内部质量审核过程中审核人员通过面谈、观察、文件评审等方式,适当地抽样收集并验证与审核目标、范围和准则有关的信息,形成审核证据,并对照准则实施评价、评审的过程[6](如图2)。
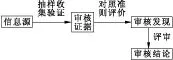
图2 质量审核过程示意图
无论是内部审核,还是外部审核,在实施现场审核时,需要收集与审核目的、范围和准则有关的信息,包括与职能、活动和过程间接口有关的信息[7],确认为审核证据,审核人员对其进行评审与评价。企业内通常在评价与评审后,还要对其判断和评分,即对审核证据依据审核准则进行评价形成审核发现,判断其是否符合或不符合[8],再根据审核发现实施评分,由此形成两类审核过程输出结果—非连续型数据和连续型数据[9]。
3 内部质量审核过程控制方法
根据内部质量审核过程的分析,确定判断过程和评分过程所形成的结果做为内部质量审核过程控制参数,选取相应的控制图实施过程控制。
(1)判断过程
由于内部质量审核判断过程形成的结果为非连续型数据,因此选用不合格品数控制图(np图)对内部质量审核的判断过程实施控制[10]。
np控制图的中心线和上下控制限的计算公式分别如下:
(2)评分过程




作为R图的中心线,即平均极差。
R图的上、下控制限:
注:A2、D3、D4与样本量n相关,可在相关表中查得[12]。
4 内部质量审核过程控制判断准则
根据所绘制的控制图实施判断,进而监控过程的情况,是过程监控的最终目的之一。依据GB/T4091《常规控制图》的规定,结合企业实际,确定内部质量审核过程控制判断准则。
4.1 统计控制状态的条件
如出现以下情况,可视为过程处于统计控制状态:
(1)点子在中心线周围随机散布;
(2)点子在控制限内;
(3)无链、趋势和其他模式;
(4)过程稳定,可预测。[13]
4.2 非统计控制状态的条件
如出现以下情况,可视为过程未处于统计控制状态:
(1)出现可查明原因;
(2)点子超出控制限;
(3)出现链、趋势、循环等[14]。
4.3 判异规则(后4个准则仅适用于评分过程)
如出现以下情况,可视为判断过程出现异常,应找出原因,实施改进。
(1)点出界;
(2)连续9点落在中心线同一侧;
(3)连续6点递增或递减;
(4)连续14点中相邻点交替上下;
(5)连续3点中有2点距离中心线(同侧)大于2个标准差(落在中心线同一侧的B区以外);
(6)连续5点中有4点距离中心线(同侧)大于1个标准差(落在中心线同一侧的C区以外);
(7)连续15点距离中心线(任一侧)1个标准差以内(落在中心线两则的C区内);
(8)连续8点距离中心线(任一侧)大于1个标准差(落在中心线两侧且无一在C区内)[15]。
5 内部质量审核过程控制参数抽样
众所周知,数理统计是研究如何以有效的方式收集、整理和分析相应数据,对过程作出推断、预测,为采取决策及行动提供依据。很显然其基础是数据。
在内部质量审核过程中,所确定的控制参数为判断过程和评分过程所形成的结果。由于审核过程是不可逆的,同时受审核目的、范围、时间和人员等困素的影响,全部收集相关数据是不可能的,因此,需要通过适当的抽样进行收集实施分析与验证。在同一样本组内的数据应保证工作状态相近的前提条件下,确定了抽样方案:
a)抽样方法:简单随机抽样;
b)抽样时机:审核员每次审核时;
c)抽样数量:每个审核区域审核判断和评价的结果各5~8个。
抽样前还结合审核提纲设计相应数据表,方便抽样记录。抽样后利用minitab软件分析数据的情况,如分布位置、中心趋势、散布程度等,确保数据的有效,并具有代表性。
6 内部质量审核过程控制分析
按照所确定的抽样方案抽取相应样本,依据所制定的判断准则利用minitab软件对质量审核过程进行控制和分析,判断过程的稳定性,监控审核过程。
6.1 内部质量审核判断过程控制的分析
根据抽样方案抽取判断过程的相应样本,其数据取值通常为0~4之间,利用minitab软件对质量审核判断过程控制进行了分析,图3、图4分别为某时期质量审核判断过程控制图和分析结果。
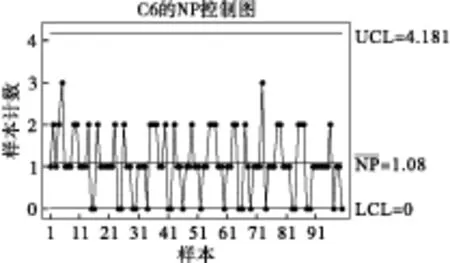
图3 某时间内部质量审核判断过程控制图(部分)
根据图3、图4分析结论为:
1)判断过程控制图未出现异常点,说明审核过程运行稳定。
2)Xbar控制图和R控制图未出现异常点,说明审核过程运行稳定。
3)最后8个子组的运行图中数据随机变化,没有明显的趋势和规律,可认为过程稳定。
4)直方图不完全关于中心左右对称,说明数据不符合正态分布。
5)正态概率图中P值小于0.05,也说明数据不符合正态分布。
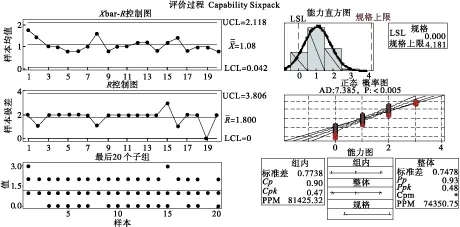
图4 某时期内部质量审核判断过程分析图
6)能力图显示Cp=0.90,Cpk=0.47,Pp=0.93,Ppk=0.48,说明过程能力严重不足,有待改进。
6.2 内部质量审核评分过程控制的分析
按照所确定的抽样方案抽取相应样本,其数据取值通常为2.4-2.6之间,对质量审核评分过程控制进行了分析,图5、图6为某时期质量审核评分过程分析结果。绘制控制图时,确定以子组大小n为5、子组个数k为20、间隔为8。
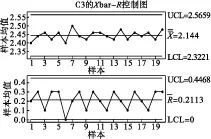
图5 某时间内部质量审核评分过程控制图(部分)
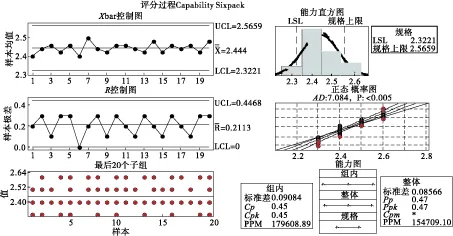
图6 某时期内部质量审核评分过程分析图
根据图5、图6分析结论为:
1)评分过程控制图未出现异常点,说明审核过程运行稳定。
