改进后的钢花毂冲孔模
2015-01-06刘进文
刘进文
改进后的钢花毂冲孔模
刘进文
图1所示为本公司的一款用于轮椅的钢质花毂,原结构为中间一圆管,与两端两片铆接而成,结构与工艺都比较复杂,且由于铆接品质问题,经常出现两端脱落的现象,而被客户投诉。
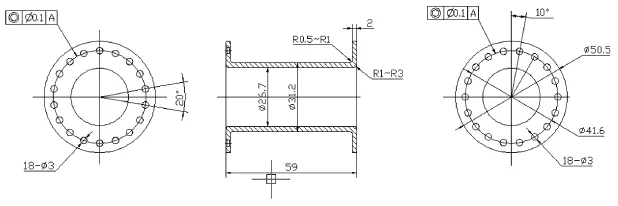
图1 改进后的钢花毂产品图
现改为如图1所示的整体结构,由焊接管翻管整形而成,强度都得到了加强,且材料的成本也大幅度下降。
此件两端各有18个安装幅条的Φ3的小孔,这些孔并不在同一位置,有10°的夹角。最初这些孔是由一副简易的冲孔模来完成,每次冲出一端的9个孔,总共分四次完成冲压工作,如图2。

图2 原冲压工艺图
由于此产品的量非常大,再加上竞争激烈,必须降低成本,为此,本人又专门设计了一副一次完成18个孔的冲压模具。
模具装配图如图3。
此工件的结构与一般的冲压产品有所不同,为了方便在模具中放取工件,特设计了斜楔机构来夹紧。先将工件放入定位芯棒(件10)粗定位,当冲床滑块向下运动,模具上的左右两滑块(件23)在斜楔(件19)的作用下向中间移动并抱住工件(此时工件处于较精准的位置),之后左右各三支导柱(件17)分别插入左右滑块(件23)中,同时保证了冲头与滑块(也是冲孔凹模)的位置正确,此时方为精确定位。冲床滑块继续向下,到下死点完成冲孔动作后,向上升起,在弹簧(件21)的作用下两模具滑块分别向两方回位,操作员工再用工具将工件从模具中取出,冲床旁边的气枪自动吹干净模具内残留的废料,至此完成一端孔的冲压动作。

图3 新钢花毂冲孔模装配图
每批定单先完成一端孔的冲压,然后再在模具中放入一定位销(件11),此动作非常方便简单,接着就可以开始进行另一端的冲孔工序了。
另外,在外径相同的情况下,本公司的钢花毂产品有很多种不同长度的型号,可根据所需要型号的不同,更换相应的垫高块或垫片 (件12,件25),此动作非常简单,需要一分钟。
通过多年的实践生产证明,此模具结构合理,各部件的动作都很保险、可靠,从投入生产开始,到现在已生产了600多万件各种型号的钢花毂,这期间只是由于磨损而更换过几次滑块等部件。
此模具的应用大大提高了公司钢花毂的生产效率,使产能得到提升,进一步降低了生产成本,对提高公司产品在市场中的竞争力起到了非常积极的作用。
(作者单位:厦门恩比尔机械制造有限公司)