2)Xbar控制图和R控制图未出现异常点,说明审核过程运行稳定。
3)最后8个子组的运行图中数据随机变化,没有明显的趋势和规律,可认为过程稳定。
4)直方图不完全关于中心左右对称,说明数据不符合正态分布。
5)正态概率图中P值小于0.05,也说明数据不符合正态分布。
6)能力图显示Cp=0.45,Cpk=0.45,Pp=0.47,Ppk=0.47,说明过程能力严重不足,有待改进。
依据上述分析结论,判断此时期内部质量审核过程运行稳定,但其过程能力不足,经分析认为是由于标准规定不明确影响审核人员的判断所导致的,为此提出完善相关标准并及时培训审核人员的改进措施,以确保审核过程的准确、有效。通过采取所建议的改进措施,经过一段时间的实施与监控,认为所确定的方法和判断原则是准确的、有效的,达到了预期的目的。
7 结论
通过实践,所确定的质量审核过程控制方法和判断原则监控了质量审核过程,考核了质量审核的有效性与准确性,克服了先前只能定性评价的弊端,达到了管理过程用数据衡量的目的,基本实现了“事前预防”,为提高审核质量提供了准确的改进方向,促进了企业质量审核持续有效地开展,进一步提升了质量审核水平。
[1]李真.六西格玛管理法要取得成功的关键[J].上海质量,2014,294(2):58-61.
[2]娜塔莉亚·斯克利宾娜(Natalia Scriabina).审核一线的五项技术行改变[J].中国质量,2013,386(8):58-60.
[3]王芸译.回归质量基础—日式质量管理的方向[J].中国质量,2013,384(6):28-30.
[4]上海烟草集团有限责任公司.统计过程控制(SPC)管理的应用实践[J].上海质量,2013,281(1):52-54.
[5]马林.全面质量管理(第二版)[M].北京:中国科学技术出版社,2006:154-155.
[6]邢文英.QC小组基础教材(二次修订版)[M].北京:中国社会出版社,2008:101-103
[7]张公绪.质量工程师手册[M],北京:企业管理出版社,1997:227-229.
[8]詹姆斯·R·埃文斯威兼·M·林赛(焦叔斌主译).质量管理与质量控制(三十三)[J].中国质量,2013,390(12):45-48.
[9]李为柱.统计技术应用教程[M],北京:企业管理出版社,2001:41-42.
[10]廖炳隆,王红芳.SPC管理在半导体生产中的有效运用[J].上海质量,2013,287(7):64-66
[11]熊辉译.关于测量系统分析的一些思考[J].上海质量,2013,292(12):28-29
[12]马林 何桢.六西格玛管理(第二版)[M].北京:中国人民大学出版社,2007:404-423.
[13]克里斯汀·安德森-库克(Christine M.anderson-cook),康妮·伯若(M.Borror).为决策铺路—强化质量分析的七种数据收集策略[J].中国质量,2013,385(7):57-63.
[14]孙中瑞,史晓丹.体现顾客需求的多元过程能力指数的应用[J].上海质量,2013,287(7):67-69.
[15]马逢时,周暐,刘传冰.六西格玛管理统计指南[M].北京:中国人民大学出版社,2007:371-374.
(责任编辑:刘划 英文审校:刘敬钰)
Implementation of internal quality audit process control
LIU Chun-linga,ZHOU Fengb
(a.Aclministrative Management Department;b.International Cooperation Department, AVIC Harbin Aircraft Industry Group Co.,LTD,Harbin 150066,China)
Internal quality audit is performed to supervise the quality management of a company to seek opportunities for improvement.However the audit process shall be also supervised and controlled,to ensure the compliance of audit process with related requirements as a result the expected result can be obtained.To achieve that,we control the audit process by adopting mathematical statistics method to ensure the effectiveness of the audit as well as realize quantitative assessment and “prior prevention” basically,so that audit quality can be improved.
audit;statistical technique;sampling;process control
2014-11-18
刘春玲(1972-),女,山东济南人,高级工程师,主要研究方向:管理创新,E-mail:chingl@126.com。
2095-1248(2015)03-0092-05
TB11
A
10.3969/j.issn.2095-1248.2015.03.017
